一种钣金焊接件定位工装的制作方法
1.本实用新型涉及工装夹具技术领域,具体涉及一种钣金焊接件定位工装。
背景技术:
2.钣金是一种针对金属薄板的综合冷加工工艺,包括剪、冲、切、复合、折、焊接、铆接、拼接、成型,显著的特征就是同一零件厚度一致通过钣金工艺加工出的产品叫做钣金件,现有技术在对盒类钣金件进行焊接前,为了防止焊接出现晃动都会钣金件进行固定,但是使用现有的定位工装定位盒类钣金件焊接时,经常出现因局部焊接高温而造成焊件上温度分布不均,导致盒类钣金件的上下端口处经常出现形状和尺寸变化的情况。
技术实现要素:
3.本实用新型的目的在于提供一种钣金焊接件定位工装,以解决现有技术中导致的上述缺陷。
4.一种钣金焊接件定位工装,包括底座、底板、限位板、定位块以及压紧组件,所述底座上开设有卸料槽,所述底板固定设置于底座上,所述限位板可拆卸的插设于底板上,所述定位块有若干个并均贯穿底板固定连接于底座上,所述压紧组件安装于底座上,并用于对盒类钣金焊接件进行定位。
5.优选的,所述升降机构包括电动伸缩缸、滑动板以及承托件,所述压紧组件包括垫块、手动夹紧器以及压头,所述垫块有两个并分别对称固定设置于底座上,所述手动夹紧器通过螺栓可调节安装于垫块上,所述压头通过螺栓可调节安装于手动夹紧器上。
6.优选的,若干个所述定位块均为十字形结构。
7.优选的,所述限位板的侧端与盒类钣金焊接件的下部内壁相配合。
8.优选的,若干个所述定位块的侧端与盒类钣金焊接件的上部内壁相配合。
9.本实用新型的优点在于:通过在底座上设置底板、定位块以及压紧组件,由底板和定位块完成对盒类钣金焊接件尺寸和位置的固定,再通过手动夹紧器控制调节完毕的压头下压,来实现对盒类钣金焊接件竖直方向的定位,且底板和定位块抵靠盒类钣金焊接件的内壁,能够避免因局部焊接高温而造成出现形状和尺寸变化的情况,保证产品质量,适用于盒类钣金焊接件的批量焊接。
附图说明
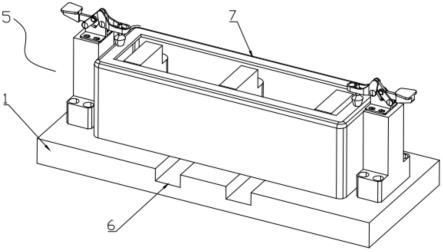
10.图1为本实用新型定位状态的结构示意图。
11.图2为本实用新型未定位状态的结构示意图。
12.图3为本实用新型中部分结构的装配示意图。
13.其中,1-底座,2-底板,3-限位板,4-定位块,5-压紧组件,6-卸料槽,7-盒类钣金焊接件,51-垫块,52-手动夹紧器,53-压头。
具体实施方式
14.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
15.如图1至图3所示,一种钣金焊接件定位工装,包括底座1、底板2、限位板3、定位块4以及压紧组件5,所述底座1上开设有卸料槽6,所述底板2固定设置于底座1上,所述限位板3可拆卸的插设于底板2上,所述定位块4有若干个并均贯穿底板2固定连接于底座1上,所述压紧组件5安装于底座1上,并用于对盒类钣金焊接件7进行定位。
16.需要说明的是,所述定位块4的侧端在竖直方向上的投影不超过限位板3的侧端。
17.在本实施例中,所述压紧组件5包括垫块51、手动夹紧器52以及压头53,所述垫块51有两个并分别对称固定设置于底座1上,所述手动夹紧器52通过螺栓可调节安装于垫块51上,所述压头53通过螺栓可调节安装于手动夹紧器52上。
18.在本实施例中,若干个所述定位块4均为十字形结构,且若干个所述定位块4的侧端与盒类钣金焊接件7的上部内壁相配合。
19.在本实施例中,所述限位板3的侧端与盒类钣金焊接件7的下部内壁相配合。
20.工作过程及原理:本实用新型在使用过程中,首先通过手动夹紧器52翻起两侧的压头53,同时通过松紧螺栓来调节压头53在手动夹紧器52上的安装高度,然后选择与盒类钣金焊接件7的下端口内壁相匹配的限位板3插设于底板2上,即完成了焊接定位前的准备工作,然后将折弯成型完毕的盒类钣金焊接件7直接放置于底板2上,用以固定盒类钣金焊接件7的尺寸和位置,再次通过手动夹紧器52翻回两侧的压头53并压紧至盒类钣金焊接件7的上端,完成了对盒类钣金焊接件7的定位,定位完毕后的焊接过程,若干个定位块4的两侧抵靠至盒类钣金焊接件7上端口的内壁,来避免因局部焊接高温而造成出现形状和尺寸变化的情况,保证产品质量,焊接完毕后通过手动夹紧器52打开两侧的压头53,经卸料槽6抬起并取出焊接产品即可。
21.基于上述,本实用新型通过在底座1上设置底板2、定位块4以及压紧组件5,由底板2和定位块4完成对盒类钣金焊接件7尺寸和位置的固定,再通过手动夹紧器52控制调节完毕的压头53下压,来实现对盒类钣金焊接件7竖直方向的定位,且底板2和定位块4抵靠盒类钣金焊接件7的内壁,能够避免因局部焊接高温而造成出现形状和尺寸变化的情况,保证产品质量,适用于盒类钣金焊接件7的批量焊接。
22.由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
技术特征:
1.一种钣金焊接件定位工装,其特征在于,包括底座(1)、底板(2)、限位板(3)、定位块(4)以及压紧组件(5),所述底座(1)上开设有卸料槽(6),所述底板(2)固定设置于底座(1)上,所述限位板(3)可拆卸的插设于底板(2)上,所述定位块(4)有若干个并均贯穿底板(2)固定连接于底座(1)上,所述压紧组件(5)安装于底座(1)上,并用于对盒类钣金焊接件(7)进行定位。2.根据权利要求1所述的一种钣金焊接件定位工装,其特征在于:所述压紧组件(5)包括垫块(51)、手动夹紧器(52)以及压头(53),所述垫块(51)有两个并分别对称固定设置于底座(1)上,所述手动夹紧器(52)通过螺栓可调节安装于垫块(51)上,所述压头(53)通过螺栓可调节安装于手动夹紧器(52)上。3.根据权利要求1所述的一种钣金焊接件定位工装,其特征在于:若干个所述定位块(4)均为十字形结构。4.根据权利要求1所述的一种钣金焊接件定位工装,其特征在于:所述限位板(3)的侧端与盒类钣金焊接件(7)的下部内壁相配合。5.根据权利要求3所述的一种钣金焊接件定位工装,其特征在于:若干个所述定位块(4)的侧端与盒类钣金焊接件(7)的上部内壁相配合。
技术总结
本实用新型公开了一种钣金焊接件定位工装,涉及工装夹具技术领域,包括底座、底板、限位板、定位块以及压紧组件,所述底座上开设有卸料槽。本实用新型通过在底座上设置底板、定位块以及压紧组件,由底板和定位块完成对盒类钣金焊接件尺寸和位置的固定,再通过手动夹紧器控制调节完毕的压头下压,来实现对盒类钣金焊接件竖直方向的定位,且底板和定位块抵靠盒类钣金焊接件的内壁,能够避免因局部焊接高温而造成出现形状和尺寸变化的情况,保证产品质量,适用于盒类钣金焊接件的批量焊接。适用于盒类钣金焊接件的批量焊接。适用于盒类钣金焊接件的批量焊接。
技术研发人员:韩新民
受保护的技术使用者:芜湖盈丰机械设备有限公司
技术研发日:2022.08.11
技术公布日:2023/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1