车辆前脸切割工装的制作方法
1.本实用新型涉及切割技术领域,具体涉及一种车辆前脸切割工装。
背景技术:
2.三轮车的前脸作为三轮车的视觉重心,自然也是三轮车设计中的重中之重,前脸的美丑也直接影响了人们对三轮车形态的感官认知。
3.现有的三轮车前脸切割方式,主要包括划线和切割两大工序,在对坯料进行切割前,需要先在坯料上划线,划线工序就是根据实际形状尺寸要求,利用专用器具在坯料表面做好切割加工线标识。当对坯料进行切割时,先将坯料放置在操作台上,操作人员使用切割刀,按照划线的标识先对坯料的一个边进行切割,当坯料的一个边切割完毕后,旋转坯料,再对坯料的下一个边进行切割。该技术方案在使用中存在以下技术问题:1.由于在切割时,操作人员无法精确的定位切割刀的切割方向,在切割时易偏离标识线,造成切割面的歪斜。2.每次切割前都需要在坯料上划线,工作效率低,工作强度大。
技术实现要素:
4.本实用新型意在提供一种车辆前脸切割工装,以提高工作效率、降低工作强度,同时能够降低切割面的歪斜几率。
5.为达到上述目的,本实用新型采用如下技术方案:车辆前脸切割工装,包括支撑单元以及用于扣在坯料上的导向框,支撑单元包括支撑架和支撑框,支撑框与支撑架转动连接,导向框包括导向框本体和若干导向杆,每根导向杆均依次固定在导向框本体的周向。
6.本方案的有益效果为:需要对坯料进行切割时,先将坯料放置在支撑框上,再将导向框扣在坯料上,沿着导向杆与坯料接触的边,先对坯料的一个边进行切割,当坯料的一个边切割完毕后,转动支撑框,支撑框的转动带动坯料和导向框同步转动,再对坯料的下一个边进行切割。
7.由于导向框和导向杆的设置,在坯料切割时,不需要提前在坯料上划线,节省了划线工序,降低了工作强度,提高了工作效率。
8.在坯料切割时,导向框扣在坯料上,操作人员只需要沿着导向杆与坯料接触的边进行切割,由于导向框能够对切割刀进行导向,从而降低了切割面歪斜的几率。
9.由于支撑框与支撑架转动连接,当坯料的一个边切割完毕后,通过转动支撑框,带动坯料同步转动,便可将需要切割的面转向操作人员。如果将支撑框与支撑架固定连接,如果需要对坯料的下一个边进行切割时,则需要同时转动坯料和导向框,在转动坯料和导向框的过程中,由于坯料和导向框比较重,转动的过程比较耗费体力;由于坯料和导向框的形状不规则,在转动的过程中,对支撑框的尺寸有要求,如果支撑框的尺寸过小,将坯料的下一个需要切割的面转向操作人员时,支撑框上可能放不下坯料和导向框。
10.进一步,导向杆与坯料的接触面为光滑面。
11.本方案的有益效果为:如果导向杆与坯料的接触面为粗糙面,在切割坯料时,导向
杆上的凹凸面会对坯料的切割过程产生干涉,导致切割面歪斜,由于凹凸面对切割过程的干涉,导致切割速度比较缓慢;当导向杆与坯料的接触面为光滑面时,坯料的切割过程会更加顺畅,同时也会提高切割速度,从而提高了工作效率。
12.进一步,导向杆上转动连接有定位孔扣片。
13.本方案的有益效果为:通过转动定位孔扣片,使得定位孔扣片抵在坯料上需要打孔的位置,定位孔扣片能够对打孔位置进行定位,防止将孔打偏。
14.进一步,支撑架包括底座和转轴,底座上固定有t型支撑柱,转轴的上下两端转动设置在t型支撑柱上。
15.本方案的有益技术效果为:如果将转轴的底部转动设置在底座上,在切割坯料时,支撑框容易晃动,从而影响切割精度,而将转轴的上下两端转动设置在t型支撑柱,使得t型支撑柱能够加强转轴的强度,从而提高了转轴的稳定性。
16.进一步,导向框的每个角均倒圆角过渡
17.本方案的有益技术效果为:防止在转动支撑框的过程中,划伤操作人员。
附图说明
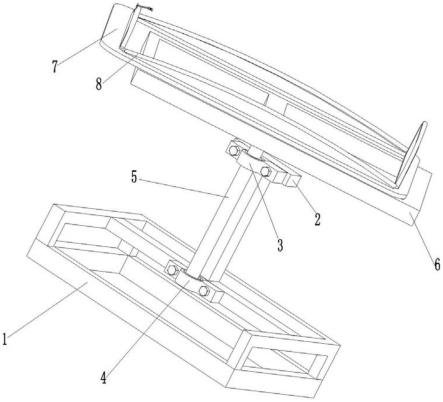
18.图1为本实用新型车辆前脸切割工装的三维图;
19.图2为本实用新型支撑单元的三维图;
20.图3为本实用新型导向框的三维图。
具体实施方式
21.下面通过具体实施方式进一步详细说明:
22.说明书附图中的附图标记包括:底座1、t型支撑柱2、第一固定座3、第二固定座4、转轴5、支撑框6、导向框本体7、导向杆8、合页9、定位孔扣片10。
23.实施例
24.如图1所示的车辆前脸切割工装,包括支撑单元、合页9以及用于扣在坯料上的导向框。
25.如图2所示,支撑单元包括支撑架和支撑框6,支撑架包括底座1和转轴5,底座1上焊接有t型支撑柱2,t型支撑柱2的前侧通过螺栓连接有第一固定座3,第一固定座3上开有通孔,通孔内过盈配合有第一轴承,底座1的前方通过螺栓连接有第二固定座4,第二固定座4上开有盲孔,盲孔内过盈配合有第二轴承,且第一轴承与第二轴承在竖直方向上同轴设置,转轴5的上端与第一轴承过盈配合,转轴5的下端与第二轴承过盈配合,支撑框6焊接在转轴5的顶部。
26.如图3所示,导向框包括导向框本体7和导向杆8,导向杆8的数量为四根,每根导向杆8均依次焊接在导向框本体7的周向,导向杆8与坯料的接触面为光滑面。左侧的导向杆8上通过合页9连接有定位孔扣片10。
27.具体实施过程如下:
28.需要对坯料进行切割时,先将坯料放置在支撑框6上,再将导向框扣在坯料上,借助切割刀,用切割刀沿着导向杆8与坯料接触的边,先对坯料的一个边进行切割,当坯料的一个边切割完毕后,转动支撑框,支撑框的转动带动坯料和导向框同步转动,再对坯料的下
一个边进行切割。当需要给坯料上打孔时,转动定位孔扣片10,使得定位孔扣片10抵在坯料上需要打孔的位置,根据定位孔扣片10定位的位置进行打孔。打孔完毕后,转动定位孔扣片10,使得定位孔扣片10离开坯料。切割完毕后,取下导向框,将切割好的坯料从支撑框6上取下来,再对下一个坯料进行切割。
29.以上所述的仅是本实用新型的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.车辆前脸切割工装,其特征在于:包括支撑单元以及用于扣在坯料上的导向框,支撑单元包括支撑架和支撑框,支撑框设置在支撑架上,支撑框与支撑架转动连接,导向框包括导向框本体和若干导向杆,每根导向杆均依次固定在导向框本体的周向。2.根据权利要求1所述的车辆前脸切割工装,其特征在于:导向杆与坯料的接触面为光滑面。3.根据权利要求2所述的车辆前脸切割工装,其特征在于:导向杆上转动连接有定位孔扣片。4.根据权利要求3所述的车辆前脸切割工装,其特征在于:支撑架包括底座和转轴,底座上固定有t型支撑柱,转轴的上下两端转动设置在t型支撑柱上。5.根据权利要求4所述的车辆前脸切割工装,其特征在于:导向框的每个角均倒圆角过渡。
技术总结
本实用新型涉及切割工装技术领域,公开了车辆前脸切割工装,包括支撑单元以及用于扣在坯料上的导向框,支撑单元包括支撑架和支撑框,支撑框设置在支撑架上,支撑框与支撑架转动连接,导向框包括导向框本体和若干导向杆,每根导向杆均依次固定在导向框本体的周向。本实用新型的车辆前脸切割工装能够提高工作效率、降低工作强度,同时能够降低切割面的歪斜几率。几率。几率。
技术研发人员:苏建波
受保护的技术使用者:重庆市功华车业有限公司
技术研发日:2022.08.31
技术公布日:2022/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1