一种手糊玻璃钢合模生产装置的控制面板铝制模具的制作方法
1.本实用新型涉及控制面板的生产技术领域,具体为一种手糊玻璃钢合模生产装置的控制面板铝制模具。
背景技术:
2.手糊玻璃钢模具成型工艺又称接触成型,是用纤维增强材料和树脂胶液在模具上铺敷玻璃钢成型经化学反应复合而成的新型材料,室温(或加热)、无压(或加压)条件下固化,脱模成型的工艺方法,而在玻璃钢模具成型中的生产设备需要使用控制面板对其进行操作控制,而现有的控制面板采用铝板压制成型和采用塑料注塑成型多种加工方式,无论是压制成型和注塑成型都需要使用成型模具。
3.经过海量检索,发现现有技术中的成型模具的如公开号为cn215472790u公开的一种控制面板用成型模具,通过设置电动气缸,可以推动上模具向下移动,使上模具与下模具接触,方便注塑成型,通过设置伺服电机、螺纹杆和螺纹套筒,可以带动推板向上移动,将下模具内成型的控制面板推出,通过设置抽泵、抽水管、排水管、喷水管和喷水孔,可以向上模具和下模具喷水,对上模具和下模具进行冷却,进而加快控制面板的成型速度,通过设置以上结构,具备控制面板成型之后方便取料的优点,解决了传统的控制面板成型模具结构简单,不方便取料,控制面板成型之后需要人工手动将其取出,而这种取料方式的取料速度较慢,进而影响生产效率的问题。
4.现有的大多数压制成型模具只具有压制成型的功能,需要更换其他工位进行冲压通孔,加工工艺较为繁琐,影响控制面板生产效率,为此,我们提出一种手糊玻璃钢合模生产装置的控制面板铝制模具,优化了控制面板的加工工艺,进而提高了控制面板的生产效率。
技术实现要素:
5.本实用新型的目的在于提供一种手糊玻璃钢合模生产装置的控制面板铝制模具,具备生产效率高的优点,解决了现有的大多数压制成型模具只具有压制成型的功能,需要更换其他工位进行冲压通孔,加工工艺较为繁琐,影响控制面板的生产效率的问题。
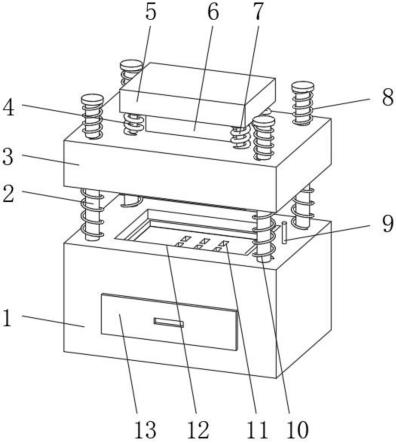
6.为实现上述目的,本实用新型提供如下技术方案:一种手糊玻璃钢合模生产装置的控制面板铝制模具,包括模具底座和升降板,其中所述模具底座顶部四个角位置处均安装有支撑柱,所述支撑柱外表面靠近顶部套接有升降板,所述升降板上表面四个角位置处均套接有位移柱,所述位移柱顶部安装有压板,所述压板底部中间安装有冲压头,所述冲压头插接于升降板内部,所述升降板下表面中间安装有成型头,所述冲压头下表面中间安装有冲头,所述模具底座顶部中间安装有装夹槽,所述装夹槽下表面位于冲头位置处设有冲孔。
7.优选的,所述支撑柱外表面位于升降板下表面安装有弹簧c,所述支撑柱外表面位于升降板上表面安装有弹簧b。
8.优选的,所述升降板内部位于位移柱底部设有弹簧槽,所述弹簧槽内表面位于位移柱下表面安装有弹簧e。
9.优选的,所述位移柱外表面位于压板和升降板间隙位置处安装有弹簧a。
10.优选的,所述模具底座内部中间设有收集室,所述模具底座前表面位于收集室位置处套接有废料箱。
11.优选的,所述模具底座内部一侧中间套接有压杆,所述压杆底部安装有连接板,所述连接板顶部远离压杆一侧安装有顶出杆,所述顶出杆插接于模具底座内部位于装夹槽一侧位置处。
12.优选的,所述收集室内顶部位于顶出杆位置处安装有支撑架,所述顶出杆外表面位于支撑架顶部通过弹簧座安装有弹簧d。
13.与现有技术相比,本实用新型的有益效果如下:
14.1、本实用新型通过设置升降板、压板、冲压头和成型头,达到对控制面板进行一体压制成型的效果,通过升降板和成型头,对控制面板进行压制成型,再通过压板和冲压头对控制面板进行冲压,以解决大多数压制成型模具只具有压制成型的功能,需要更换其他工位进行冲压通孔,加工工艺较为繁琐,影响控制面板的生产效率的问题,优化了控制面板的加工工艺,进而提高了控制面板的生产效率。
15.2、本实用新型通过设置压杆、顶出杆和弹簧d,达到辅助顶出加工完成后的控制面板的效果,通过压杆对弹簧d进行挤压,通过弹簧d的弹力对顶出杆进行顶出,以解决控制面板压制成型后,取出难度大,影响控制面板加工效率的问题,方便控制面板的快速取出,从而提高了控制面板的加工效率。
附图说明
16.图1为本实用新型的主体结构示意图;
17.图2为本实用新型的剖体结构示意图;
18.图3为图2当中a的放大结构示意图;
19.图4为图2当中b的放大结构示意图。
20.附图标记:1、模具底座;2、支撑柱;3、升降板;4、位移柱;5、压板;6、冲压头;7、弹簧a;8、弹簧b;9、压杆;10、弹簧c;11、冲孔;12、装夹槽;13、废料箱;14、成型头;15、冲头;16、收集室;17、弹簧d;18、连接板;19、支撑架;20、顶出杆;21、弹簧e;22、弹簧槽。
具体实施方式
21.下文结合附图和具体实施例对本实用新型的技术方案做进一步说明。
22.实施例一
23.如图1-4所示,为实现上述目的,本实用新型提供如下技术方案:一种手糊玻璃钢合模生产装置的控制面板铝制模具,包括模具底座1和升降板3模具底座1顶部四个角位置处均安装有支撑柱2,支撑柱2外表面靠近顶部套接有升降板3,升降板3上表面四个角位置处均套接有位移柱4,位移柱4顶部安装有压板5,压板5底部中间安装有冲压头6,冲压头6插接于升降板3内部,升降板3下表面中间安装有成型头14,通过成型头14,对铝板进行压制成型,冲压头6下表面中间安装有冲头15,通过冲头15对铝板进行冲压通孔,模具底座1顶部中
间安装有装夹槽12,装夹槽12下表面位于冲头15位置处设有冲孔11,支撑柱2外表面位于升降板3下表面安装有弹簧c10,支撑柱2外表面位于升降板3上表面安装有弹簧b8,升降板3内部位于位移柱4底部设有弹簧槽22,弹簧槽22内表面位于位移柱4下表面安装有弹簧e21,位移柱4外表面位于压板5和升降板3间隙位置处安装有弹簧a7,通过弹簧a7和弹簧e21,带动升降板3下移,模具底座1内部中间设有收集室16,模具底座1前表面位于收集室16位置处套接有废料箱13,通过设置的废料箱13对冲压废料进行收集。
24.基于实施例1的一种手糊玻璃钢合模生产装置的控制面板铝制模具的工作原理是:将本实用新型安装好后,使用时,将需要加工的铝板放置于装夹槽12内部,再启动压制机械,通过压制机械对压板5进行加压,通过弹簧b8和弹簧e21的作用带动升降板3下移,从而带动成型头14下移,通过成型头14和装夹槽12对铝板进行压制成型,在压制完成后,压制机械继续下压,对压板5和冲压头6下压,从而带动冲头15下移,通过冲头15和冲孔11对铝板进行冲孔11,冲压后的废料经冲孔11下落至废料箱13内部,至此,本设备工作流程完成。
25.实施例二
26.如图1-4所示,本实用新型提出的一种手糊玻璃钢合模生产装置的控制面板铝制模具,相较于实施例一,本实施例还包括:模具底座1内部一侧中间套接有压杆9,压杆9底部安装有连接板18,连接板18顶部远离压杆9一侧安装有顶出杆20,顶出杆20插接于模具底座1内部位于装夹槽12一侧位置处,收集室16内顶部位于顶出杆20位置处安装有支撑架19,顶出杆20外表面位于支撑架19顶部通过弹簧座安装有弹簧d17,便于带动顶出杆20复位。
27.本实施例中,使用时,通过升降板3对压杆9下压,通过压杆9和连接板18带动顶出杆20下压,从而对弹簧d17进行压缩,在升降板3复位后,放开对压杆9的压制,通过弹簧d17的弹力作用带动顶出杆20上移,对成型后的铝制面板进行顶出。
28.上述具体实施例仅仅是本实用新型的几种优选的实施例,基于本实用新型的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1