机车管接头焊接自控旋转装置的制作方法
1.本实用新型涉及机车配件加工机械的技术领域,具体涉及一种机车管接头焊接自控旋转装置。
背景技术:
2.目前,在机车制造行业,铁道机车管路的小管径、薄壁管在手工钨极氩弧焊接过程中,由于缺少旋转焊接工装,管子的转动只能由其他人员配合来实现,极易造成焊缝成型不良、气孔、夹钨、电弧擦伤等各种焊接缺陷。
3.现有技术针对内燃机车管路焊接,均采用固定支座辅助焊接,固定管路和接头的相对位置,电焊工先将管路和接头体点焊固定后,需其他操作者手工旋转管路,电焊工对接头体实施焊接。此种焊接方式,对于小管径薄壁厚管,由于需要点焊定位及纯人工旋转,焊缝受热不均,极易造成焊缝成型不良、管壁易焊穿、气孔、夹钨、电弧擦伤等各种焊接缺陷,影响管路焊接质量。
4.申请号为cn201710470712.3的发明专利申请公开了一种管接头焊接装置,包括底座、立柱、回转机构和定位轴,所述立柱底部连接在底座上,靠近立柱上端设有回转机构,所述回转机构包括套筒、芯轴、轴承、端盖,所述套筒设置在立柱内,其两端开口,芯轴两端分别通过轴承设置在套筒内,套筒两端分别设有用于固定轴承位置的端盖,芯轴中心处设有通孔,通孔一端与保护气体管路连接,另一端设有内螺纹,定位轴通过外螺纹与芯轴连接,该定位轴内设有与芯轴的通孔连接的盲孔,定位轴圆周上设有多个与盲孔连通的保护气孔。该装置焊接时能够通保护气体,防止焊缝内部氧化,并且焊接过程中方便转动管接头,使焊缝连续,焊接质量得到保证,同时也保证管接头和不锈钢管的同轴度。该申请的技术方案应用于小管径薄壁厚管,仍然需要采用点焊定位及人工旋转加工,无有效地技术方案解决焊缝受热不均,导致管路焊接质量达不到使用要求;同时操作人员在该条件下焊接作业条件差,提高了人工成本、降低了生产效率。
技术实现要素:
5.本实用新型的发明目的在于,针对上述存在的问题,提供了一种机车管接头焊接自控旋转装置,包括作业平台,作业平台包括平台板和支撑柱,机车管接头焊接自控旋转装置包括调速器,调速器设置在平台板的下方,调速器连接有控制开关和减速电机,通过控制开关控制减速电机转动;所述机车管接头焊接自控旋转装置包括支承座和旋转底座,支承座和旋转底座设置于平台板的两端面上,减速电机与支承座连接,控制减速电机转动,支承座带动所述旋转底座转动,焊接加工机车管接头。本实用新型有效地解决了现有技术管路焊接因受热不均导致焊接成型质量差的问题。
6.本实用新型采用的技术方案如下:
7.本实用新型公开了一种机车管接头焊接自控旋转装置,包括作业平台,作业平台包括平台板和支撑柱,机车管接头焊接自控旋转装置包括调速器,调速器设置在平台板的
下方,调速器连接有控制开关和减速电机,通过控制开关控制减速电机转动;所述机车管接头焊接自控旋转装置包括支承座和旋转底座,支承座和旋转底座设置于平台板的两端面上,减速电机与支承座连接,控制减速电机转动,支承座带动所述旋转底座转动,焊接加工机车管接头。
8.进一步地,所述机车管接头焊接自控旋转装置包括万向节,减速电机通过万向节与支承座连接,控制减速电机转动作业,万向节传导作业过程中产生的力矩到作业平台上。
9.进一步地,所述支承座和旋转底座通过万向节连接,万向节调节支承座和旋转底座呈同轴转动,且调节支承座和旋转底座的连接方式为柔性连接。
10.进一步地,所述支承座为内六方形结构,旋转底座包括上半部分和下半部分,设置旋转底座的下半部分为外六方形结构,所述支承座与旋转底座的下半部分匹配连接,实现装置的正转与反转。
11.进一步地,所述旋转底座的上半部分为不同直径大小的圆柱结构,适配于作业过程中不同直径的机车管接头;设置旋转底座上半部分圆柱的直径为6-32mm。
12.进一步地,所述旋转底座的上半部分和下半部分之间设置有连接片,所述连接片的形状为圆形或矩形结构。
13.进一步地,所述调速器控制减速电机转动,以控制机车管接头加工的旋转速度,设置所述调速器的调节范围为0-5r/min。
14.进一步地,所述控制开关设置为脚踏式控制开关,控制机车管接头的旋转,实现装置的点动和连动,正转和反转。
15.本实用新型的技术效果如下:
16.本实用新型公开了一种机车管接头焊接自控旋转装置,由焊接人员自行控制管接头的旋转,可实现点动和连动,正转和反转,无需其他人员配合,降低了人工成本,提高了生产效率。在机车制造过程中,利用本装置焊接的小管径、薄壁管,焊缝成型美观,生产效率高,一次焊接合格率达到99%以上,体现了极大的使用价值。
17.具体如下:
18.1.本实用新型的自控旋转装置包括调速器的控制设置,调速器能够控制管路旋转的速度,能够控制旋转底座正转和反转作业。
19.2.本实用新型的自控旋转装置包括万向节的调节设置,采用万向节连接,可以针对异型长管焊接作业,消除异型长管的悬臂力对设备的损坏。
20.3.本实用新型的自控旋转装置包括旋转底座的结构设置,旋转底座能够实现多种不同管径的管路焊接。
附图说明
21.图1是现有技术的机车管接头焊接装置
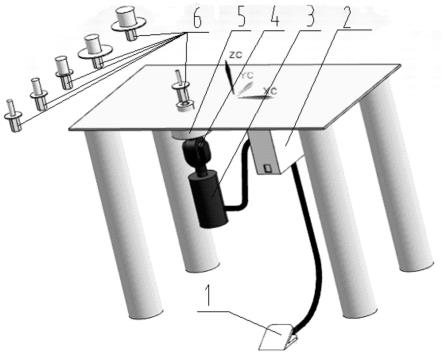
22.图2是本实用新型机车管接头焊接自控旋转装置图中标记:1-控制开关,2-调速器,3-减速电机,4-万向节,5-支承座,6-旋转底座,7-接头体,8-管路,9-固定支座。
具体实施方式
23.下面结合附图,对本实用新型作详细的说明。
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
25.本实施例中,所采用的数据为优选方案,但并不用于限制本实用新型;
26.如图1所示,现有技术针对内燃机车管路焊接,均采用固定支座辅助焊接,固定管路和接头的相对位置,电焊工先将管路和接头体点焊固定后,需其他操作者手工旋转管路,电焊工对接头体实施焊接。此种焊接方式,对于小管径薄壁厚管,由于需要点焊定位及纯人工旋转,焊缝受热不均,极易造成焊缝成型不良、管壁易焊穿、气孔、夹钨、电弧擦伤等各种焊接缺陷,影响管路焊接质量。
27.实施例1
28.本实施例中,利用现有焊接的工作台位进行改造,焊接调速器安装座,减速电机安装支座板并设置旋转底座开孔。
29.如图2所示,本实施例提供了一种机车管接头焊接自控旋转装置,包括作业平台,作业平台包括平台板和支撑柱,机车管接头焊接自控旋转装置包括调速器,调速器设置在平台板的下方,调速器连接有控制开关和减速电机,通过控制开关控制减速电机转动;所述机车管接头焊接自控旋转装置包括支承座和旋转底座,支承座和旋转底座设置于平台板的两端面上,减速电机与支承座连接,控制减速电机转动,支承座带动所述旋转底座转动,焊接加工机车管接头。
30.本实施例中,所述机车管接头焊接自控旋转装置包括万向节,减速电机通过万向节与支承座连接,控制减速电机转动作业,万向节传导作业过程中产生的力矩到作业平台上,避免损伤电机。
31.本实施例中,焊接工人踩动控制开关,经过调速器,控制减速电机转动,减速电机通过万向节和支承座,带动旋转底座转动,旋转底座可以灵活互换。
32.本实施例中,解决了电机与支承座的刚性连接和不同轴的问题,所述支承座和旋转底座通过万向节连接,万向节调节支承座和旋转底座呈同轴转动,且调节支承座和旋转底座的连接方式为柔性连接,避免了旋转过程中的卡顿现象。
33.本实施例中,所述支承座为内六方形结构,旋转底座包括上半部分和下半部分,设置旋转底座的下半部分为外六方形结构,所述支承座与旋转底座的下半部分匹配连接,通过调速器控制,实现装置的正转与反转。
34.本实施例中,所述旋转底座的上半部分为不同直径大小的圆柱结构,适配于作业过程中不同直径的机车管接头;设置旋转底座上半部分圆柱的直径为6-32mm;优选地,设置旋转底座上半部分圆柱的直径为6mm、10mm、14mm、20mm、25mm、32mm等各管径的旋转底座。使得旋转底座可以灵活互换;进一步地,所述旋转底座的上半部分和下半部分之间设置有连接片,所述连接片的形状为圆形或矩形结构。
35.实施例2
36.如图2所示,本实施例提供了一种机车管接头焊接自控旋转装置,包括作业平台,作业平台包括平台板和支撑柱,机车管接头焊接自控旋转装置包括调速器,调速器设置在平台板的下方,调速器连接有控制开关和减速电机,通过控制开关控制减速电机转动;所述机车管接头焊接自控旋转装置包括支承座和旋转底座,支承座和旋转底座设置于平台板的两端面上,减速电机与支承座连接,控制减速电机转动,支承座带动所述旋转底座转动,焊
接加工机车管接头。
37.本实施例中,所述机车管接头焊接自控旋转装置包括万向节,减速电机通过万向节与支承座连接,控制减速电机转动作业,万向节传导作业过程中产生的力矩到作业平台上。
38.本实施例中,所述调速器控制减速电机转动,以控制机车管接头加工的旋转速度,设置所述调速器的调节范围为0-5r/min。
39.本实施例中,所述控制开关设置为脚踏式控制开关,控制机车管接头的旋转,实现装置的点动和连动,正转和反转。
40.本实施例中,按照设计需求支座减速电机安装支板座、不同管径规格的旋转底座;并对所述部件进行组装、接线。
41.并对所述装置进行焊接试验,调整调速器与电机的适配性,同时调整各部件是否能够正常工作。
42.所述试验中,调速器采用pwm占空比调速器,电机功率为12v,80w,转速为6r/min;所述万向节采用十字节万向接联轴器。
43.以上所述仅是本实用新型的优选实施方式,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所做的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1