用于选择性波峰焊的热回收氮气加热装置的制作方法
1.本实用新型涉及选择性波峰焊设备技术领域,尤其涉及用于选择性波峰焊的热回收氮气加热装置。
背景技术:
2.随着中国电子设备的不断发展,高效率高品质成为制造业中不断的追求。选择性波峰焊中加入氮气可以减少锡渣、节省成本、减少焊锡的氧化量、提高焊点品质等优点。但是用户需要承担氮气的费用以及输送系统的先期投资。另外,焊接区域的温度通常超过300度,需要大量的氮气隔绝空气;如果氮气不经过预热,会影响焊接区域的温度稳定性,进而导致焊接效果不良。所以,常用的氮气输送系统还需要另外配置氮气加热装置以完成氮气释放前的加热。故氮气的额外加热传输装置给整体设备成本带来一定的负担。
3.现有技术是采用一种直型或u型的发热管在一封闭保温的空间对氮气进行加热,且这一加热区域是与喷嘴区域分离的,加热后的氮气通过一段管路后进入焊锡喷嘴部分,因此还是存在当氮气到达锡炉喷嘴区域时温度不稳定的问题;所以亟需一种能够节约预热设备成本,同时加热效果良好的氮气加热装置。
技术实现要素:
4.针对上述技术中存在的现有技术中,额外的氮气加热设备成本高、并且氮气到达锡炉喷嘴区域时温度不稳定的问题;提供一种技术方案进行解决。
5.为实现上述目的,本实用新型提供一种用于选择性波峰焊的热回收氮气加热装置,选择性波峰焊包括锡炉、及设置在锡炉上的锡炉喷嘴,加热装置包括沿氮气流动方向依次设置的氮气源、氮气调节模组和氮气加热管;所述氮气加热管环绕紧贴于部分所述锡炉的外壁,所述氮气加热管被配置为与所述锡炉发生热交换,所述氮气加热管的末端连接有氮气输送模组,所述氮气输送模组通过烧结环以在锡炉喷嘴的焊接区域释放氮气。
6.作为优选,所述氮气加热管为导热金属材质,且所述氮气加热管在所述锡炉外壁盘绕布设。
7.作为优选,所述氮气加热管为圆管结构,所述氮气加热管在所述锡炉外壁的水平横截面方向上盘绕布设。
8.作为优选,所述氮气加热管为方管结构,所述氮气加热管在所述锡炉外壁的水平横截面方向上盘绕布设。
9.作为优选,所述氮气加热管盘绕布设形成盘绕结构,所述盘绕结构包裹至少部分所述锡炉的外壁面,所述盘绕结构形成有首端和尾端,所述首端和尾端均设置有回流结构件,所述盘绕结构上还设置有氮气进气接头和氮气输出接头,所述氮气进气接头与所述氮气调节模组连接,所述氮气输出接头与所述氮气输送模组连接。
10.作为优选,所述氮气输出接头和所述氮气进气接头间隔设置。
11.作为优选,所述氮气调节模组包括有氮气输送管,所述氮气输送管一端与所述氮
气源连接,另一端与所述氮气进气接头连接,所述氮气输送管上设置有压力表和流量调节阀。
12.作为优选,所述氮气输送模组包括耐高温氮气输送管、加热氮气送气接头和氮气保护罩;所述加热氮气送气接头设置在所述锡炉的外壁;所述氮气输出接头和所述加热氮气送气接头通过所述耐高温氮气输送管连接,且所述锡炉喷嘴的外套设有烧结环,所述烧结环外套设有氮气保护罩,所述加热氮气送气接头用于将加热后的氮气通过所述烧结环释放在氮气保护罩内的焊接区域。
13.本实用新型的有益效果是:本实用新型公开一种用于选择性波峰焊的热回收氮气加热装置,选择性波峰焊包括锡炉、及设置在锡炉上的锡炉喷嘴,加热装置包括沿氮气流动方向依次设置的氮气源、氮气调节模组和氮气加热管;氮气加热管环绕紧贴于部分锡炉的外壁,氮气加热管被配置为与锡炉发生热交换,氮气加热管的末端连接有氮气输送模组,通过烧结环以在锡炉喷嘴的焊接区域释放氮气;通过环绕紧贴在锡炉外壁的氮气加热管,能够利用锡炉自身的热能加热氮气,完成了热能二次利用。不再需要另外配置氮气加热装置单独加热处理,整个焊锡设备结构更简单,操作更便捷,实现了成本的优化;同时加热后可以迅速使用,避免了长距离输送导致的温度下降;能够高效、稳定使用加热氮气。
附图说明
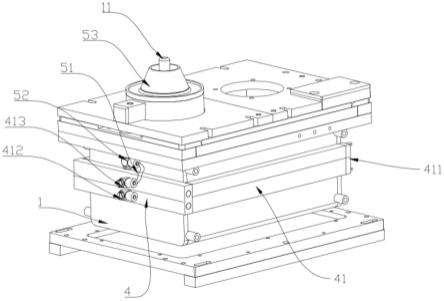
14.图1为本实用新型的立体图;
15.图2为本实用新型的另一视角立体图;
16.图3为本实用新型的氮气加热管结构图;
17.图4为本实用新型的系统架构示意图。
18.主要元件符号说明如下:
19.1、锡炉;11、锡炉喷嘴;
20.2、氮气源;
21.3、氮气调节模组;31、氮气输送管;311、压力表;312、流量调节阀;
22.4、氮气加热管;41、盘绕结构;411、回流结构件;412、氮气进气接头;413、氮气输出接头;
23.5、氮气输送模组;51、耐高温氮气输送管;52、加热氮气送气接头;53、氮气保护罩。
具体实施方式
24.为了更清楚地表述本实用新型,下面结合附图对本实用新型作进一步地描述。
25.在下文描述中,给出了普选实例细节以便提供对本实用新型更为深入的理解。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部实施例。应当理解所述具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
26.应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、整体、步骤、操作、元件或组件,但不排除存在或附加一个或多个其他特征、整体、步骤、操作、元件、组件或它们的组合。
27.本实用新型提供一种用于选择性波峰焊的热回收氮气加热装置,请参阅图1-图4;选择性波峰焊包括锡炉1、及设置在锡炉1上的锡炉喷嘴11,加热装置包括沿氮气流动方向
依次设置的氮气源2、氮气调节模组3和氮气加热管4;氮气加热管4环绕紧贴于部分锡炉1的外壁,氮气加热管4被配置为与锡炉发生热交换,氮气加热管4的末端连接有氮气输送模组5,氮气输送模组5通过烧结环以在锡炉喷嘴11的焊接区域释放氮气。由于锡炉在使用过程中自身有大量的热向外辐射,因此采用环绕式的氮气加热管能够有效的和锡炉发生热交换,并且环绕式结构可以让氮气在流动过程中吸收锡炉不同区域的余热,从而使得加热效率高,温度也能够长时间稳定在工作区间;并且在实际生产过程中,由于锡炉的外壁还需要接入其它的接口,因此氮气加热管是呈弯折回转型的盘形设计紧贴在锡炉上,可以使得热交换的面积更大,同时加热过程更加稳定;并且,由于氮气加热的过程就在锡炉外壁,因此距离锡炉喷嘴非常近,那么在加热完成后运送到焊接区域之间的距离短,不会损失过多的热量,氮气温度的下降也在误差范围内;所以在实现了热回收利用的同时,不再需要额外的氮气加热装置,并且加热氮气效率更高、使用效果更好。
28.在本实施例中,氮气加热管为导热金属材质,且氮气加热管在锡炉外壁盘绕布设。氮气加热管可以使用铜材质制成或者铝合金制备,其导热效果均较为优良。
29.在本实施例中,氮气加热管为圆管结构,氮气加热管在锡炉外壁的水平横截面方向上盘绕布设。所谓水平横截面方向是指的氮气加热管在水平面上缠绕在锡炉外壁。
30.在本实施例中,氮气加热管为方管结构,氮气加热管在锡炉外壁的水平横截面方向上盘绕布设。采用方管结构是为了氮气加热管与锡炉表面有更多的接触面积,以提高热交换面积和加热效率,同时也能够更加方便的进行安装。
31.在本实施例中,氮气加热管4盘绕布设形成盘绕结构41,盘绕结构包裹至少部分锡炉的外壁面,正如前文所述,一些锡炉结构需要留有一个侧面接入其它插接口,因此氮气加热管就在其余空面上进行盘绕弯折;盘绕结构41形成有首端和尾端,首端和尾端均设置有回流结构件411,盘绕结构上还设置有氮气进气接头412和氮气输出接头413,氮气进气接头412与氮气调节模组3连接,氮气输出接头413与氮气输送模组5连接。利用回流件使得氮气能够在盘绕结构内进行循环,同时氮气进气接头和氮气输出接头分布在盘绕结构不同的管道上,能够使得氮气流动距离加长,充分进行加热。
32.在本实施例中,氮气输出接头412和氮气进气接头413间隔设置;也就是说将两者靠近设置,能够加长氮气加热距离。更优选的,氮气输送模组也靠近氮气输出接头设置,能够减小加热后氮气的运送距离。
33.在本实施例中,氮气调节模组3包括有氮气输送管31,氮气输送管31一端与氮气源2连接,另一端与氮气进气接头412连接,氮气输送管31上设置有压力表311和流量调节阀312。氮气输送管中间安装有压力表及流量调节阀用来调控和计量氮气使用情况。
34.在本实施例中,氮气输送模组5包括耐高温氮气输送管51、加热氮气送气接头52和氮气保护罩53;加热氮气送气接头52设置在锡炉的外壁;氮气输出接头和加热氮气送气接头通过耐高温氮气输送管连接,且所述锡炉喷嘴的外套设有烧结环,烧结环外套设有氮气保护罩,加热氮气送气接头用于将加热后的氮气通过所述烧结环释放在氮气保护罩内的焊接区域。
35.工作过程
36.氮气从氮气源生成经氮气输送管输输送,其中在氮气输送管上设置有压力表和流量调节阀进行监控和调节,然后输送到氮气加热管的氮气进气接头,氮气在盘绕结构的管
道内被锡炉加热,最后由氮气输出接头经由耐高温氮气输送管输入到加热氮气送气接头,然后经由氮气保护罩传送到焊接区域,在焊接区域通过烧结环释放在锡炉喷嘴四周达到焊锡保护的作用。
37.本实用新型的优势在于:
38.利用锡炉自身的热能加热氮气,完成了热能二次利用。不再需要另外配置氮气加热装置单独加热处理,整个焊锡设备结构更简单,操作更便捷,实现了成本的优化。
39.以上公开的仅为本实用新型的几个具体实施例,但是本实用新型并非局限于此,任何本领域的技术人员能思之的变化都应落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1