一种飞机蒙皮整形器的制作方法
1.本技术涉及整形器技术领域,具体公开了一种飞机蒙皮整形器。
背景技术:
2.飞机蒙皮是指包围在飞机骨架结构外且用粘接剂或铆钉固定于骨架上,形成飞机气动力外形的构件。飞机蒙皮与骨架所构成的蒙皮结构具有较大承载力及刚度,而自重却很轻,起到承受和传递气动载荷的作用。蒙皮承受空气动力作用后将作用力传递到相连的机身机翼骨架上,受力复杂,加之蒙皮直接与外界接触,所以不仅要求蒙皮材料强度高、塑性好,还要求表面光滑,有较高的抗蚀能力。
3.现有飞机蒙皮多为硬铝合金板材,受外部力撞击时局部材料延展,当超过其弹性变量时,材料不能回弹,形成永久变形,统称凹坑,飞机蒙皮产生凹坑,影响其气动性能及承载,现在采用铝榔头或胶木进行敲打效率低,而且手工敲打不均,效果差,而且手动敲打时,存在接近困难的问题,即技术人员需要搭配扶梯、固定架等才可以对飞机蒙皮的凹坑进行修复,因此,发明人有鉴于此,提供了一种飞机蒙皮整形器,以便解决上述问题。
技术实现要素:
4.本实用新型的目的在于解决传统的凹坑修复中,手工敲打不均、效果差的问题。
5.为了达到上述目的,本实用新型的基础方案提供一种飞机蒙皮整形器,包括:
6.驱动机构,所述驱动机构输出不同频率的震动;
7.连接底座,所述连接底座与所述驱动机构可拆卸连接,所述连接底座由驱动机构驱动进行震动;
8.整形头,所述整形头与所述连接底座可拆卸连接,所述整形头远离连接底座的一端设有整形面,所述整形面上均匀设有若干沉孔,所述整形头由连接底座带动震动并通过整形面对飞机蒙皮的凹坑处进行整形。
9.进一步,所述连接底座包括与连接座体和设在连接座体一端并与驱动机构可拆卸连接的接杆。
10.进一步,所述整形头为方形且边角处设有光滑的圆角面。
11.进一步,所述整形头为圆形。
12.进一步,所述沉孔的形状为圆形或者网状凹槽。
13.进一步,所述凹槽形状的横截面为u形、v形或者弧形中任一一种。
14.进一步,所述沉孔或凹槽的深度为1.0mm-2.0mm。
15.进一步,所述连接座体的直径大于接杆的直径,所述连接座体的侧壁对称设有光滑的过渡曲面。
16.进一步,所述接杆与所述驱动机构连接,所述连接底座设有内螺纹孔,所述整形头设有与内螺纹孔适配的外螺纹。
17.进一步,所述驱动机构为气动铆枪,接杆直径与气动铆枪适配。
18.本方案的原理及效果在于:
19.与现有技术相比,本实用新型通过气动铆枪作为驱动机构进行动力输出,并且经过连接底座进行动力传递,带动整形头对飞机蒙皮的凹坑处进行整形,而通过整形面上的沉孔,在通过气动铆枪进行击打时,可以根据凹坑实际以较轻的力和较快的频率击打凹坑四周并逐步向凹坑中心移动,以消除凹坑,同时在接杆与整形头之间可增加薄型硅胶或橡胶垫片,使得整形效果更好,并且利用气动作为动力源,连接底座上的接杆可延长,使得接近更容易,施工更便捷,解决传统的接近困难的问题。
附图说明
20.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
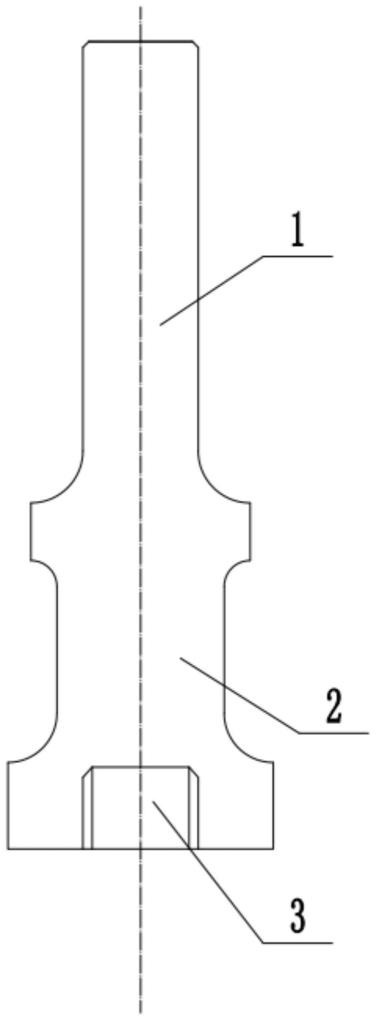
21.图1示出了本技术实施例提出的一种飞机蒙皮整形器的连接底座示意图;
22.图2示出了本技术实施例提出的一种飞机蒙皮整形器的实施例一中整形头示意图;
23.图3示出了本技术实施例提出的一种飞机蒙皮整形器的实施例二中整形头示意图。
具体实施方式
24.为更进一步阐述本实用新型为实现预定实用新型目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型的具体实施方式、结构、特征及其功效,详细说明如后。
25.说明书附图中的附图标记包括:接杆1、连接座体2、卡孔3、一类整形头4a、二类整形头4b、卡柱5、沉孔6。
26.一种飞机蒙皮整形器,实施例一如图1和图2所示:包括
27.驱动机构,驱动机构采用气动铆枪,气动铆枪的输出端进行不同频率的震动输出。
28.连接底座,如图1所示,连接底座材质采用45钢,连接底座包括与连接座体2、设在连接座体2一端并与气动铆枪可拆卸连接的接杆1和设在连接座体2另一端的卡孔3,其中,接杆1外壁与气动铆枪的输出端进行配合,接杆1的外壁直径为10mm,长度为40mm,该长度与直径也可根据使用需要进行设置,例如国产铆枪与进口铆枪适配不同的直径,接杆1与连接座体2连接处设置直径为9mm的圆角,接杆1顶端边缘处设置0.5mm的倒角,连接座体2的侧壁对称设有光滑的过渡曲面,连接座体2底端的直径为26mm,卡孔3设在底端中心处,卡孔3为内螺纹孔,卡孔3直径为10mm,深度为6mm。连接底座与气动铆枪可拆卸连接并由气动铆枪驱动进行震动。
29.一类整形头4a,如图2所示,一类整形头4a材质采用硬铝、超硬铝、青铜或黄铜等,一类整形头4a为边长为32mm的类正方形状,高度为10mm,一类整形头4a的侧壁边角处均设置直径为8mm的光滑圆角,一类整形头4a下表面边缘处设置直径为1.5mm的圆角,一类整形头4a上表面设置卡柱5,卡柱5外壁设有外螺纹,卡柱5的直径为10mm,高度为6mm,卡柱5顶端
设置1mm的倒角,便于与连接底座的卡孔3进行连接配合。一类整形头4a下表面为整形面,整形面上均匀设有若干深度为1.5mm的沉孔6,沉孔6的形状为圆形或者凹槽形状,当沉孔6为圆形时,直径采用0.6mm,当沉孔6改为网状凹槽形状时,横截面为u形、弧形或者v形且开口处的宽度范围为0.5~0.7mm。一类整形头4a与连接杆底座连接,一类整形头4a由连接底座带动震动并通过整形面对飞机蒙皮的凹坑处进行整形。
30.在本实用新型的实施过程中,当需要对飞机蒙皮的凹坑处进行整形时,先将接杆与气动铆枪进行安装,然后将一类整形头4a的卡柱5与连接底座的卡孔3相互卡接,使一类整形头4a与连接底座安装在一起,然后将连接底座的整形面对准需要整形的凹坑,扣动气动铆枪的扳机,气动铆枪进行动力输出,并且经过连接底座进行动力传递,带动一类整形头4a对飞机蒙皮的凹坑处进行整形,而通过整形面上的沉孔6,在通过气动铆枪进行击打时,另外一侧使用铝块或胶木贴紧,沉孔吸收多余材料,平面击打平整,根据凹坑实际以较柔和的力和较快的频率击打凹坑四周并逐步向凹坑中心移动,以消除凹坑。
31.如图3所示,实施例二与实施例一的区别仅在于,实施例二中采用二类整形头4b,二类整形头4b材质采用硬铝、超硬铝、青铜或黄铜,二类整形头4b是直径为26mm的圆形,其余结构与一类整形头4a相同,适用于飞机蒙皮不同位置的凹坑进行整形。
32.与现有技术相比,本实用新型通过气动铆枪作为驱动机构进行动力输出,并且经过连接底座进行动力传递,带动整形头对飞机蒙皮的凹坑处进行整形,而通过整形面上的沉孔6或网格状凹槽,在通过气动铆枪进行击打时,可以根据凹坑实际以较轻的力和较快的频率击打凹坑四周并逐步向凹坑中心移动,以消除凹坑,使得整形效果更好,并且利用气动作为动力源,连接底座上的接杆1可延长,使得接近更容易,施工更便捷,解决传统的接近困难的问题,为适应蒙皮弧度变化,整形头可适当增加表面弧度。
33.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1