一种手机中框侧壁弹片焊接设备的制作方法
1.本实用新型属于手机加工设备技术领域,尤其是涉及一种手机中框侧壁弹片焊接设备。
背景技术:
2.手机中框上常需要安装焊接弹片零件,传统的加工中多通过人工使用镊子进行弹片的放置,但是,弹片往往较为轻薄,需要在封闭的空间中进行操作,而且人工放置,不仅速度很慢,长时间工作容易疲惫,工作效率不高,而且存在较大的不稳定性,误差较大,容易影响产品的良品率。
技术实现要素:
3.本实用新型为了克服现有技术的不足,提供一种生产效率高、保证加工质量的手机中框侧壁弹片焊接设备。
4.为了实现上述目的,本实用新型采用以下技术方案:一种手机中框侧壁弹片焊接设备,包括机座、用于弹片出料的拨料机、用于移动弹片的机械手、安装于机械手上的弹片吸头组件、用于定位固定弹片的弹片压爪组件、用于定位固定手机中框的活动治具组件及用于焊接的焊接组件,所述弹片压爪组件和活动治具组件对应设置,所述弹片压爪组件包括安装于所述机座上的第一机架、安装于所述第一机架上的第一旋转气缸、安装于第一旋转气缸的旋转轴上的转动机架、用于定位弹片的定位柱、用于压紧弹片的压紧构件及用于调节弹片装配位置的调节构件,所述活动治具组件包括安装于所述机座上的第二机架、安装于第二机架上的旋转电机、安装于所述旋转电机的输出轴上的旋转机架及安装于所述旋转机架上的产品治具。
5.优选的,所述调节构件包括用于调节第一机架位置的第一直线模组、安装于所述转动机架上的第二滑块气缸及安装于所述第二滑块气缸的滑块上的安装台,所述第一机架固接于所述第一直线模组的滑块上,所述安装台上安装有所述压紧构件,且所述安装台上还安装有多个第二直线模组,所述第二直线模组的滑块固接有定位板,所述定位板上间隔设置有多组定位柱。
6.优选的,所述压紧构件包括安装于安装台一侧的第二旋转气缸、安装于第二旋转气缸的旋转轴上的旋转杆及固接于所述旋转杆上的多个压紧杆,所述压紧杆包括可拆卸安装于所述旋转杆上的固定罩块、可拆卸安装于所述固定罩块的连接块及可拆卸固接于连接块上的压紧块,所述压紧块与定位柱对应设置,其一端抵压于弹片上,且该端上并列固接有若干个压紧头,所述压紧头底部开设有让位槽。
7.优选的,所述固定罩块上开设有若干插槽,所述插槽内分别插接有所述连接块。
8.优选的,所述压紧块的一端开设有卡槽,所述连接头的一端卡接于所述卡槽内。
9.优选的,所述第二机架的底部安装有用于调节第二机架位置的第三直线模组,所述第二机架固接于第三直线模组的滑块上。
10.优选的,所述第二机架上固接有升降气缸,所述升降气缸的活动杆上固接有升降架,所述升降架上固接有所述旋转电机。
11.优选的,所述治具上设有吸气孔。
12.优选的,所述弹片吸头组件包括固接于所述机械手上的气缸机架、安装于所述气缸机架上的多个第一滑块气缸及固接于所述第一滑块气缸的滑块上的吸头。
13.优选的,还包括用于检测弹片角度的工业相机。
14.综上所述,本实用新型具有以下优点:
15.1、 通过机械手配合对应的机构治具,可大幅降低人工的操作工作,自动对产品进行加工,提高生产效率,保证加工质量。
16.2、 通过弹片压爪组件及活动治具组件的设置,可对弹片进一步的辅助定位固定,从而进一步提高产品的加工质量。
17.3、 通过工业相机的设置,可进一步辅助检测弹片被搬运时的状态,从而进一步保证产品装夹放置的可靠性。
附图说明
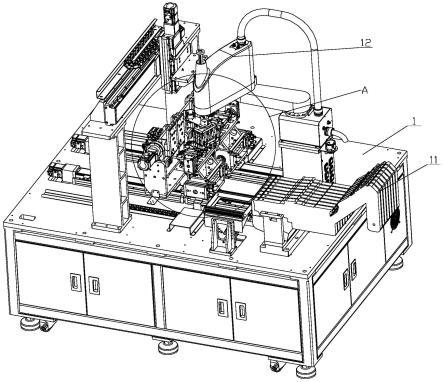
18.图1为本实用新型的结构示意图。
19.图2为图1中a处的局部放大图。
20.图3为本实用新型俯视状态下的结构示意图。
21.图4为弹片压爪组件的第一结构示意图。
22.图5为弹片压爪组件的第二结构示意图。
23.图6为图5中b处的局部放大图。
24.图7为图5中c处的局部放大图。
25.图8为活动治具组件的结构示意图。
26.附图标记:1、机座;11、拨料机;12、机械手;13、工业相机;14、镭雕机;21、第一机架;22、第一旋转气缸;23、转动机架;24、定位柱;25、第一直线模组;26、第二滑块气缸;27、安装台;28、第二直线模组;29、定位板;31、第二旋转气缸;32、旋转杆;33、压紧杆;331、固定罩块;3311、插槽;332、连接块;333、压紧块;3331、压紧头;3332、让位槽;3333、卡槽;41、第二机架;42、旋转电机;43、旋转机架;44、产品治具;45、吸气孔;46、升降气缸;47、升降架;51、气缸机架;52、第一滑块气缸;53、吸头。
具体实施方式
27.如图1-8所示,一种手机中框侧壁弹片焊接设备,包括机座1、拨料机11、机械手12、工业相机13、弹片吸头组件、弹片压爪组件、活动治具组件及焊接组件,所述拨料机11安装于机座1的一侧,以用于辅助弹片出料;所述机械手12和工业相机13安装于所述机座1上,所述机械手12上安装有所述弹片吸头组件,以用于吸附弹片进行搬运,所述工业相机13位于所述机械手12的一侧,可通过将机械手12移动至工业相机13上方,对弹片吸附的状态进行检测,以保证后续弹片放置的准确性;所述弹片压爪组件和活动治具组件对应设置,以用于分别放置限位弹片和产品。
28.进一步的,所述焊接组件安装于所述机座1上且位于所述活动治具组件上方,其为
通过滚珠丝杠型直线模组安装于机座1上的镭雕机14,所述镭雕机14安装于所述滚珠丝杠型直线模组的滑块上。
29.具体的,所述弹片压爪组件包括第一机架21、第一旋转气缸22、转动机架23、定位柱24、压紧构件及调节构件,所述调节构件包括第一直线模组25、第二滑块气缸26及安装台27,所述第一直线模组25安装于所述机座1上且并列设有多个,其为滚珠丝杠型直线模组,所述第一支架安装于所述第一直线模组25的滑块上,所述第一旋转气缸22安装于所述第一机架21上,其旋转轴上安装有所述转动机架23,所述转动机架23上安装有第二滑块气缸26,所述第二滑块气缸26的滑块呈上下滑动工作,其滑块上固接有安装台27,所述安装台27上安装有第二直线模组和压紧构件,所述第二直线模组28为丝杠滑块型直线模组,且其滑块上固接有定位板29,所述定位板29上固接有多组定位柱24且呈间隔设置,根据弹片结构的不同对应固接相应数量的定位柱24;可通过调节构件以及第一旋转气缸22对应调节弹片的位置,并通过定位柱24和压紧构件对弹片进行限位固定,从而保证产品焊接加工的高效准确。
30.进一步的,所述压紧构件包括第二旋转气缸31、旋转杆32及多个压紧杆33,所述第一旋转气缸22安装于所述安装台27上且位于所述定位板29的一侧,其旋转轴上固接有所述旋转杆32,所述旋转杆32上通过螺栓可拆卸安装固定有所述压紧杆33。
31.具体的,所述压紧杆33包括固定罩块331、连接块332及压紧块333,所述固定罩块331通过螺栓固接于所述旋转杆32上且沿旋转轴的轴向均设有多个,其上根据对应为位置安装弹片的数量的不同对应开设有若干个插槽3311,所述插槽3311内对应各插接有一个连接块332且通过螺栓固定,所述压紧块333的一端开设有卡槽3333,所述连接块332的一端卡接于所述卡槽3333内且通过螺栓固定,所述压紧块333的另一端上固接有压紧头3331,所述压紧头3331对应分布于定位柱24的一侧且抵压于弹片上,其底部开设有让位槽3332。
32.进一步的,所述活动治具组件包括第二机架41、旋转电机42、旋转机架43及产品治具44,所述机座1上安装有第三直线模组,所述第三直线模组为滚珠丝杆型直线模组,其滑块上固接有第二机架41,所述第二支架上固接有升降气缸46,所述升降气缸的活动杆上固接有升降架47,所述升降架上固接有所述旋转电机42,所述旋转电机42的输出轴上固接有旋转机架43,所述旋转机架43上并列设置有多个产品治具44,所述产品治具44上开设有多个吸气孔45,所述吸气孔45外接抽气泵以用于吸附固定产品。
33.具体的,所述弹片吸头组件包括气缸机架51、多个第一滑块气缸52及吸头53,所述气缸机架51固接于所述机械手12上,其上并列设置有多个第一滑块气缸52,每个第一滑块气缸52的滑块上固接有所述吸头53,以用于分步进行弹片的吸取和放置。
34.本实用新型的具体实施过程如下:放置产品到产品治具44上,吸气固定产品,移动第一直线模组25和第三直线模组到达设定位置,机械手12从拨料机11吸取弹片,到达相机上空进行检测校正,再放置到定位柱24上,压紧杆33压下固定弹片,第一旋转气缸22以及旋转电机42驱动,产品和弹片旋转至设定角度,使弹片可以放置在产品侧壁,最后移动镭雕机14进行焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1