一种管道成型机的送料角度调整装置的制作方法
1.本实用新型涉及管道成型机技术领域,特别涉及一种管道成型机的送料角度调整装置。
背景技术:
2.现有部分的管道成型机,无法对挡板的角度进行调节,导致不同厚度的钢带在经过挡板收卷后都是统一的角度,由于不同厚度的钢带对收卷角度的需求也不同,就会使得管道成型后的刚度较差,降低了管道整体的稳定性能。
技术实现要素:
3.本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种管道成型机的送料角度调整装置,能够解决无法将不同厚度的钢带收卷成不同角度的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种管道成型机的送料角度调整装置,包括管道成型机、角度调节机构和缓冲机构,管道成型机的相邻内壁固定安装有弓形板;
5.所述角度调节机构包括设置于管道成型机内部的安装板和电动推杆,安装板的顶部与弓形板的底部固定安装,电动推杆的一端与安装板的底部铰接安装;
6.所述缓冲机构包括设置于管道成型机内部的转动杆和转辊,弓形板的相邻内壁分别与转动杆的两端转动安装,转辊固定套设于转动杆的外壁。
7.优选的,所述管道成型机的后侧开设有长方形开口,便于钢带动通过长方形开口进入到管道成型机的内部。
8.优选的,所述角度调节机构还包括挡板、铰接板和活动板,电动推杆的自由端和活动板的底部均与挡板的一侧外壁铰接安装,挡板的后侧和铰接板的后侧均与安装板的前侧铰接安装,铰接板的后侧与活动板的前侧铰接安装,有效的提高了管道成型后的刚度,增强管道整体的稳定性能,延长了管道使用寿命,保障了管道成型的效果。
9.优选的,所述安装板的前侧开设有滑槽,滑槽的内部滑动安装有滑块,滑块的前侧与活动板的后侧铰接安装,活动板与安装板滑动安装,使得管道成型机能够将不同厚度的钢带收卷成不同直径的管道。
10.优选的,所述缓冲机构还包括连接杆、连接套、弹簧、固定板和弯板,转动杆的外壁开设有凹槽,连接杆的一端与凹槽的内侧顶部固定连接,连接套和弹簧均套设于连接杆的外壁,弹簧的一端与连接套的底部固定连接,弹簧的另一端与连接杆的外壁固定连接,固定板的一侧外壁与连接套的一侧外壁固定连接,固定板的底部与弯板的内侧底部固定连接,能够对钢带送料时时的震动力进行缓冲,避免钢带在送料时的震动幅度较大导致钢带与管道成型机和挡板之间产生过度摩擦,避免造成钢带表面的损伤。
11.优选的,所述连接杆的另一端固定连接有限位板,能够对弹簧进行限位,减少了钢带送料时的噪音,提高了钢带送料时的流畅性。
12.与现有技术相比,本实用新型的有益效果是:
13.(1)、该管道成型机的送料角度调整装置,通过安装板、电动推杆、挡板、铰接板和活动板的配合使用,便于对挡板的角度进行调节,从而自动将钢带螺旋卷绕加工成型,使得管道成型机能够将不同厚度的钢带收卷成不同直径的管道,有效的提高了管道成型后的刚度,增强管道整体的稳定性能,延长了管道使用寿命,保障了管道成型的效果。
14.(2)、该管道成型机的送料角度调整装置,通过转动杆、转辊、连接杆、连接套、弹簧、固定板、弯板的配合使用,能够对钢带送料时时的震动力进行缓冲,避免钢带在送料时的震动幅度较大导致钢带与管道成型机和挡板之间产生过度摩擦,避免造成钢带表面的损伤,有效的提高了管道成型的效果和成型效率,同时还减少了钢带送料时的噪音,提高了钢带送料时的流畅性。
附图说明
15.下面结合附图和实施例对本实用新型进一步地说明:
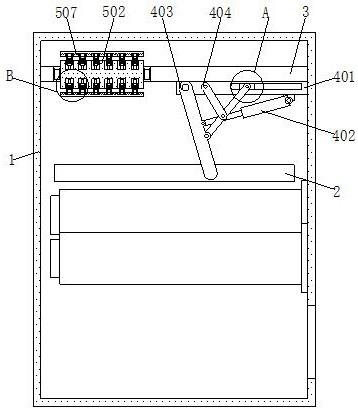
16.图1为本实用新型的结构示意图;
17.图2为本实用新型的a部放大图;
18.图3为本实用新型的b部放大图;
19.图4为本实用新型的弯板正视图。
20.附图标记:1、管道成型机;2、长方形开口;3、弓形板;4、角度调节机构;401、安装板;402、电动推杆;403、挡板;404、铰接板;405、活动板;406、滑块;501、转动杆;502、转辊;503、连接杆;504、连接套;505、弹簧;506、固定板;507、弯板。
具体实施方式
21.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
22.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.实施例一:
24.请参阅图1-4,本实用新型提供一种技术方案:一种管道成型机的送料角度调整装置,包括管道成型机1、角度调节机构4和缓冲机构5,管道成型机1的相邻内壁固定安装有弓形板3,角度调节机构4包括设置于管道成型机1内部的安装板401和电动推杆402,安装板401的顶部与弓形板3的底部固定安装,电动推杆402的一端与安装板401的底部铰接安装,便于对挡板403的角度进行调节,从而自动将钢带螺旋卷绕加工成型,缓冲机构5包括设置于管道成型机1内部的转动杆501和转辊502,弓形板3的相邻内壁分别与转动杆501的两端转动安装,转辊502固定套设于转动杆501的外壁。
25.进一步的,管道成型机1的后侧开设有长方形开口2。
26.实施例二:
27.请参阅图1-4,在实施例一的基础上,角度调节机构4还包括挡板403、铰接板404和活动板405,电动推杆402的自由端和活动板405的底部均与挡板403的一侧外壁铰接安装,挡板403的后侧和铰接板404的后侧均与安装板401的前侧铰接安装,铰接板404的后侧与活动板405的前侧铰接安装,当需要对不同厚度的钢带进行收卷成型时,打开电动推杆402,电动推杆402的自由端带动挡板403进行角度调节,当挡板403在进行横向左右调节时,会带动活动板405进行横向运动,活动板405会带动铰接板404进行角度调节,以此来保障挡板403使用时的稳定性,有效的提高了管道成型后的刚度,增强管道整体的稳定性能,延长了管道使用寿命,保障了管道成型的效果。
28.更进一步的,安装板401的前侧开设有滑槽,滑槽的内部滑动安装有滑块406,滑块406的前侧与活动板405的后侧铰接安装,活动板405与安装板401滑动安装。
29.再进一步的,缓冲机构5还包括连接杆503、连接套504、弹簧505、固定板506和弯板507,转动杆501的外壁开设有凹槽,连接杆503的一端与凹槽的内侧顶部固定连接,连接套504和弹簧505均套设于连接杆503的外壁,弹簧505的一端与连接套504的底部固定连接,弹簧505的另一端与连接杆503的外壁固定连接,固定板506的一侧外壁与连接套504的一侧外壁固定连接,固定板506的底部与弯板507的内侧底部固定连接,将钢带动通过长方形开口2进入到管道成型机1的内部,进入到管道成型机1内部的钢带会与弯板507的底部相接触,此时的弯板507由于受到钢带的挤压会带动固定板506进行横向运动,固定板506带动连接套504进行横向运动,连接套504带动弹簧505进行伸缩,从而对减小了钢带进入时的震动幅度,然后钢带继续向管道成型机1的内部延伸,此时的钢带受到挡板403的阻挡,会逐渐转换为收卷的状态,能够对钢带送料时时的震动力进行缓冲,避免钢带在送料时的震动幅度较大导致钢带与管道成型机1和挡板403之间产生过度摩擦,避免造成钢带表面的损伤。
30.其次,连接杆503的另一端固定连接有限位板。
31.工作原理:当需要对不同厚度的钢带进行收卷成型时,打开电动推杆402,电动推杆402的自由端带动挡板403进行角度调节,当挡板403在进行横向左右调节时,会带动活动板405进行横向运动,活动板405会带动铰接板404进行角度调节,以此来保障挡板403使用时的稳定性,将挡板403调节至合适的角度后,将钢带动通过长方形开口2进入到管道成型机1的内部,进入到管道成型机1内部的钢带会与弯板507的底部相接触,此时的弯板507由于受到钢带的挤压会带动固定板506进行横向运动,固定板506带动连接套504进行横向运动,连接套504带动弹簧505进行伸缩,从而对减小了钢带进入时的震动幅度,然后钢带继续向管道成型机1的内部延伸,此时的钢带受到挡板403的阻挡,会逐渐转换为收卷的状态。
32.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1