电源组装机的制作方法
1.本实用新型涉及电源组装领域,特别涉及一种电源组装机。
背景技术:
2.众所周知,开关电源的组装过程中,需要将三极管安装于开关电源的箱体。通常,三极管的安装过程都是由工作人员利用压条将三极管夹紧于箱体,并利用螺丝将压条和箱体进行固定。然而,上述作业通常由工作人员手动进行,这样无疑有着精准度和效率有限的问题。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种电源组装机,能够。
4.根据本实用新型的第一方面实施例的电源组装机,包括:机台、压条上料机构、螺丝输送结构、箱体输送机构和组装机构,所述机台上设置有工作位;压条上料机构设置于所述机台,所述压条上料机构能够带动压条运动至所述工作位;螺丝输送结构能够输送螺丝至所述工作位处;箱体输送机构设置于所述机台并能够带动箱体运动至所述工作位;组装机构设置于所述机台并能够对所述工作位处的箱体、压条和螺丝进行组装。
5.根据本实用新型实施例的电源组装机,至少具有如下有益效果:压条上料机构、螺丝输送结构和箱体输送机构分别将压条、螺丝和箱体输送至工作位处之后,组装机构能够带动螺丝进行运动,从而通过螺丝将压条固定于箱体,进而令压条可以将三极管夹紧于箱体上。压条上料机构、螺丝输送结构、箱体输送机构和组装机构的配合作用则可以对压条、螺丝和箱体进行全自动的组装效果,从而提升组装的效率和精确度,并减少对人工的需求及人力成本,进而带来更高的经济效益。
6.根据本实用新型的一些实施例,所述压条上料机构包括进料组件和搬运组件,所述进料组件能够带动压条相对于所述机台运动,所述搬运组件往复运动于所述进料组件和所述工作位之间并能够搬运压条。
7.根据本实用新型的一些实施例,所述箱体输送机构包括输送带,所述输送带能够承托并带动箱体运动至所述工作位;所述机台上设置有定位组件,所述定位组件能够将所述输送带上的箱体固定于所述工作位。
8.根据本实用新型的一些实施例,所述定位组件包括第一送料架和第二送料架,所述输送带位于所述第一送料架和所述第二送料架之间;所述第一送料架和/或所述第二送料架上设置有多个伸缩件,多个所述伸缩件分别位于所述工作位的两侧并能够运动伸长至所述输送带处或从所述输送带处缩回。
9.根据本实用新型的一些实施例,位于所述工作位两侧的所述伸缩件的至少其一连接有驱动装置,所述驱动装置能够带动所述伸缩件沿所述输送带的输送方向往复运动。
10.根据本实用新型的一些实施例,所述机台上设置有间距调节组件,所述第一送料
架和所述第二送料架的至少其一与所述间距调节组件连接并能够相对于所述机台运动。
11.根据本实用新型的一些实施例,所述定位组件包括设置于所述第一送料架和/或所述第二送料架上的定位件,所述第一送料架和所述第二送料架之间设置有升降平台,所述升降平台能够配合所述定位件对箱体进行夹紧定位。
12.根据本实用新型的一些实施例,所述组装机构包括驱动电机,所述驱动电机连接有转动件;所述工作位处设置有定位套,所述螺丝输送结构包括管道接头,所述管道接头和所述转动件均伸入于所述定位套内,所述转动件能够带动所述管道接头输送的螺丝进行旋转。
13.根据本实用新型的一些实施例,所述机台上设置有第一安装座,所述第一安装座上设置有第一气缸和第二安装座,所述第一气缸与第二安装座连接并能够带动其相对于所述机台位移;所述定位套及所述驱动电机均设置于所述第二安装座。
14.根据本实用新型的一些实施例,所述第二安装座上设置有第二气缸,所述驱动电机滑动安装于所述第二安装座,所述第二气缸与所述驱动电机连接并能够带动所述驱动电机及所述转动件相对于所述定位套位移。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
16.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
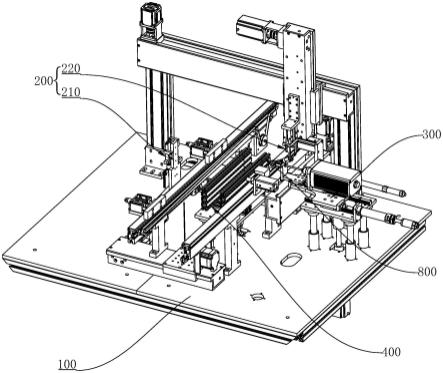
17.图1为本实用新型实施例的电源组装机的示意图;
18.图2为图1示出的电源组装机的压条上料机构的示意图;
19.图3为图1示出的电源组装机的箱体输送机构的示意图;
20.图4为图1示出的电源组装机的第二送料架的示意图;
21.图5为图1示出的电源组装机的组装机构的示意图;
22.图6为图1示出的电源组装机的组装机构的分解示意图。
23.附图标记:机台100;压条上料机构200;进料组件210;进料气缸213;进料推块215;第一感应器217;搬运组件220;二轴位移平台223;搬运夹爪225;组装机构300;升降组件310;固定座320;第一安装座330;第一滑轨副333;第一气缸335;第二安装座340;第二滑轨副343;第二气缸345;驱动电机350;转动件351;定位套355;螺丝输送结构360;箱体输送机构400;第一送料架410;顶推块413;顶推气缸415;顶推组件417;第二送料架420;定位件423;伸缩件425;驱动装置427;第二感应器429;间距调节组件430;输送带440;升降平台450;工作位800;
具体实施方式
24.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
25.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
27.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
28.参照图1,一种电源组装机,包括:机台100、压条上料机构200、螺丝输送结构360、箱体输送机构400和组装机构300,机台100上设置有工作位800;压条上料机构200设置于机台100,压条上料机构200能够带动压条运动至工作位800;螺丝输送结构360能够输送螺丝至工作位800处;箱体输送机构400设置于机台100并能够带动箱体运动至工作位800;组装机构300设置于机台100并能够对工作位800处的箱体、压条和螺丝进行组装。压条上料机构200、螺丝输送结构360和箱体输送机构400分别将压条、螺丝和箱体输送至工作位800处之后,组装机构300能够带动螺丝进行运动,从而通过螺丝将压条固定于箱体,进而令压条可以将三极管夹紧于箱体上。压条上料机构200、螺丝输送结构360、箱体输送机构400和组装机构300的配合作用则可以对压条、螺丝和箱体进行全自动的组装效果,从而提升组装的效率和精确度,并减少对人工的需求及人力成本,进而带来更高的经济效益。
29.具体地,三极管预先通过粘胶的方式初步固定于箱体。当然,三级管也可以在加工的过程中由其他部件输送至工作位处进行组装,具体的实施方式可以根据实际的需要做相应的调整,在此不做限制。
30.在某些实施例中,参照图2,压条上料机构200包括进料组件210和搬运组件220,进料组件210能够带动压条相对于机台100运动,搬运组件220往复运动于进料组件210和工作位800之间并能够搬运压条。进料组件210带动压条相对于机台100运动后,可以直接、有效地将单个或者单组压条进行取出,从而便于搬运组件220对其进行夹取及搬运。而搬运组件220则能够将压条搬运至工作位800处,从而确保压条能够顺利地被组装机构300安装于箱体,进而使得开关电源的组装作业能够自动、高效地进行。
31.具体地,进料组件210包括进料气缸213,进料气缸213连接有进料推块215,进料推块215能够推动单个压条运动。机台100上设置有第一感应器217,第一感应器217与搬运组件220电连接,进料气缸213能够通过进料推块215将压条带动至第一感应器217处并使得第一感应器217对压条进行感应。
32.具体地,搬运组件220包括二轴位移平台223,二轴位移平台223安装于龙门架并连接有搬运夹爪225,并能够带动搬运夹爪225升降及水平运动,从而确保搬运夹爪225可以在夹取压条后将压条运送至工作位800处。
33.在某些实施例中,参照图3,箱体输送机构400包括输送带440,输送带440能够承托并带动箱体运动至工作位800;机台100上设置有定位组件,定位组件能够将输送带440上的
箱体固定于工作位800。输送带440可以对箱体进行承托,并在自身运动时带动箱体一并进行运动,从而有效地达到将箱体输送至工作位800处的目的。而定位组件则可以对箱体进行定位和固定,从而确保其能够稳定地处于工作位800处,进而确保箱体能够稳定地进行三极管的组装作业。
34.可以预想的是,箱体输送结构也可以由其他部件组成,比如多轴位移平台(图中未绘示),并通过多轴位移平台的多方向移动带动箱体顺利地运动至工作位800处。因此,箱体输送结构的具体配置方式并不唯一,而是可以根据实际的情况做相应的调整,在此不做限制。
35.在某些实施例中,参照图3,定位组件包括第一送料架410和第二送料架420,输送带440位于第一送料架410和第二送料架420之间;第一送料架410和/或第二送料架420上设置有多个伸缩件425,多个伸缩件425分别位于工作位800的两侧并能够运动伸长至输送带440处或从输送带440处缩回。第一送料架410和第二送料架420可以从输送带440的两侧对箱体进行限位,从而确保箱体的运动方向与输送带440的输送方向相同。而伸缩件425则可以在箱体运动至工作位800处之后伸长至输送带440处,从而对箱体进行抵接和阻挡,进而直接、有效地达到令箱体无法继续运动的效果。
36.具体地,伸缩件425由气缸驱动。
37.可以预想的是,定位组件也可以由其他部件组成,比如气缸夹爪(图中未绘示),当箱体被输送至工作位800处时,通过气缸夹爪对其进行夹紧和固定。因此,定位组件具体的配置方式并不唯一,而是可以根据实际的需要做相应地调整,在此不做限制。
38.具体地,伸缩件425设置于第二送料架420。第一送料架410上设置有顶推组件417,顶推组件417能够将箱体顶紧于第二送料架420,从而使得箱体得到两侧对其的夹紧固定,进而可以为组装机构300的组装过程提供便利。
39.进一步地,顶推组件417包括设置于第一送料架410上的顶推气缸415,顶推气缸415连接有顶推块413,顶推气缸415能够带动顶推块413朝向第二送料架420运动。
40.在某些实施例中,参照图4,位于工作位800两侧的伸缩件425的至少其一连接有驱动装置427,驱动装置427能够带动伸缩件425沿输送带440的输送方向往复运动。驱动装置427带动伸缩件425运动时,可以调节伸缩件425相对于输送带440输送方向的位置,进而对箱体的固定位置进行更改,进而适应于不同的箱体尺寸或者加工需求。
41.具体地,驱动装置427包括电机和皮带,电机通过皮带与伸缩件425连接并能够带动伸缩件425运动。
42.在某些实施例中,参照图4,机台100上设置有间距调节组件430,第一送料架410和第二送料架420的至少其一与间距调节组件430连接并能够相对于机台100运动。间距调节组件430带动第一送料架410和第二送料架420相对靠近或者相对远离时,可以直接、有效地对第一送料架410和第二送料架420之间的间距进行调节,从而使得二者可以适应于不同尺寸的箱体,进而扩展箱体输送机构400的适用范围,并提升其竞争力。
43.具体地,间距调节组件430包括电机和丝杆螺母副,电机通过丝杆螺母副与第一送料架410连接并能够带动其相对于第二送料架420运动。
44.在某些实施例中,参照图3,定位组件包括设置于第一送料架410和/或第二送料架420上的定位件423,第一送料架410和第二送料架420之间设置有升降平台450,升降平台
450能够配合定位件423对箱体进行夹紧定位。
45.具体地,输送带440为两个且分别设置于第一送料架410和第二送料架420,
46.在某些实施例中,参照图5,组装机构300包括驱动电机350,驱动电机350连接有转动件351;工作位800处设置有定位套355,螺丝输送结构360包括管道接头,管道接头和转动件351均伸入于定位套355内,转动件351能够带动管道接头输送的螺丝进行旋转。定位套355可以对管道接头所传递而来的螺丝和转动件351进行定位,从而确保二者能够顺利地在工作位800处进行工作。而驱动电机350则能够通过转动件351带动螺丝旋转,从而使得螺丝能够顺利地穿过压条并将压条连接于箱体,进而准确、有效地完成螺丝、压条和箱体之间的装配作业。
47.在某些实施例中,参照图6,机台100上设置有第一安装座330,第一安装座330上设置有第一气缸335和第二安装座340,第一气缸335与第二安装座340连接并能够带动其相对于机台100位移;定位套355及驱动电机350均设置于第二安装座340。第一气缸335带动第二安装座340相对于第一气缸335运动时,将可以带动第二安装座340上的定位套355、驱动电机350及二者之间的转动座进行运动,从而调整其相对于机台100的位置关系,进而便于三者与工作位800进行对位,并提高加工过程的精确度。
48.具体地,第一安装座330上设置有第一滑轨副333并通过第一滑轨副333与第二安装座340进行连接。第一滑轨副333可以对第二安装座340的运动进行导向和限位,从而确保第二安装座340的运动更加稳定、准确。
49.具体地,机台100上设置有升降组件310和固定座320,升降组件310通过固定座320安装于机台100,升降组件310与第一安装座330连接并能够带动其升降,从而调节定位套355和工作位800之间的高度位置。
50.进一步地,升降组件310包括气缸,气缸通过固定座320固定于机台100下部并与第一安装座330连接。
51.在某些实施例中,参照图6,第二安装座340上设置有第二气缸345,驱动电机350滑动安装于第二安装座340,第二气缸345与驱动电机350连接并能够带动驱动电机350及转动件351相对于定位套355位移。第二气缸345带动驱动电机350及转动架相对于定位套355位移时,可以直接、有效地通过转动件351带动螺丝进行轴向运动,从而达到将螺丝穿过压条并伸入于箱体的效果,进而可以顺利地完成螺丝的安装作业。
52.具体地,第二安装座340上设置有第二滑轨副343并通过第二滑轨副343与驱动电机350进行连接。第二滑轨副343可以对驱动电机350的运动进行导向和限位,从而确保转动件351和螺丝的运动更加稳定、准确。
53.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
54.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1