电缆金属保护套管喇叭口模具的制作方法
1.本实用新型属于管道加工设备技术领域,具体涉及一种电缆金属保护套管喇叭口模具。
背景技术:
2.施工现场地埋电缆镀锌保护管常规翻边多采用气焊热加工、随后用榔头进行敲打等方法进行制作,操作时管口镀锌层易损坏,并且电缆镀锌保护管喇叭口的翻边成型不规则,效率低下,费时又费力。为了提高保护管喇叭口制作效率、喇叭口的成型标准,从而有效的降低电缆损坏率,亟需一种喇叭口翻边模具。
技术实现要素:
3.本实用新型的目的是提供一种电缆金属保护套管喇叭口模具,有利于提高喇叭口翻边的工作效率。
4.本实用新型所采用的技术方案是,电缆金属保护套管喇叭口模具,包括底座,底座呈矩形板状,底座的一侧固接有若干支撑腿,底座远离支撑腿的一侧固接有支撑架a和支撑架b,支撑架a抵接有电机,支撑架b套接有联动轴,电机的输出轴与联动轴键连接,联动轴贯穿支撑架b,联动轴贯穿支撑架b的一端套接有母口,母口通过键与联动轴连接,母口远离联动轴的一端抵接有固定座,固定座与联动轴螺纹连接,底座还固接有支撑架c,支撑架c与联动轴轴向垂直,联动轴贯穿支撑架c,支撑架c纵向截面呈“7”字形,支撑架c顶端固接有液压千斤顶,液压千斤顶的伸缩轴贯穿支撑架c,液压千斤顶的伸缩轴端部固接有两个相对的固定块,两个固定块之间贯穿设有连接杆,固定块与连接杆之间销连接,连接杆周向套接有公口。
5.本实用新型的特征还在于,
6.联动轴水平设置。
7.母口和公口均设有坡口且坡口角度均为37
°
,母口和公口相互配合。
8.支撑架c与联动轴之间设有轴承。
9.支撑架c与母口之间设有限位板,限位板套接在联动轴周向,母口与限位板抵接。
10.本实用新型的有益效果是
11.1.本实用新型提高了保护管喇叭口制作效率、喇叭口的成型标准,从而有效的降低电缆损坏。
12.2.本实用新型操作安全性高、喇叭口翻边工作效率快速,成型标准、实用性强,有效提高喇叭口成型观感效果,且不破坏保护管的镀锌层,工艺成果能够达到工厂集中预制、其成品规范,并能提高节能环保的要求。
附图说明
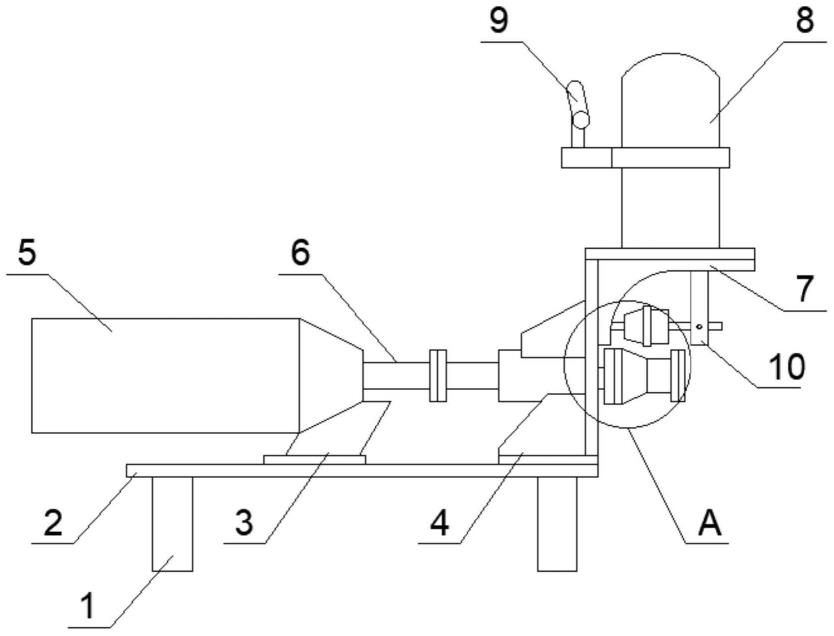
13.图1是本实用新型电缆金属保护套管喇叭口模具的结构示意图;
14.图2是图1中a处的放大剖视图;
15.图3是本实用新型电缆金属保护套管喇叭口模具中三角架的结构示意图;
16.图4是本实用新型电缆金属保护套管喇叭口模具的使用状态图。
17.图中,1.支撑腿,2.底座,3.支撑架a,4.支撑架b,5.电机,6.联动轴,7.支撑架c,8.液压千斤顶,9.操作杆,10.固定块,11.公口,12.固定座,13.母口,14.轴承,15.限位板,16.连接杆a,17.键,18.三角架,19.支撑脚,20.底板,21.安装板,22.滚轮,23.连接杆b,24.转动轴,25.支撑板,26.电缆保护管。
具体实施方式
18.下面结合附图和具体实施方式对本实用新型进行详细说明。
19.如图1和图2所示,本实用新型电缆金属保护套管喇叭口模具,包括底座2,底座2呈矩形板状,底座2的一侧固接有若干支撑腿1,底座2远离支撑腿1的一侧固接有支撑架a3和支撑架b4,支撑架a3抵接有电机5,支撑架b4套接有联动轴6,电机5的输出轴与联动轴6键连接,联动轴6贯穿支撑架b4,联动轴6贯穿支撑架b4的一端套接有母口13,母口13通过键17与联动轴6连接,母口13远离联动轴6的一端抵接有固定座12,固定座12与联动轴6螺纹连接,底座2还固接有支撑架c7,支撑架c7与联动轴6轴向垂直,联动轴6贯穿支撑架c7,支撑架c7纵向截面呈“7”字形,支撑架c7顶端固接有液压千斤顶8,液压千斤顶8的伸缩轴贯穿支撑架c7,液压千斤顶8的伸缩轴端部固接有两个相对的固定块10,两个固定块10之间贯穿设有连接杆16,固定块10与连接杆16之间销连接,连接杆16周向套接有公口11。
20.联动轴6水平设置。
21.支撑架b4与联动轴6之间设有轴承14。
22.支撑架c7与母口13之间设有限位板15,限位板15套接在联动轴6周向,母口13与限位板15抵接。
23.还包括有三角架18。
24.如图3所示,三角架18包括底板20,底板20呈三角形状,底板20一侧靠近三个角处固接有支撑脚19,底板20背离支撑脚19的一侧且位于支撑脚19中心螺纹连接有转动轴24,转动轴24可以通过螺纹实现上下移动,用来调节高度,转动轴24远离底板20的一端设有呈长方形状的支撑板25,支撑板25与转动轴24套接,支撑板25可以绕着转动轴24旋转,支撑板25远离转动轴24且靠近支撑板25两端均固接有两个相对设置的安装板21,两个相对设置的安装板21之间均固接有连接杆b23,连接杆b23周向均套接有滚轮22。
25.如图4所示,本实用新型的工作过程如下:
26.将母口13翻边模具用安装在液压千斤顶8下端,用销支用扳手进行紧固,随后将喇叭口公口11翻边模具安装在联动轴6上用扳手固定,检查固定牢固,随后检查灵活等情况;配合电机5与液压千斤顶8、三角架18,将待加工的喇叭口电缆保护管26放置在磨具和三角架18上配合使用。随后把电缆保护管26管口放入公口11和母口13中间固定,电缆保护管26另一端通过三角架18调至水平,完成组装;启动电机,检查电压是否正常,电机是否反转,电机必须为顺时针旋转,检查公口11和母口13是否紧固无松动,三角架18、公口11与电缆保护管26必须保持三点一线,检查无误设备即可施工操作。如果滚压大口径钢管,先将电缆保护管26紧固。以确保在制作喇叭口的时候电缆保护管26的平衡度。
27.将电缆保护管26的端面与压槽机下轮的限位板15紧贴后,启动电机5,电机必须顺时针旋转。缓慢平稳扳动液压千斤顶的操作杆9。如果电缆保护管26向外偏移,可适当调整三角架18的高度,即将三角架18后仰一定角度。
28.工作时要求喇叭口与按动液压扳手均衡试压,成型喇叭口要与电机转速一致操作,操作完成后关闭电机,检查喇叭口的成型与坡度。
29.取滚压成的喇叭口电缆保护管26,检查制作完成等的喇叭口是否符合要求,随后检查端面和喇叭口附近的毛刺和铁削,如有进行清理。
30.现场加工时,只需将电缆保护管26放入研制好的电缆金属保护套管喇叭口模具上,通过角度控制定位,利用机械动力及公口11和母口13使电缆金属保护套管达到塑性变形,获取想要的形状。
31.本实用新型与施工机械配合的使用,进行加工电缆保护管26喇叭口,可以集中预制加工电缆镀锌保护管喇叭口。本实用新型操作安全性高、喇叭口翻边工作效率快速,成型标准、实用性强,有效提高喇叭口成型感观效果,且不破坏电缆保护管26的镀锌层,该工艺成果能够达到工厂集中预制、其成品规范,并能提高节能环保的要求。
32.本实用新型模具制作简单,利用现场废料就可完成,模具的重复使用率高,施工效率高,便携简单;电缆保护管26喇叭口成型成本低,省人力,操作过程仅需一人即可;此技术不会造成填充电缆破皮等危害。安全节能环保;加工时不产生碎屑,环保节能;预制采用此技术观感好、实用性强,可进行工厂化预制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1