一种夹持稳定的气动夹具的制作方法
1.本实用新型涉及工业生产辅助设备技术领域,具体涉及一种气动夹具。
背景技术:
2.工业零件的加工经常需要用到夹具来定位,比如常见的有气动夹具。常规气动夹具使用的虎钳钳口一般是垂直结构,使用此类夹具装夹轴类零件时,轴线方向容易偏位,即轴线会沿y向偏移,从而造成装夹不牢固。因此,使用此类夹具装夹轴类零件时每次都需要找正y向轴线,每次找正的时间大约为1分钟。当处于大批量工业化生产时,如此每次需要找正y向轴线显然会浪费大量的时间,增加额外的生产成本及工作量,降低生产效率。
技术实现要素:
3.本实用新型针对现有技术存在的缺点,提供一种结构简单、使用方便、装夹稳定性高、无需每次找正y向轴线、可提高生产效率的气动夹具。
4.为解决上述技术问题,本实用新型采用如下技术方案:一种夹持稳定的气动夹具,包括有座体、压板及锁紧气缸,其特征在于:在座体上设置有用于容置轴类工件的夹持槽,压板通过固定杆活动安装于夹持槽的外侧;压板具有倾斜结构的压紧面,该压紧面以倾斜的姿态对准所述夹持槽;锁紧气缸连接有拉杆,拉杆与压板连接,通过拉杆拉紧压板使压板的压紧面与夹持槽配合形成对工件的三面压紧结构。
5.进一步地,所述夹持槽为v形结构,其开设于座体上部的转角位置;夹持槽形成的夹角为锐角,其槽底面与拉杆的移动方向平行,压板的压紧面与槽底面构成锐角夹角。压板压紧工件时,工件的底部和右上部分别被夹持槽的两边压紧,左上部则被压板压紧,并且均为沿径向压紧。
6.进一步地,所述压板的下部通过固定杆与座体连接,其中压板与固定杆之间通过一固定销铰接连接;拉杆与压板的中部位置通过一拉杆销铰接固定,以形成可将压板上部往夹持槽拉动的结构。
7.进一步地,锁紧气缸安装于座体的背面,夹持槽与锁紧气缸隔着座体前后相对,拉杆从座体的背面贯穿座体与压板连接。锁紧气缸工作拉动拉杆,拉杆将压板往座体拉动,压板以固定销为轴转动,使其上部接近夹持槽,从而配合夹持槽实现对工件的压紧。
8.进一步地,所述压板设置有两处,锁紧气缸对应设置有两个,一压板连接一锁紧气缸,以便提供均衡充足的动力。
9.进一步地,所述锁紧气缸通过导管连接有手扳阀,手扳阀通过接头与外部压缩空气连接。
10.进一步地,在手扳阀上设置有扳手,扳手朝座体的一侧伸出,扳动扳手可通过手扳阀控制锁紧气缸工作或者停止工作。
11.本实用新型通过将装夹钳口改成v形槽/燕尾槽结构,压板斜向压紧轴类零件后,轴线与夹具平行,装夹由两个方向压紧变成三个方向压紧,装夹更牢固,如此无需每次找正
y向轴线,从而可以节省0.9分钟,以每批零件1000件计算,可节约15小时,如此可极大地提高生产效率,减小工人的工作量。本实用新型适用于cnc卧式加工中心、立式铣床加工轴类零件上面的键槽、孔等,可减少装夹时间,由于装夹牢固,还可减少因装夹偏移带来的不良率,提高产品质量。
附图说明
12.图1为本实用新型立体结构图;
13.图2为本实用新型另一角度的立体结构图;
14.图3为本实用新型侧面结构图;
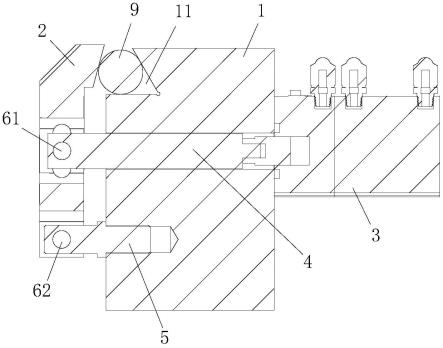
15.图4为本实用新型剖面结构图。
16.图中,1为座体,11为夹持槽,2为压板,21为固定孔,3为锁紧气缸,4为拉杆,5为固定杆,61为拉杆销,62为固定销,7为手扳阀,71为扳手,8为导管,9为工件。
具体实施方式
17.本实施例中,参照图1-图4,所述夹持稳定的气动夹具,包括有座体1、压板2及锁紧气缸3,在座体1上设置有用于容置轴类工件9的夹持槽11,压板2通过固定杆5活动安装于夹持槽11的外侧;压板2具有倾斜结构的压紧面,该压紧面以倾斜的姿态对准所述夹持槽11;锁紧气缸3连接有拉杆4,拉杆4与压板2连接,通过拉杆4拉紧压板2使压板2的压紧面与夹持槽11配合形成对工件9的三面压紧结构。
18.所述夹持槽11为v形结构,其开设于座体1上部的转角位置;夹持槽11形成的夹角为锐角(如60度),其槽底面与拉杆4的移动方向平行,压板2的压紧面与槽底面构成锐角夹角,如80度)。压板2压紧工件9时,工件9的底部和右上部分别被夹持槽11的两边压紧,左上部则被压板2压紧,并且均为沿径向压紧,即三个压紧点在同一圆周上。
19.所述压板2的下部通过固定杆5与座体1连接,其中压板2与固定杆5之间通过一固定销62铰接连接;拉杆4与压板2的中部位置通过一拉杆销61铰接固定,以形成可将压板2上部往夹持槽11拉动的结构。
20.锁紧气缸3安装于座体1的背面,夹持槽11与锁紧气缸3隔着座体1前后相对,拉杆4从座体1的背面贯穿座体1与压板2连接。锁紧气缸3工作拉动拉杆4,拉杆4将压板2往座体1拉动,压板2以固定销61为轴转动,使其上部接近夹持槽11,从而配合夹持槽11实现对工件9的压紧。
21.所述压板2设置有两处,锁紧气缸3对应设置有两个,一压板2连接一锁紧气缸3,以便提供均衡充足的动力。
22.所述锁紧气缸3通过导管8连接有手扳阀7,手扳阀7通过接头与外部压缩空气连接。
23.在手扳阀7上设置有扳手71,扳手71朝座体1的一侧伸出,扳动扳手71可通过手扳阀7控制锁紧气缸3工作或者停止工作,以实现压紧或松开工件9。
24.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本申请范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
技术特征:
1.一种夹持稳定的气动夹具,包括有座体、压板及锁紧气缸,其特征在于:在座体上设置有用于容置工件的夹持槽,压板通过固定杆活动安装于夹持槽的外侧;压板具有倾斜结构的压紧面,该压紧面以倾斜的姿态对准所述夹持槽;锁紧气缸连接有拉杆,拉杆与压板连接,通过拉杆拉紧压板使压板的压紧面与夹持槽配合形成对工件的三面压紧结构。2.根据权利要求1所述的夹持稳定的气动夹具,其特征在于:所述夹持槽为v形结构,其开设于座体上部的转角位置;夹持槽形成的夹角为锐角,其槽底面与拉杆的移动方向平行,压板的压紧面与槽底面构成锐角夹角。3.根据权利要求2所述的夹持稳定的气动夹具,其特征在于:所述压板的下部通过固定杆与座体连接,其中压板与固定杆之间通过一固定销铰接连接;拉杆与压板的中部位置通过一拉杆销铰接固定,以形成可将压板上部往夹持槽拉动的结构。4.根据权利要求3所述的夹持稳定的气动夹具,其特征在于:锁紧气缸安装于座体的背面,夹持槽与锁紧气缸隔着座体前后相对,拉杆从座体的背面贯穿座体与压板连接。5.根据权利要求4所述的夹持稳定的气动夹具,其特征在于:所述压板设置有两处,锁紧气缸对应设置有两个,一压板连接一锁紧气缸。6.根据权利要求5所述的夹持稳定的气动夹具,其特征在于:所述锁紧气缸通过导管连接有手扳阀,手扳阀通过接头与外部压缩空气连接。7.根据权利要求6所述的夹持稳定的气动夹具,其特征在于:在手扳阀上设置有扳手,扳手朝座体的一侧伸出。
技术总结
本实用新型公开了一种夹持稳定的气动夹具,包括有座体、压板及锁紧气缸,在座体上设置有用于容置轴类工件的夹持槽,压板通过固定杆活动安装于夹持槽的外侧;压板具有倾斜结构的压紧面,该压紧面以倾斜的姿态对准所述夹持槽;锁紧气缸连接有拉杆,拉杆与压板连接,通过拉杆拉紧压板使压板的压紧面与夹持槽配合形成对工件的三面压紧结构。本实用新型通过将装夹钳口改成V形槽结构,压板斜向压紧轴类零件后,轴线与夹具平行,装夹由两个方向压紧变成三个方向压紧,装夹更牢固,如此无需每次找正Y向轴线,从而可大幅节省时间,提高生产效率,减小工人的工作量。小工人的工作量。小工人的工作量。
技术研发人员:张兴 张群志
受保护的技术使用者:东莞市常春精密机械有限公司
技术研发日:2022.08.01
技术公布日:2022/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1