一种钣金件的连续冲压模具的制作方法
1.本实用新型涉及冲压模具领域,具体而言,涉及一种钣金件的连续冲压模具。
背景技术:
2.如图1所示的钣金件,整体结构较长且有多出弯折,若由人工进行操作加工,生产效率低,若采用冲压模具进行加工在冲压钣金件形成的多个弯折部过程中一方面会导致钣金件局部或整体的变形,另一方面料板和冲压模具的宽度较大,料板和冲压模具的空间利用率较低。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种钣金件的连续冲压模具,能解决现有加工长的钣金件加工效率低,料板和冲压模具空间利用率较低等技术问题。
4.为解决上述技术问题,本实用新型提供如下技术方案:用于冲压汽车钣金件,所述钣金件包括相互固定连接的水平板、第一竖直板和第二竖直板,所述水平板与所述第一竖直板连接形成第一弯折部,所述水平板与所述第二竖直板连接形成第二弯折部,所述第二竖直板设置有第三竖直板,所述第三竖直板与所述第二竖直板连接形成第三弯折部,所述水平上靠近所述第一弯折部的一侧设置有第四弯折部和第五弯折部,所述水平板与送料方向具有夹角α,所述夹角α为锐角,其特征在于,包括由上至下依次设置的上背板、上托板、上垫板、凸模组件、凹模组件、下垫板和下背板,所述上背板、上托板、上垫板、凸模组件依次固定连接,所述凹模组件、下垫板和下背板依次固定连接,所述凸模组件包括沿送料方向依次分布的切割模组、第一折弯模组、第二折弯模组和切断模组,所述切割模组、所述第一折弯模组、所述第二折弯模组、所述切断模组与送料方向具有夹角β,所述夹角β的角度大小等于所述夹角α,所述凹模组件包括与所述切割模组、所述第一折弯模组、所述第二折弯模组、所述切断模组位置相对应的切割垫块组件、第一折弯垫块组件、第二折弯垫块组件和切断垫块组件;所述第一折弯模组包括第一折弯冲块、第二折弯冲块、第三折弯冲块,所述第一折弯垫块组件包括第一承块、第二承块、第三承块,所述第一折弯冲块配合所述第一承块对所述第一竖直板、所述第二竖直板和所述第三竖直板45
°
折弯,所述第二折弯冲块配合所述第二承块对所述第一竖直板、所述第二竖直板和所述第三竖直板90
°
折弯,所述第三折弯冲块配合所述第三承块对折弯后的所述第一弯折部、所述第二弯折部和所述第三弯折部进行垂直度调整。
5.进一步地,所述第二折弯模组包括第四折弯冲块、第五折弯冲块、第六折弯冲块,所述第二折弯垫块组件包括第四承块、第五承块、第六承块,所述第四折弯冲块配合所述第四承块对所述水平板向下40
°
折弯,所述第五折弯冲块配合所述第五承块对所述水平板向上140
°
折弯,所述第六折弯冲块配合所述第六承块对折弯后的所述第四弯折部、所述第五弯折部进行垂直度调整。
6.进一步地,所述切割模组包括第一切割刀、第二切割刀、第三切割刀和第一倒角
刀,所述切割垫块组件包括第一凹槽、第二凹槽、第三凹槽和第一倒角槽,所述第一切割刀、所述第二切割、第三切割刀和所述第一倒角刀配合所述第一凹槽、所述第二凹槽、第三凹槽和所述第一倒角槽分别冲压成型所述第一竖直板和所述第三竖直板。
7.进一步地,所述切割模组进一步包括第一除料刀、第二倒角刀、第二除料刀、第三倒角刀、第三除料刀、第四倒角刀,所述切割垫块组件进一步包括第一除料槽、第二倒角槽、第二除料槽、第三倒角槽、第三除料槽、第四倒角槽,所述第一除料刀、所述第二倒角刀配合所述第一除料槽、所述第二倒角槽成型所述第二竖直板,所述第二除料刀、所述第三倒角刀、所述第三除料刀、所述第四倒角刀配合所述第二除料槽、所述第三倒角槽、所述第三除料槽、所述第四倒角槽成型所述水平板。
8.进一步地,所述凸模组件还包括一压块,所述凹模组件还包括一凸台,所述压块压紧所述水平板在所述凸台上。
9.所述切断垫块组件包括切断刀,所述切断垫块组件包括切断槽。
10.进一步地,所述凹模组件还设置若干个扶料块。
11.进一步地,所述下垫板固定一顶针,所述顶针与料板在同一水平高度。
12.本实用新型的有益效果是:
13.1、在本技术中,凸模组件和凹模组件与送料方向具有夹角α,同时控制夹角α为锐角,可以有效的降低料板的宽度以及冲压模具的宽度,同时对料板的空间利用率增大,相比于其他竖直放置的方式能够放置更多的凸模组件和凹模组件。
14.2、在本技术中,钣金件折弯各个折弯部都分三次折,第一折弯冲块配合第一承块对第一竖直板和第二竖直板45
°
折弯,第二折弯冲块配合第二承块对第一竖直板和第二竖直板90
°
折弯,第三折弯冲块配合第三承块对折弯后的第一弯折部、第二弯折部和第三弯折部进行垂直度调整。
15.3、在本技术中,凸模组件还包括一压块,凹模组件还包括一凸台,每一次的冲压,压块都会压紧水平板在凸台上,能够确保钣金件因长度过长导致的变形。
附图说明
16.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
17.图1本实用新型所述的钣金件的连续冲压模具的钣金件结构示意图;
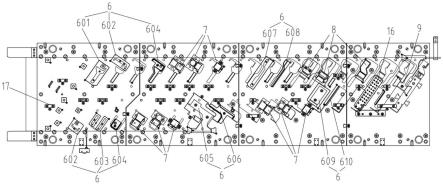
18.图2本实用新型所述的钣金件的连续冲压模具的切割垫块组件、第一折弯垫块组件、第二折弯垫块组件结构示意图;
19.图3本实用新型所述的钣金件的连续冲压模具整体结构示意图;
20.图4本实用新型所述的钣金件的连续冲压模具成型第三弯折部的第一折弯模组和第一折弯垫块组件结构示意图;
21.图5本实用新型所述的钣金件的连续冲压模具成型第一弯折部的第一折弯模组和第一折弯垫块组件结构示意图;
22.图6本实用新型所述的钣金件的连续冲压模具成型第二弯折部的第一折弯模组和
第一折弯垫块组件结构示意图;
23.图7本实用新型所述的钣金件的连续冲压模具成型第四弯折部和第五弯折部的第二折弯模组和第二折弯垫块组件结构示意图;
24.图8本实用新型所述的钣金件的连续冲压模具压块和凸台结构示意图。
25.主要元件符号说明
26.1、钣金件;101、水平板;102、第一竖直板;103、第二竖直板;104、第三竖直板;105、第一弯折部;106、第二弯折部;107、第三弯折部;108、第四弯折部;109、第五弯折部;
27.2、上背板;3、上垫板;
28.4、第一折弯模组;401、第一折弯冲块;402、第二折弯冲块;403、第三折弯冲块;404、斜杆;
29.5、第二折弯模组;501、第四折弯冲块;502、第五折弯冲块;503、第六折弯冲块;
30.6、切割垫块组件;601、第一凹槽;602、第二凹槽;603、第三凹槽;604、第一倒角槽;605、第一除料槽;606、第二倒角槽;607、第二除料槽;608、第三倒角槽;609、第三除料槽;610、第四倒角槽;
31.7、第一折弯垫块组件;701、第一承块;702、第二承块;703、第三承块;
32.8、第二折弯垫块组件;801、第四承块;802、第五承块;803、第六承块;
33.9、切断槽;
34.10、上托板;11、下垫板;12、下背板;13、料带;14、顶针;15、压块;16、凸台;17、扶料块。
具体实施方式
35.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
36.请参照图1-8,本实用新型提供一种钣金件1的连续冲压模具,用于冲压汽车用的钣金件1,请参阅图1,钣金件1包括相互固定连接的水平板101、第一竖直板102和第二竖直板103,水平板101与第一竖直板102连接形成第一弯折部105,水平板101与第二竖直板103连接形成第二弯折部106,第二竖直板103设置有第三竖直板104,第三竖直板104与第二竖直板103连接形成第三弯折部107,水平上靠近第一弯折部105的一侧设置有第四弯折部108和第五弯折部109,水平板101与送料方向具有夹角α,夹角α为锐角。在同样大小放置面积的料板上,相比于竖直放置,倾斜放置的料板可以有效的减小料板的宽度,提高料板的利用率。
37.请参阅图2-3,连续冲压模具依次包括上背板2、上托板10、上垫板3、凸模组件、凹模组件、下垫板11和下背板12,上背板2、上托板10、上垫板3、凸模组件依次固定连接,凹模
组件、下垫板11和下背板12依次固定连接,所述凸模组件包括沿送料方向依次分布的切割模组、第一折弯模组4、第二折弯模组5和切断模组,所述凹模组件包括与所述切割模组、所述第一折弯模组4、所述第二折弯模组5、所述切断模组位置相对应的切割垫块组件6、第一折弯垫块组件7、第二折弯垫块组件8和切断垫块组件,凸模组件、凹模组件与送料方向具有夹角β,所述夹角β的角度大小等于所述夹角α,所述夹角α为锐角,倾斜设置的凸模组件、凹模组件能够放置更多的凸模组件和凹模组件,模具空间利用率大,减少模具整体宽度。
38.请参阅图2-3,所述切割模组包括第一切割刀、第二切割刀、第三切割刀和第一倒角刀,所述切割垫块组件6包括第一凹槽601、第二凹槽602、第三凹槽603和第一倒角槽604,所述第一切割刀、所述第二切割、第三切割刀和所述第一倒角刀配合所述第一凹槽601、所述第二凹槽602、第三凹槽603和所述第一倒角槽604分别冲压成型所述第一竖直板102和所述第三竖直板104。具体的,第一切割刀下压料板在所述第一凹槽601,料板上沿传动方向的左侧成型第一条形孔,所述第二切割刀下压料板在所述第二凹槽602,料板上沿传动方向左右两侧成型第二条形孔,其中,左侧的第二条形孔与第一条形孔相通,所述第三切割刀下压料板在所述第三凹槽603,料板上沿传动方向右侧成型第三条形孔,第三条形孔与右侧的第二条形孔相通,料板左侧的第一条形孔和第二条形孔成型所述第一竖直板102,料板上沿传动方向右侧的第二条形孔和第三条形孔成型第三竖直板104,所述第一倒角刀下压所述第一竖直板102和所述第三竖直板104在第一倒角槽604,对所述第一竖直板102和所述第三竖直板104周边倒角。
39.请参阅图2-3,所述切割模组进一步包括第一除料刀、第二倒角刀、第二除料刀、第三倒角刀、第三除料刀、第四倒角刀,所述切割垫块组件6进一步包括第一除料槽605、第二倒角槽606、第二除料槽607、第三倒角槽608、第三除料槽609、第四倒角槽610,所述第一除料刀、所述第二倒角刀配合所述第一除料槽605、所述第二倒角槽606成型所述第二竖直板103,所述第二除料刀、所述第三倒角刀、所述第三除料刀、所述第四倒角刀配合所述第二除料槽607、所述第三倒角槽608、所述第三除料槽609、所述第四倒角槽610成型所述水平板101。具体的,所述第一除料刀下压料板在所述第一除料槽605,料板在靠近所述第三竖直板104的一侧形成第四条形孔,两所述第四条形孔之间形成所述第二竖直板103,所述第二倒角刀下压所述第二竖直板103在第二倒角槽606对所述第二竖直板103周边倒角;所述第二除料刀下压料板在第二除料槽607,在料板上沿传动方向左侧形成第五条形孔,所述第五条形孔与同侧的所述第二条形孔相连通,所述第三倒角刀下压料板在第三倒角槽608对所述第五条形孔周边倒角;所述第三除料刀下压料板在所述第三除料槽609,料板上沿传动方向右侧形成第六条形孔,所述第四倒角刀下压料板在第四倒角槽610对所述第六条形孔周边倒角。
40.请参阅图2-3,所述切断垫块组件包括切断刀,所述切断垫块组件包括切断槽9,成型后的钣金件1之间通过剩余的料板连接着,并持续的走料,所述下垫板11固定一顶针14,所述顶针14与料板在同一水平高度,当料板移动到冲压模具的最左端顶到所述顶针14,所述切断刀下压两所述钣金件1之间连接的料带13在所述切断槽9,即完成对钣金件1的加工,所述顶针14能够检测料板是否移动到位。
41.请参阅图2、图4、图5、图6,所述第一折弯模组4包括第一折弯冲块401、第二折弯冲块402、第三折弯冲块403,所述第一折弯垫块组件7包括第一承块701、第二承块702、第三承
块703,所述第一折弯冲块401配合所述第一承块701对所述第一竖直板102、所述第二竖直板103和所述第三竖直板10445
°
折弯,所述第二折弯冲块402配合所述第二承块702对所述第一竖直板102、所述第二竖直板103和所述第三竖直板10490
°
折弯,所述第三折弯冲块403配合所述第三承块703对折弯后的所述第一弯折部105、所述第二弯折部106和所述第三弯折部107进行垂直度调整。具体的,第一折弯冲块401下压所述第一竖直板102、所述第三竖直板104、所述第三竖直板104在所述第一承块701进行45
°
折弯,在这基础上,所述第二折弯冲块402下压所述第一竖直板102、所述第二竖直板103、所述第三竖直板104在所述第二承块702进行90
°
折弯,折弯成型所述第一弯折部105、所述第二弯折部106、所述第三弯折部107,所述第三折弯冲块403的一侧设置有一斜杆404,斜杆404下侧设置有第一斜面,所述第三承块703设置有第二斜面和复位弹簧,合模时,斜杠下压,第一斜面推动第二斜面,进一步推动所述第三承块703压缩弹簧且压紧所述第一竖直板102、所述第二竖直板103、所述第三竖直板104在所述第三折弯冲块403,确保所述第一弯折部105、所述第二弯折部106和所述第三弯折部107的垂直度,分模时,复位弹簧将所述第三承块703复位。
42.请参阅图2、图7,所述第二折弯模组5包括第四折弯冲块501、第五折弯冲块502、第六折弯冲块503,所述第二折弯垫块组件8包括第四承块801、第五承块802、第六承块803,所述第四折弯冲块501配合所述第四承块801对所述水平板101向下40
°
折弯,所述第五折弯冲块502配合所述第五承块802对所述水平板101向上140
°
折弯,所述第六折弯冲块503配合所述第六承块803对折弯后的所述第四弯折部108、所述第五弯折部109进行垂直度调整。具体的,所述第四折弯冲块501下压所述水平板101靠近所述第一竖直板102的一侧在所述第四承块801上,对所述水平板101一侧向下折弯40
°
形成所述第四弯折部108,所述水平板101经所述第五折弯冲块502下压在所述第五承块802上,对所述水平板101靠近所述第四弯折部108的一侧向上折弯140
°
形成所述第五弯折部109。
43.请参阅图2、图8,所述凸模组件还包括一压块15,所述凹模组件还包括一凸台16,所述压块15压紧所述水平板101在所述凸台16上,确保所述水平板101的平整,进一步的,所述凹模组件还包括若干个扶料块17,因为料板面积较大,单纯依靠两侧的浮升销难以支撑料板,在传动加工的过程中料板中间会发生变形,所述扶料块17能够支撑料板,防止变形。
44.在使用时,料板从连续冲压模具的左侧进入,依次经第一切割刀、第二切割刀、第三切割刀、第一倒角刀下压料板在第一凹槽601、第二凹槽602、第三凹槽603、第一倒角槽604,在料板上沿传动方向左侧的第一条形孔和第二条形孔成型第一竖直板102,在料板上沿传动方向右侧的第二条形孔和第三条形孔成型第三竖直板104;成型后的第一竖直板102、第三竖直板104经第一折弯冲块401、第二折弯冲块402、第三折弯冲块403分别依次压紧在第一承块701、第二承块702、第三承块703成型第一弯折部105和所述第三弯折部107;第一除料刀、第二倒角刀合模压紧料板在第一除料槽605、第二倒角槽606成型第二竖直板103;成型后的第二竖直板103经第一折弯冲块401、第二折弯冲块402、第三折弯冲块403分别依次压紧在第一承块701、第二承块702、第三承块703成型第二弯折部106;第二除料刀、第三倒角刀合模压紧料板在第二除料槽607、第三倒角槽608成型第五条形孔;第三除料刀、第四倒角刀合模压紧料板在第三除料槽609、第四倒角槽610成型第六条形孔,第五条形孔和第六条形孔预成型水平板101;第四折弯冲块501下压水平板101靠近第一竖直板102的一侧在第四承块801上,对水平板101一侧成型第四弯折部108,第五折弯冲块502下压在第五
承块802上,对水平板101靠近第四弯折部108的一侧成型第五弯折部109;压块15压紧水平板101在凸台16上,对水平板101进行整平;最后切断刀下压两钣金件1之间连接的料带13在切断槽9,完成钣金件1的制造。
45.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
46.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1