一种电梯制造用激光焊接送丝嘴万向调节装置的制作方法
1.本实用新型涉及一种焊接装置,尤其是制造电梯用的激光焊接送丝嘴万向调节装置。
背景技术:
2.作为特种设备的电梯,对于制造质量特别是焊接质量有严格的要求。激光填丝焊是最近几年兴起的一种激光焊接技术,它在进行焊接的时候同步融入焊丝,从而可以焊接存在一定间隙的焊接件,而且可以通过焊丝调节焊缝化学成分,改善焊缝性能;尤其适合用于电梯的制造。但是常规激光填丝焊设备的送丝装置设计不太合理;当改变激光离焦量,或者偏移一定角度时,送丝装置需要经过复杂的调节才能使得焊丝末端聚焦在光斑焦点处;并且可以调节的范围有限,限制了激光填丝焊的应用。
技术实现要素:
3.本实用新型的目的是克服上述背景技术的不足,提供一种电梯制造用激光焊接送丝嘴万向调节装置,该装置应能方便有效地对送丝装置进行调节,以保证焊接作业高效进行。
4.本实用新型提供的技术方案是:一种电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:该装置包括安装在焊接机机架上的z轴方向调节组件、由z轴方向调节组件带动且设置有球关节的万向调节组件以及与所述球关节连接且用于夹持固定送丝嘴的夹头。
5.所述z轴方向调节组件包括固定在焊接机机架上且带有两个梯形槽的固定座、与梯形槽内的梯形块连接且可移动地定位在固定座上的固定架以及连接固定架与所述万向调节组件的螺栓。
6.所述万向调节组件包括开设有对应于所述螺栓的腰圆槽的基座、可转动地与基座上的凹坑配合从而形成球关节的圆球以及可将所述圆球锁紧的锁定结构;所述圆球通过一连接杆连接着所述的夹头。
7.所述锁定结构包括开设在基座上且贯穿凹坑的伸缩缝以及横向穿越过所述伸缩缝形成的空间平面且通过螺母配合从而将所述球关节锁紧的锁紧螺栓。
8.所述夹头包括分别铰接在连接杆端部的两个夹杆、配设在两个夹杆之间以用于抱合所述送丝嘴的两个夹片以及穿插在两个夹杆的悬伸端并且施力于两个夹杆从而夹紧所述送丝嘴的夹紧螺栓。
9.所述夹片制作有与送丝管相适合的弧面。
10.所述两块夹片附有弹性材料,以允许送丝管有一定尺寸偏差。
11.本实用新型的有益效果是:
12.1.通过z轴方向调节组件,可对送丝装置整体进行上下调节;而且仅需调节两个螺栓,简单省时。
13.2.通过送丝嘴万向调节组件2处的球关节,可对送丝嘴进行360度调节,与原有送
丝装备相比,可调节范围大大提高;而且调整完毕后仅需旋紧锁紧螺栓即可夹紧球关节,简单方便。
14.3.带有夹片的夹头可夹持不同规格的送丝嘴,并且夹紧处接触面积大,牢固可靠。
附图说明
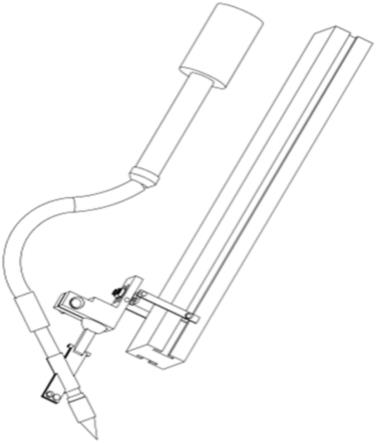
15.图1是本实用新型实施例的立体结构示意图。
16.图2是本实用新型实施例中z轴方向调节组件的立体结构示意图。
17.图3是本实用新型实施例中送丝嘴万向调节组件的立体结构示意图。
18.图4是本实用新型实施例中夹头的立体结构示意图。
19.图5是本实用新型实施例在工作时,送丝嘴与被焊工件的相互位置关系图。
20.图中标号:21、梯形槽;22、梯形块;23、固定架;24、连接螺栓;31、基座;32、腰圆槽;33、锁紧螺栓;34、圆球;35、销轴、36、伸缩缝;41、送丝管;42、夹紧螺栓;43、夹杆;44、送丝嘴;45、夹片;51焊缝;52、工件。
具体实施方式
21.以下结合附图所示实施例进一步说明
22.如图所示的电梯制造用激光焊接送丝嘴万向调节装置中,z轴方向调节组件安装在焊接机机架上,设置有球关节的万向调节组件由z轴方向调节组件带动,用于固定送丝嘴的夹头连接着所述球关节。
23.所述z轴方向调节组件中,固定座固定(通常是焊接固定)在焊接机机架上,固定座的两个侧面对称开设有两个梯形槽21,每个梯形槽内可滑动地配设着一梯形块22;一门字形的固定架23跨设在固定架上,该固定架上的两个侧杆分别通过螺栓与一一梯形块连接,从而使得固定架可以沿着梯形槽的长度方向一定;当螺栓拧紧时,则可将梯形块与固定架一起锁定在梯形槽上;从而确定固定架在固定座上的位置。所述固定架的中间位置设置有连接螺栓24,该连接螺栓用于连接所述的万向调节组件。
24.所述万向调节组件中,基座31上开设有腰圆槽32,该腰圆槽对应于所述连接螺栓以供连接螺栓穿插并且固定,从而将基座固定在固定座上。基座的一侧开设有球缺形状的凹坑,一圆球34可转动地嵌入该凹坑并且相互配合从而形成所述球关节;所述圆球通过一连接杆连接着所述的夹头。基座上还设置有用于锁紧所述圆球的锁定结构。
25.所述锁定结构中,伸缩缝开设在基座上并且贯穿凹坑(作为优选,伸缩缝过凹坑的直径线),锁紧螺栓横向穿越过所述伸缩缝形成的空间平面,并且通过螺母配合(拉紧)施力于伸缩缝两侧的凹坑壁部,从而将所述球关节锁紧。
26.所述夹头中,两个夹杆43分别铰接在连接杆的悬垂端(连接杆的悬垂端并排固定着两个销轴35,两个夹杆的端部分别设置着与销轴嵌合的销套),用于抱合所述送丝嘴的两个夹片45配设在两个夹杆之间(两个夹片相向而对,每个夹片与一个夹杆固定);夹紧螺栓42穿插在两个夹杆悬伸端的开孔中,并且通过施力于两个夹杆从而夹紧送丝管41(送丝管的一端安装着送丝嘴44)。
27.两个夹片分别制作有与送丝管相适合的弧面,以使得对送丝管的抱合固定更加稳固。所述弧面的凹面附有弹性材料(如橡胶片),即便送丝管尺寸有一定偏差,也能保证夹片
的可靠固定。
28.图5所示的激光焊接送丝嘴万向调节装置工作状态中,被焊工件为不锈钢平板,焊丝为er306,焊接方式为激光填丝对接焊。工作时,首先通过z轴方向调节组件使得整个调节组件处于一定高度,其次使用万向调节组件3中的球关节拉拽送丝嘴44处于合适的角度,最后进行激光填丝焊接作业,作业过程中送丝嘴与焊缝51的关系如图5所示。
技术特征:
1.一种电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:该装置包括安装在焊接机机架上的z轴方向调节组件、由z轴方向调节组件带动且设置有球关节的万向调节组件以及与所述关节连接且用于夹持固定送丝嘴的夹头。2.根据权利要求1所述的电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:所述z轴方向调节组件包括固定在焊接机机架上且带有两个梯形槽(21)的固定座、与梯形槽内的梯形块(22)连接且可移动地定位在固定座上的固定架(23)及连接固定架与所述万向调节组件的螺栓。3.根据权利要求2所述的电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:所述万向调节组件包括开设有对应于所述螺栓的腰圆槽的基座(31)、可转动地与基座的凹坑配合从而形成球关节的圆球(34)以及可将所述圆球锁紧的锁定结构;所述圆球通过一连接杆连接着所述的夹头。4.根据权利要求3所述的电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:所述锁定结构包括开设在基座上且贯穿凹坑的伸缩缝(36)以及横向穿越过所述伸缩缝形成的空间平面且通过螺母配合从而将所述球关节锁紧的锁紧螺栓(33)。5.根据权利要求4所述的电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:所述夹头包括分别铰接在连接杆端部的两个夹杆(43)、配设在两个夹杆之间以用于抱合所述送丝嘴的两个夹片(45)以及穿插在两个夹杆的悬伸端并且施力于两个夹杆从而夹紧所述送丝嘴的夹紧螺栓(42)。6.根据权利要求5所述的电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:所述夹片制作有与送丝管相适合的弧面。7.根据权利要求6所述的电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:所述两块夹片附有弹性材料,以允许送丝管有尺寸偏差。
技术总结
本实用新型涉及一种焊接装置。目的是提供一种电梯制造用激光焊接送丝嘴万向调节装置,该装置应能方便有效地对送丝装置进行调节,以保证焊接作业高效进行。技术方案是一种电梯制造用激光焊接送丝嘴万向调节装置,其特征在于:该装置包括安装在焊接机机架上的Z轴方向调节组件、由Z轴方向调节组件带动且设置有球关节的万向调节组件以及与所述球关节连接且用于夹持固定送丝嘴的夹头。用于夹持固定送丝嘴的夹头。用于夹持固定送丝嘴的夹头。
技术研发人员:吴亢 屠夏琦 罗英俊 应征 韩彬 袁志彬
受保护的技术使用者:浙江省特种设备科学研究院
技术研发日:2022.09.23
技术公布日:2023/1/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1