一种平面度在线调整系统的制作方法
1.本实用新型涉及数码设备生产加工领域,具体涉及一种平面度在线调整系统。
背景技术:
2.在一些数码产品的生产过程中,常常会采用手工或半自动的方式生产,在一些平整度需求高的情况下,需要检查平整度,现较常采用电荷耦合元件成像的数码相机来检测平面度,但此类相机只能通过产品外周侧面来测量产品的翘曲来评判产品的平面度,无法完全真实反映整个产品的平面度,由于产品涉及冲压,焊接工序,且产品平面度要求高,每批次焊接需要根据来料情况,停机并在焊接工装上做调整。
3.因此,有必要提供一种平面度在线调整系统以解决上述问题。
技术实现要素:
4.为实现上述目的,本实用新型提供如下技术方案:一种平面度在线调整系统,包括:
5.压平组件;
6.传输组件,用于传输产品料带;
7.扫描组件,固定在所述传输组件的一侧,所述扫描组件设有扫描导轨;所述扫描导轨的一端固定安装有扫描电机,所述扫描电机的输出端滑动安装有3d相机安装板,所述3d相机安装板上安装有3d相机,且所述3d相机处在所述传输组件正上方。
8.进一步,作为优选,所述压平组件包括:
9.安装板,空间上与所述传输组件位于同一层面;
10.伺服调整机构,两组中心对称连接在所述安装板下表面;
11.承压组件,固定安装在所述安装板上表面正中心;
12.抬升机构,两组对称布设在所述安装板上表面,且分别处在所述承压组件两侧,与所述承压组件相接触;
13.检测结构,两组中心对称布设在所述安装板上表面,且分别位于所述抬升机构两侧,与所述抬升机构相接触;
14.导向杆,四组固定在所述安装板上表面,且处在所述抬升承压组件的四角;
15.承板,固定在所述导向杆远离所述安装板的一端;
16.压力气缸,固定在所述承板正中心;
17.下压头组件,穿过所述承板与所述压力气缸相连接。
18.进一步,作为优选,所述传输组件包括:
19.输送板,固定在所述承压组件前端,且在空间上与所述承压组件位于同一层面;
20.连接板,固定安装在所述输送板的一侧;
21.输送槽,两组对称设置在所述输送板上;
22.传动缸,固定安装在所述连接板的上表面;
23.输送机构,固定在所述连接板上,连接在所述传动缸的输出端,且处在所述连接板上方;
24.输送齿,两组布设在所述输送机构上,分别处在所述输送槽正上方;
25.限高杆,安装在所述输送板安装所述连接板的另一侧,且处在所述输送槽前方。
26.进一步,作为优选,所述伺服调整机构包括:
27.调整电机,固定安装在所述安装板的下表面;
28.调整轨道,固定在所述安装板下表面;
29.推杆,一端与所述调整电机输出端相连接,另一端与所述调整轨道内侧相连接;
30.推板,固定在所述推杆上。
31.进一步,作为优选,所述推板包括:
32.电机保护钩,安装在所述推板表面,呈“l”形;
33.保护架,两组安装在所述调整轨道下方,所述电机保护钩处在所述保护架之间。
34.进一步,作为优选,多组所述承压组件包括:
35.托板,固定在所述安装板正中心;
36.夹片,多组布设对称在所述托板上表面。
37.进一步,作为优选,所述抬升机构包括:
38.推头,固定安装在所述推板上端面,且穿过所述安装板;
39.装杆块,一侧面与所述推头相接触,另一侧面与所述托板相接触;
40.侧杆,一端固定安装在所述装杆块上,另一端呈锐角穿进所述托板,位于所述托板中线另一侧,并未完全穿过所述托板两端;
41.抬升头,底部紧贴所述侧杆穿过所述托板的部分,顶部穿过所述托板上表面;
42.复位弹簧,固定在所述装杆块与所述托板之间。
43.进一步,作为优选,所述检测结构包括:
44.距离传感器,固定在所述安装板上,且处在所述推头的一侧;
45.测距头,一端连接在所述距离传感器上,另一端与所述装杆块相接触。
46.进一步,作为优选,所述扫描电机上安装有线处理器传输线,所述调整电机上安装有线处理器接受线,所述3d相机通过所述有线处理器传输线将产品平整度信息传输到处理系统,处理系统通过所述线处理器接受线给出对应的脉冲信号给所述伺服调整机构。
47.与现有技术相比,本实用新型提供了一种平面度在线调整系统,具有以下有益效果:
48.本实用新型实施例中,在检查平整度时,所述3d相机通过所述扫描导轨进行移动,使用激光扫描产品平整度,为后续作业提供平整度数据,减小了传统使用电荷耦合元件成像的数码相机检查带来的误差,保证产品质量,减少生产成本。
49.在检查出平整度后,通过所述传输组件将产品传送至所述压平组件,通过所述抬升机构的调整,使得产品在经过所述下压头组件的作业后,满足平整度要求进入下一工序,相比与之前的在后续工序中停机做出调整,此实施例实现了检测调整一体,在线调整,提升生产效率。
附图说明
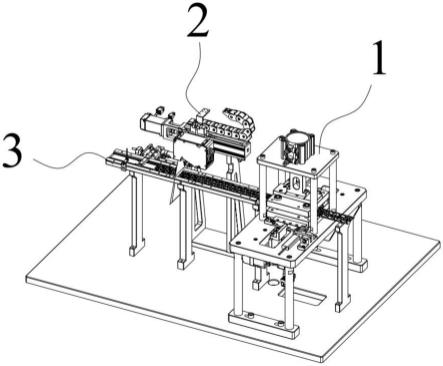
50.图1为一种平面度在线调整系统的示意图;
51.图2为一种平面度在线调整系统的扫描组件的示意图;
52.图3为一种平面度在线调整系统的压平组件的示意图;
53.图4为一种平面度在线调整系统的伺服调整机构的示意图;
54.图5为一种平面度在线调整系统的传输组件与承压组件的示意图;
55.图6为一种平面度在线调整系统的承压组件部分剖视示意图;
56.图中:1、压平组件;2、扫描组件;3、传输组件;11、安装板;12、伺服调整机构;121、线处理器接受线;122、调整电机;123、推杆;124、电机保护钩;125、保护架;126、推板;127、调整轨道; 13、检测结构;131、测距头;132、距离传感器;14、抬升机构;141、推头;142、装杆块;143、侧杆;144、抬升头;145、复位弹簧;15、导向杆;16、承板;17、压力气缸;18、下压头组件;19、承压组件; 191、托板;192、夹片;21、扫描导轨;22、3d相机安装板;23、 3d相机;24、线处理器传输线;25、扫描电机;31、输送板;311、输送槽;32、传动缸;33、输送机构;331、输送齿;34、连接板; 35、限高杆。
具体实施方式
57.请参阅图1~6,本实用新型实施例中,一种平面度在线调整系统,包括:
58.压平组件1;
59.传输组件2,用于传输产品料带;
60.扫描组件3,固定在所述传输组件3的一侧,所述扫描组件2设有扫描导轨21;所述扫描导轨21的一端固定安装有扫描电机25,所述扫描电机25的输出端滑动安装有3d相机安装板22,所述3d相机安装板22上安装有3d相机23,且所述3d相机23处在所述传输组件3正上方。
61.作为较佳的实施例,所述3d相机23在所述扫描电机25的带动下可在所述扫描导轨21上做线性位移,通过3d相机内的激光对所述传输组件3上的产品进行扫描,得到平整度数据。并将数据通过所述线处理器传输线24传输至自动线处理器;以此为根据进行后续作业。
62.本实施例中,如图3,所述压平组件1包括:
63.安装板11,空间上与所述传输组件3位于同一层面;
64.伺服调整机构12,两组中心对称连接在所述安装板11下表面;
65.承压组件19,固定安装在所述安装板11上表面正中心;
66.抬升机构14,两组对称布设在所述安装板11上表面,且分别处在所述承压组件19两侧,与所述承压组件19相接触;
67.检测结构13,两组中心对称布设在所述安装板11上表面,且分别位于所述抬升机构14两侧,与所述抬升机构14相接触;
68.导向杆15,四组固定在所述安装板11上表面,且处在所述抬升承压组件19的四角;
69.承板16,固定在所述导向杆15远离所述安装板11的一端;
70.压力气缸17,固定在所述承板16正中心;
71.下压头组件18,穿过所述承板16与所述压力气缸17相连接。
72.作为较佳实施例,所述传输组件3将产品送至所述承压组件19,通过所述伺服调整
机构12带动调整所述抬升机构14根据所述扫描组件2传输的数据进行相应作业,配合所述压力气缸17带动所述下压头组件18进行压合作业,完成对于平整度的修整。
73.本实施例中,如图5,所述传输组件3包括:
74.输送板31,固定在所述承压组件19前端,且在空间上与所述承压组件19位于同一层面;
75.连接板34,固定安装在所述输送板31的一侧;
76.输送槽311,两组对称设置在所述输送板31上;
77.传动缸32,固定安装在所述连接板34的上表面;
78.输送机构33,固定在所述连接板34上,连接在所述传动缸32 的输出端,且处在所述连接板34上方;
79.输送齿331,两组布设在所述输送机构33上,分别处在所述输送槽311正上方,分别与所述输送槽31滑动连接;
80.限高杆35,安装在所述输送板31安装所述连接板34的另一侧,且处在所述输送槽311前方。
81.其中,产品为卷料进行上料,且在卷料两端存在小孔,对应所述输送齿311大小;所述限高杆35可确保产品不会因传输速率的改变造成产品堆叠等问题。
82.作为较佳实施例,产品通过所述限高杆35后进入所述输送板31 内,此时通过所述传动缸32带动所述输送机构33做来回的往复运动,进而带动所述输送齿331在所述输送槽311内做往复运动,通过所述输送齿331与产品两边存在的孔,将产品成一定间隔向前输送。
83.本实施例中,如图4,所述伺服调整机构12包括:
84.调整电机122,固定安装在所述安装板11的下表面;
85.调整轨道127,固定在所述安装板11下表面;
86.推杆123,一端与所述调整电机122输出端相连接,另一端与所述调整轨道127内侧相连接;
87.推板126,固定在所述推杆123上。
88.作为较佳实施例,所述线处理器接受线121从自动线处理器处收到通过所述线处理器传输线24传输的数据,根据产品的平整度,通过所述调整电机122带动所述推杆123与所述推板126进行运动。
89.本实施例中,如图4,所述推板126包括:
90.电机保护钩124,安装在所述推板126表面,呈“l”形;
91.保护架125,两组安装在所述调整轨道127下方,所述电机保护钩124处在所述保护架125之间。
92.需要注意的是,所述电机保护钩124处在所述保护架125之间,起到限制所述调整电机122的导程,在所述电机保护钩124接触到所述保护架125会相其现在的运动方向进行反方向位移。
93.本实施例中,如图5,多组所述承压组件19包括:
94.托板191,固定在所述安装板11正中心;
95.夹片192,多组布设对称在所述托板191上表面。
96.需要注意的是,所述托板191根据需求开口,并非实心板,所述夹片192的位置和高
度根据产品的宽度决定,其主要需安装在产品通过所述下压头组件18处理之前与所述下压头组件18处理之后。
97.本实施例中,如图3或5,所述抬升机构14包括:
98.推头141,固定安装在所述推板126上端面,且穿过所述安装板 11;
99.装杆块142,一侧面与所述推头141相接触,另一侧面与所述托板191相接触;
100.侧杆143,一端固定安装在所述装杆块142上,另一端呈锐角穿进所述托板191,位于所述托板191中线另一侧,并未完全穿过所述托板191两端;
101.抬升头144,底部紧贴所述侧杆143穿过所述托板191的部分,顶部穿过所述托板191上表面;
102.复位弹簧145,固定在所述装杆块142与所述托板191之间。
103.作为较佳的实施例,所述推头141在所述推板126的带动下,根据所述扫描组件2扫描的数据,向所述托板191处进行位移,将所述推头141上连接的多组所述侧杆143向内推动,因所述抬升头144在所述托板191的相对位置不可改变,所述抬升头144下部接触的装杆块142在其对应位置产生了厚度变化,使得所述抬升头144升高或降低,进而使得托板191上的产品位置进行抬升或降低,进而符合平整度的调整;待所述下压头组件18下压一次后,所述调整电机122停止施力,所述装杆块142通过所述复位弹簧145进行复位。
104.本实施例中,如图3,所述检测结构13包括:
105.距离传感器132,固定在所述安装板11上,且处在所述推头141 的一侧;
106.测距头131,一端连接在所述距离传感器132上,另一端与所述装杆块142相接触;
107.其中,所述测距头131使用弹性材料制作。
108.本实施例中,所述扫描电机25上安装有线处理器传输线24,所述调整电机122上安装有线处理器接受线121,所述3d相机23通过所述有线处理器传输线24将产品平整度信息传输到处理系统,处理系统通过所述线处理器接受线121给出对应的脉冲信号给所述伺服调整机构12。
109.需要注意的是,在所述扫描组件2传输数据与所述伺服调整机构 12接收数据时,可能会出现数据丢失,所以通过所述测距头131接触所述装杆块142,因所述装杆块142为弹性件,可探测所述装杆块 142的运动状况,通过所述距离传感器132进行记录,在信号丢失时记录情况,为后续处理提供数据。
110.作为较佳的实施例,产品成卷料进入所述输送板31,通过所述输送齿331的往复运动将产品向前输送;经过所述扫描组件2时,所述3d相机通过所述扫描导轨21进行运动扫描产品数据,通过所述线处理器传输线24输送至所述伺服调整机构12,之后产品进入所述托板191,通过所述伺服调整机构12将产品位置进行调整,之后通过所述压力气缸17带动所述下压头组件18进行压合,之后完成平整度调整作业。
111.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1