一种大型分块剪切机底座的抗振型铣加工定位装夹工装的制作方法
本技术涉及大型底座的机械加工工艺装备,具体涉及一种大型分块剪切机底座的抗振型铣加工定位装夹工装。
背景技术:
1、剪切机是一种用于剪切废旧钢材的机械设备。通过将回收的废旧钢材剪切成统一规格的物料,大大方便了废旧钢材的再生利用。
2、现有技术中典型的剪切机为龙门剪切机,其包括龙门式机架、设置在所述机架上的导轨和设置在所述机架上的上刀座和下刀座,其中的下刀座固定在机架上,上刀座则移动设置在导轨上并可通过连接上刀座的剪切油缸的驱动实现其沿导轨的上下移动,上刀座和下刀座上分别设置有上剪切刀片和下剪切刀片。龙门剪切机的机架上还设置有压料油缸,机架旁还连接有料箱和推料油缸,工作时预先将废旧钢材置于料箱中,再由推料油缸将废旧钢材推入至上刀座和下刀座的剪切刀片之间,并通过压料油缸进行固定,然后在剪切油缸的作用下上刀座向下移动,实现上剪切刀片与下剪切刀片的相互对剪,从而将废旧钢材剪断。
3、通常,龙门剪切机剪出的物料尺寸较大,不能通过分块剪切形成尺寸较小的切块以方便后续的再生处理。为此,开发出了一种分块剪切机,其主要结构包括料箱和设置在料箱的物料输出端位置的分块剪切部件,分块剪切部件包括可沿垂直于物料输出方向水平移动的刀座、设置在所述刀座上的l型切刀。工作时,料箱中的废旧物料被推送至刀座的剪切空间内,通过l型切刀将废旧物料切成小块的方形切块,每次切割完成一小块的方形切块后,刀座移动一个切割间距,然后再次使用l型切刀在废旧物料上切出下一个小块的方形切块,从而实现废旧物料在刀座移动方向的分块剪;刀座移动方向的物料被剪切完成后,料箱中的废旧物料继续向前推送,然后由l型切刀继续进行切割,从而实现废旧物料的连续分块剪。
4、上述大型分块剪切机中的分块剪切部件是通过导轨整体移动设置在底座上,底座是采用如图5所示的焊接结构件,底座上用于安装导轨的大平面是采用大型铣加工设备完成。由于分块剪切机的底座上需要安装导轨,因此其加工精度要求较高。现有技术中分块剪切机底座大平面的铣加工还存在以下问题:由于底座尺寸大、装夹受力不均匀,再加上铣削振动等原因,容易导致底座大平面的平整度超差,从而影响到导轨的安装精度。
技术实现思路
1、为了解决上述问题,本实用新型提出一种大型分块剪切机底座的抗振型铣加工定位装夹工装,旨在提高底座大平面铣加工的平整度,进而提高底座上导轨的安装精度。具体的技术方案如下:
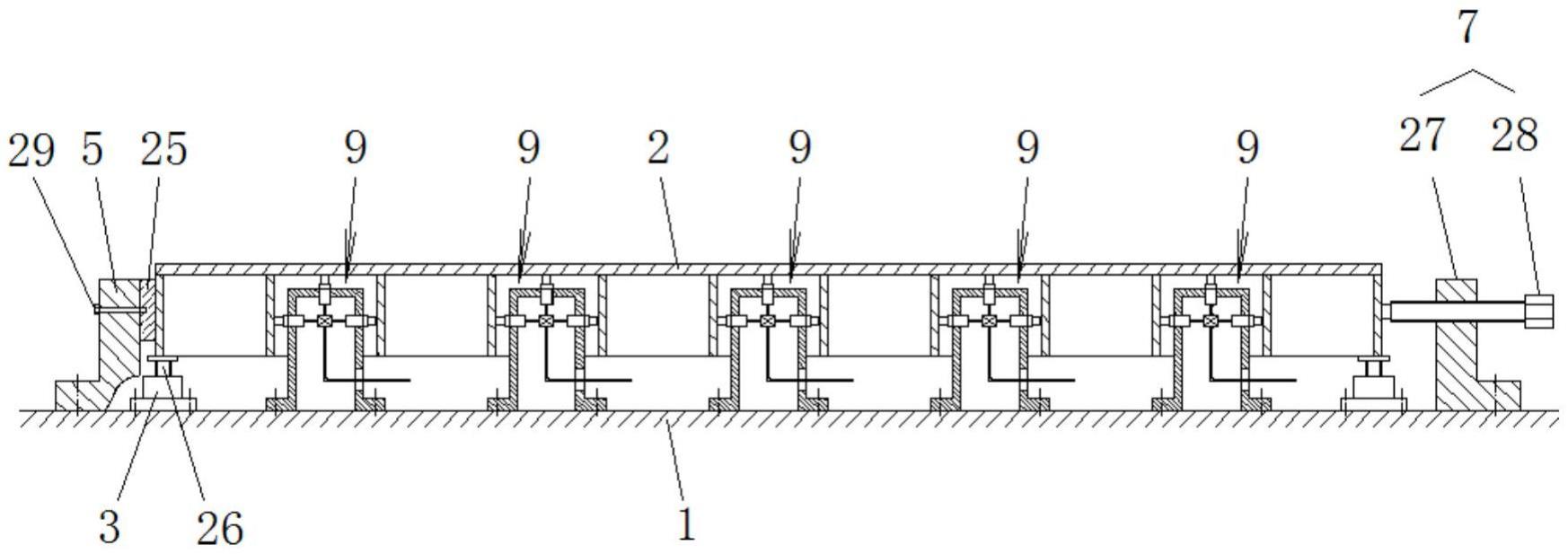
2、一种大型分块剪切机底座的抗振型铣加工定位装夹工装,包括分别设置在铣床工作台上用于定位大型分块剪切机底座下端面四角部位的四个高度垫块、用于对所述底座的后侧面进行定位的一对后侧定位靠块、用于对所述底座的左侧面进行定位的左侧定位靠块、用于从所述底座的前侧将所述底座顶紧在所述后侧定位靠块上的前侧顶紧装置、用于从所述底座的右侧将所述底座顶紧在所述左侧定位靠块上的右侧顶紧装置;在所述铣床工作台上位于所述底座的下方还间隔布置有若干数量用于浮动夹紧所述底座下部矩形格栅孔的五向浮动顶紧组件,所述五向浮动顶紧组件包括竖立设置并固定在所述铣床工作台上的浮动顶紧座、设置在所述浮动顶紧座顶端部位的顶部浮动支撑缸、设置在所述浮动顶紧座上部前侧位置的前侧浮动支撑缸、设置在所述浮动顶紧座上部后侧位置的后侧浮动支撑缸、设置在所述浮动顶紧座上部左侧位置的左侧浮动支撑缸、设置在所述浮动顶紧座上部右侧位置的右侧浮动支撑缸。
3、优选的,所述五向浮动顶紧组件在所述底座的下方的铣床工作台上呈矩形阵列布置,且每一所述五向浮动顶紧组件的上部位于所述底座下部矩形格栅孔内。
4、作为本实用新型中浮动支撑缸与浮动顶紧座安装方式的优选方案,所述浮动支撑缸的筒形外壳上设置有一段用于安装连接的外螺纹,所述浮动顶紧座上设置有用于安装连接的内螺纹孔,所述浮动支撑缸的筒形外壳的外螺纹与所述浮动顶紧座上的内螺纹孔相互螺纹配合连接。
5、优选的,所述浮动顶紧座包括底法兰和一体化连接在所述底法兰上端的四棱柱,所述底法兰与所述铣床工作台固定连接,所述顶部浮动支撑缸、前侧浮动支撑缸、后侧浮动支撑缸、左侧浮动支撑缸和右侧浮动支撑缸分别对应固定在所述四棱柱的顶端部位、前侧部位、后侧部位、左侧部位和右侧部位。
6、为了简化控制浮动支撑缸的液压管路部分的管路连接结构,所述四棱柱的下部向上开设有空腔,所述四棱柱的空腔壁上开设有液压管路安装孔,所述顶部浮动支撑缸、前侧浮动支撑缸、后侧浮动支撑缸、左侧浮动支撑缸和右侧浮动支撑缸分别通过接管连接至六通接头,所述六通接头连接至液压管路系统。
7、为了方便大型底座的快速吊装就位,所述左侧定位靠块、后侧定位靠块的靠接面上分别设置有用于吊装所述底座时自动靠平的永久磁铁板。
8、优选的,所述永久磁铁板分别通过紧固螺钉固定在所述左侧定位靠块和后侧定位靠块的靠接面上。
9、本实用新型中,所述高度垫块的上端设置有高度调节螺钉。
10、本实用新型中,所述前侧顶紧装置和所述右侧顶紧装置分别包括侧向顶压座和设置在所述侧向顶压座上的侧向顶紧螺钉。
11、本实用新型的使用方法如下:
12、(1)工装安装:将大型分块剪切机底座的抗振型铣加工定位装夹工装安装到铣床工作台上;
13、(2)工件吊装:将底座吊装到高度垫块上,吊装时将底座的两个相邻侧面靠平在后侧定位靠块和左侧定位靠块的侧向定位面上;
14、(3)侧向顶紧:通过前侧顶紧装置和右侧顶紧装置将底座顶紧在后侧定位靠块和左侧定位靠块的侧向定位面上;
15、(4)浮动锁紧:开启连接浮动支撑缸的液压管路系统,使得阵列布置的各五向浮动顶紧组件工作,每一五向浮动顶紧组件中各浮动支撑缸分别从前侧、后侧、左侧、右侧和上侧五个方向同时浮动顶住底座背部的格栅孔,从而将底座锁紧;
16、(5)铣加工:开启铣床主轴,铣加工大型分块剪切机底座的大平面。
17、本实用新型的有益效果是:
18、第一,本实用新型的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,设置有五向浮动顶紧组件,能够从前侧、后侧、左侧、右侧和上侧五个方向同时浮动顶住底座背部的格栅孔,从而提高了底座装夹时的抗振性能,且五向浮动顶紧组件是通过阵列布置安装在底座中间区域的刚性薄弱部位,从而提高了整个底座装夹受力的均匀性,从而有利于提高底座大平面铣加工的平整度,进而提高底座上导轨的安装精度。
19、第二,本实用新型的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,五向浮动顶紧组件中的五个浮动支撑缸通过接管和六通接头连接至液压管路系统,其结构较为紧凑,且可以大幅度简化液压管路的安装结构,减少液压管路的数量,进而提高液压管路系统工作的可靠性。
技术特征:
1.一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,包括分别设置在铣床工作台上用于定位大型分块剪切机底座下端面四角部位的四个高度垫块、用于对所述底座的后侧面进行定位的一对后侧定位靠块、用于对所述底座的左侧面进行定位的左侧定位靠块、用于从所述底座的前侧将所述底座顶紧在所述后侧定位靠块上的前侧顶紧装置、用于从所述底座的右侧将所述底座顶紧在所述左侧定位靠块上的右侧顶紧装置;在所述铣床工作台上位于所述底座的下方还间隔布置有若干数量用于浮动夹紧所述底座下部矩形格栅孔的五向浮动顶紧组件,所述五向浮动顶紧组件包括竖立设置并固定在所述铣床工作台上的浮动顶紧座、设置在所述浮动顶紧座顶端部位的顶部浮动支撑缸、设置在所述浮动顶紧座上部前侧位置的前侧浮动支撑缸、设置在所述浮动顶紧座上部后侧位置的后侧浮动支撑缸、设置在所述浮动顶紧座上部左侧位置的左侧浮动支撑缸、设置在所述浮动顶紧座上部右侧位置的右侧浮动支撑缸。
2.根据权利要求1所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述五向浮动顶紧组件在所述底座的下方的铣床工作台上呈矩形阵列布置,且每一所述五向浮动顶紧组件的上部位于所述底座下部矩形格栅孔内。
3.根据权利要求1所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述浮动支撑缸的筒形外壳上设置有一段用于安装连接的外螺纹,所述浮动顶紧座上设置有用于安装连接的内螺纹孔,所述浮动支撑缸的筒形外壳的外螺纹与所述浮动顶紧座上的内螺纹孔相互螺纹配合连接。
4.根据权利要求3所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述浮动顶紧座包括底法兰和一体化连接在所述底法兰上端的四棱柱,所述底法兰与所述铣床工作台固定连接,所述顶部浮动支撑缸、前侧浮动支撑缸、后侧浮动支撑缸、左侧浮动支撑缸和右侧浮动支撑缸分别对应固定在所述四棱柱的顶端部位、前侧部位、后侧部位、左侧部位和右侧部位。
5.根据权利要求4所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述四棱柱的下部向上开设有空腔,所述四棱柱的空腔壁上开设有液压管路安装孔,所述顶部浮动支撑缸、前侧浮动支撑缸、后侧浮动支撑缸、左侧浮动支撑缸和右侧浮动支撑缸分别通过接管连接至六通接头,所述六通接头连接至液压管路系统。
6.根据权利要求1所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述左侧定位靠块、后侧定位靠块的靠接面上分别设置有用于吊装所述底座时自动靠平的永久磁铁板。
7.根据权利要求6所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述永久磁铁板分别通过紧固螺钉固定在所述左侧定位靠块和后侧定位靠块的靠接面上。
8.根据权利要求1所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述高度垫块的上端设置有高度调节螺钉。
9.根据权利要求1所述的一种大型分块剪切机底座的抗振型铣加工定位装夹工装,其特征在于,所述前侧顶紧装置和所述右侧顶紧装置分别包括侧向顶压座和设置在所述侧向顶压座上的侧向顶紧螺钉。
技术总结
本技术公开了一种大型分块剪切机底座的抗振型铣加工定位装夹工装,包括设置在所述铣床工作台上间隔布置的若干数量用于浮动夹紧所述底座下部矩形格栅孔的五向浮动顶紧组件,所述五向浮动顶紧组件包括竖立设置并固定在所述铣床工作台上的浮动顶紧座、设置在所述浮动顶紧座顶端部位的顶部浮动支撑缸、设置在所述浮动顶紧座上部前侧位置的前侧浮动支撑缸、设置在所述浮动顶紧座上部后侧位置的后侧浮动支撑缸、设置在所述浮动顶紧座上部左侧位置的左侧浮动支撑缸、设置在所述浮动顶紧座上部右侧位置的右侧浮动支撑缸。本技术提高了底座大平面铣加工的平整度,进而提高了底座上导轨的安装精度。
技术研发人员:黄雨星,黄晓亮
受保护的技术使用者:中船澄西船舶修造有限公司
技术研发日:20221019
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!