一种激光刻字用辅助工装的制作方法
1.本实用新型属于机械加工技术领域,尤其涉及一种激光刻字用辅助工装。
背景技术:
2.在加工一些零部件的过程中,常常会遇到零件表面需要激光刻字(或标识线等)的情况,激光刻字机又称为镭雕机、激光标记机、激光雕刻机、激光打标机等,是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,可在各种材料上标记各种复杂的图形、文字、条码等,从而留下永久性标记的一种打标方法。字符大小可以从毫米做到微米量级,并且激光刻字机的标记速度快、具有永久性,是标记产品并且提升产品档次的首选。
3.在对工件进行激光刻字时,需要将工件放置在激光头的下方并对零件进行定位,使激光头对准需要打标或刻字的地方,然后启动激光刻字机,进行准确的激光刻字操作。
4.在激光刻字操作过程中,需要利用定位治具对工件产品进行定位,由于需要刻字的工件种类较多,尺寸均有不同,在产品刻字加工时容易产生刻字的位置不统一的情况,受限于工件的尺寸,一般的定位治具不能快速准确的对工件进行精准的定位,需要人工手动调节刻字的位置,影响了工件的加工效率以及生产产品的质量,另外,在人工手工调节刻字位置时容易产生安全事故,造成人员损伤。
技术实现要素:
5.本实用新型为解决公知技术中存在的技术问题而提供一种结构设计合理、工作效率高、定位精准且安全性高的激光刻字用辅助工装。
6.本实用新型为解决公知技术中存在的技术问题所采取的技术方案是:一种激光刻字用辅助工装包括下安装座,在下安装座上固接有多组横向设置的下横移导轨,在下横移导轨上通过滑块滑动连接有上安装座,还包括在下安装座上安装的用于带动上安装座沿下横移导轨横向移动的下横移驱动装置;在上安装座上固接有多组横向设置的上横移导轨,上横移导轨的延伸方向与下横移导轨的延伸方向垂直;在上横移导轨上通过滑块滑动连接有横移安装座,还包括在上安装座上连接的用于带动横移安装座沿上横移导轨横向移动的上横移驱动装置;在横移安装座上安装有开设有多组螺纹孔的工装安装座,在工装安装座上可拆卸连接有用于对工件进行定位固定的直角定位装置、压紧装置和夹持装置。
7.本实用新型的优点和积极效果是:本实用新型提供了一种激光刻字用辅助工装,通过设置开设有多组螺纹孔的工装安装座,可以可拆卸安装多种工装夹具;通过设置直角定位装置、压紧装置和夹持装置,可以根据待加工工装的型号和尺寸选择适用的一种工装或者多种工装,并根据工件的尺寸将选定的装置安装在工装安装座上的合适位置;通过设置上横移驱动装置和下横移驱动装置,配合与下安装座滑动连接的上安装座、与上安装座滑动连接的横移安装座,可以带动工装安装座自动横向移动,实现了待加工工件的快速定位操作,提升工件定位的精度,有效提高了工件的定位效果,无需手动调节工件位置,安全
性强。
8.优选地:下横移驱动装置包括通过滚动轴承在下安装座上转动安装的下横移丝杠,上安装座通过丝母与下横移丝杠相连接;还包括在下安装座上连接的用于带动下横移丝杠转动的下横移电机。
9.优选地:上横移驱动装置包括通过滚动轴承与上安装座转动连接的上横移丝杠,横移安装座通过丝母与上横移丝杠相连接,还包括在上安装座上安装的用于带动上横移丝杠转动的上横移电机。
10.优选地:压紧装置包括与工装安装座相连接的锁紧螺杆,在锁紧螺杆上穿设有压紧块,在压紧块的下方设置有穿设在锁紧螺杆上的顶紧弹簧,在锁紧螺杆的上端部螺合有蝶形螺母;还包括在工装安装座上安装的用于支撑压紧块的支撑螺杆。
11.优选地:直角定位装置包括直角气缸,在直角气缸的伸出端安装有连板安装座,在连板安装座上安装有l型连板,在l型连板的两个相互垂直的分支端部分别安装有第一推块座和第二推块座,在第一推块座和第二推块座的内侧面均安装有推块。
12.优选地:夹持装置包括与工装安装座相连接的下辊筒座,在下辊筒座的上方设置有上辊筒座,在下辊筒座和上辊筒座之间转动连接有多组夹持辊筒;还包括在工装安装座上安装的气缸安装座,在气缸安装座上安装有横向设置的夹持气缸,在夹持气缸的伸出端安装有顶板安装座,在顶板安装座上安装有与夹持辊筒相对设置的夹持顶板。
附图说明
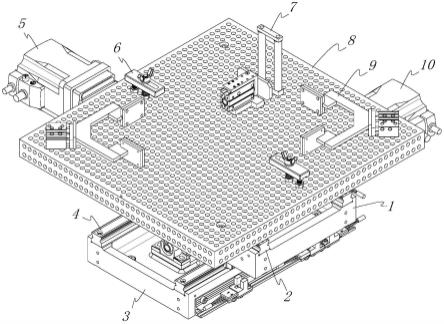
13.图1是本实用新型的立体结构示意图;
14.图2是本实用新型中的上横移驱动装置和下横移驱动装置的立体结构示意图;
15.图3是本实用新型中的立体结构示意图;
16.图4是本实用新型中的立体结构示意图;
17.图5是本实用新型中的立体结构示意图。
18.图中:1、上安装座;2、上横移导轨;3、下安装座;4、下横移导轨;5、上横移驱动装置;5-1、上横移电机;5-2、上横移丝杠;6、压紧装置;6-1、压紧块;6-2、蝶形螺母;6-3、顶紧弹簧;6-4、锁紧螺杆;6-5、支撑螺杆;7、夹持装置;7-1、气缸安装座;7-2、夹持气缸;7-3、顶板安装座;7-4、夹持顶板;7-5、夹持辊筒;7-6、上辊筒座;7-7、下辊筒座;8、工装安装座;9、直角定位装置;9-1、直角气缸;9-2、连板安装座;9-3、l型连板;9-4、第一推块座;9-5、推块;9-6、第二推块座;10、下横移驱动装置;10-1、下横移电机;10-2、下横移丝杠;11、横移安装座。
具体实施方式
19.为能进一步了解本实用新型的
技术实现要素:
、特点及功效,兹举以下实施例详细说明如下:
20.请参见图1,本实用新型的激光刻字用辅助工装包括下安装座3,在下安装座3上固接有多组横向设置的下横移导轨4,在下横移导轨4上通过滑块滑动连接有上安装座1,还包括在下安装座3上安装的用于带动上安装座1沿下横移导轨4横向移动的下横移驱动装置10。
21.进一步参见图2,在本实施例中,下横移驱动装置10包括通过滚动轴承在下安装座3上转动安装的下横移丝杠10-2,上安装座1通过丝母与下横移丝杠10-2相连接;下横移丝杠10-2与下横移导轨4平行设置。下横移驱动装置10还包括在下安装座3上连接的用于带动下横移丝杠10-2转动的下横移电机10-1,下横移电机10-1的输出轴与下横移丝杠10-2通过联轴器相连。在下安装座3上安装有到位传感器,在上安装座1上安装有与到位传感器相配合的到位感应件。
22.如图1所示,在上安装座1上固接有多组横向设置的上横移导轨2,上横移导轨2的延伸方向与下横移导轨4的延伸方向垂直。在上横移导轨2上通过滑块滑动连接有横移安装座11,本实施例还包括在上安装座1上连接的用于带动横移安装座11沿上横移导轨2横向移动的上横移驱动装置5。
23.进一步参见图2,在本实施例中,上横移驱动装置5包括通过滚动轴承与上安装座1转动连接的上横移丝杠5-2,横移安装座11通过丝母与上横移丝杠5-2相连接,上横移丝杠5-2和上横移导轨2平行设置。上横移驱动装置5还包括在上安装座1上安装的用于带动上横移丝杠5-2转动的上横移电机5-1。上横移电机5-1的输出轴通过联轴器与上横移丝杠5-2相连接。
24.进一步参见图1,在横移安装座11上安装有开设有多组螺纹孔的工装安装座8,在工装安装座8上开设有多组呈阵列分布的螺纹安装孔。在工装安装座8上可拆卸连接有用于对工件进行定位固定的直角定位装置9、压紧装置6和夹持装置7。
25.进一步参见图1,进一步参见图4,直角定位装置9包括直角气缸9-1,在直角气缸9-1的伸出端安装有连板安装座9-2,在连板安装座9-2上安装有l型连板9-3,在l型连板9-3的两个相互垂直的分支端部分别安装有第一推块座9-4和第二推块座9-6,在第一推块座9-4和第二推块座9-6的内侧面均安装有推块9-5。在本实施例中,直角定位装置9设置有两组且两组直角定位装置9呈对角线相对设置,通过设置两组直角定位装置9可对具有直角结构的箱体类工件进行初步的定位,操作过程简单便捷,只需要直角气缸9-1的活塞杆伸出预设距离即可。
26.夹持装置7可对立板工件或者工件中的立板部进行定位固定,进一步参见图3,夹持装置7包括与工装安装座8相连接的下辊筒座7-7,在下辊筒座7-7的上方设置有上辊筒座7-6,在下辊筒座7-7和上辊筒座7-6之间转动连接有多组夹持辊筒7-5。夹持装置7还包括在工装安装座8上安装的气缸安装座7-1,在气缸安装座7-1上安装有横向设置的夹持气缸7-2,在夹持气缸7-2的伸出端安装有顶板安装座7-3,在顶板安装座7-3上安装有与夹持辊筒7-5相对设置的夹持顶板7-4。在实际的操作过程中,可将立板工件或者工件中的立板部插设在夹持辊筒7-5和夹持顶板7-4之间,夹持气缸7-2的活塞杆伸出可带动夹持顶板7-4朝向夹持辊筒7-5移动,进而对插设在夹持辊筒7-5和夹持顶板7-4之间的立板工件或者工件中的立板部进行夹持操作。
27.压紧装置6可对横向设置的板件或者工件中的横板部进行定位固定,进一步参见图5,压紧装置6包括与工装安装座8相连接的锁紧螺杆6-4,在锁紧螺杆6-4上穿设有压紧块6-1,在压紧块6-1上开设有沿其长度方向延伸的条形孔,锁紧螺杆6-4的上端部穿设在上述的条形孔内,在锁紧螺杆6-4的上端部螺合有蝶形螺母6-2,在压紧块6-1的下方设置有穿设在锁紧螺杆6-4上的顶紧弹簧6-3,还包括在工装安装座8上安装的用于支撑压紧块6-1的支
撑螺杆6-5,支撑螺杆6-5的上端部呈球头状,在压紧块6-1的地面开设有可容纳支撑螺杆6-5的球头部的导向槽,球头部与导向槽滑动接触。在操作过程中,向上旋松蝶形螺母6-2,压紧块6-1在顶紧弹簧6-3的作用下向上移动一段距离以方便将板件插入压紧块6-1和工装安装座8之间,并调节板件的的位置,然后向下旋进蝶形螺母6-2,使得压紧块6-1按压在板件上,进而实现对工件的固定。
28.另外,在工装安装座8上安装有感应器(图未示),感应器与激光刻字机的激光头对应校准。感应器与激光刻字机的激光头相匹配能够对准需要刻字的位置,增强刻字位置的精准度。
29.工作过程:根据待加工的工件的型号尺寸选择需要使用的直角定位装置9、压紧装置6和夹持装置7中的一种工装或者多种工装,并根据工件的尺寸将选定的装置安装在工装安装座8上的合适位置,将待加工工件放置在工装安装座8上,并利用选中的对应的工装对工件进行定位固定;完成上述的定位固定后,根据激光刻字的需要,利用上横移驱动装置5带动工件沿上横移导轨2横向移动,同时利用下横移驱动装置10带动工件沿下横移导轨4横向移动,进而快速准确的对工件进行精准的定位,无需人工手动调节刻字的位置,操作过程简单快捷,工作效率高且安全性强。同批次的后续工件都可以直接在工装上快速定位,节约时间成本,提高了工作效率,且实现了产品刻字打标的一致性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1