一种整流桥焊接治具的制作方法
本技术涉及焊接治具领域,具体而言,涉及一种整流桥焊接治具。
背景技术:
1、对整流桥连接导线的焊接的加工过程中,因为导线需要竖直设置在整流桥上,在未加热焊接之前,需要多名操作人员对导线进行扶持以及对整流桥进行转运,待整流桥内的锡膏对导线进行连接后,扶持导线的操作人员才能撤走。在加工过程中,加热温度大约在300℃,操作人员与加热源较近,存在安全隐患,同时多名操作人员配合焊接,焊接效率较差,生产成本较高。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种整流桥焊接治具,能解决焊接效率较差,生产成本较高和存在安全隐患等技术问题。
2、为解决上述技术问题,本实用新型提供如下技术方案:
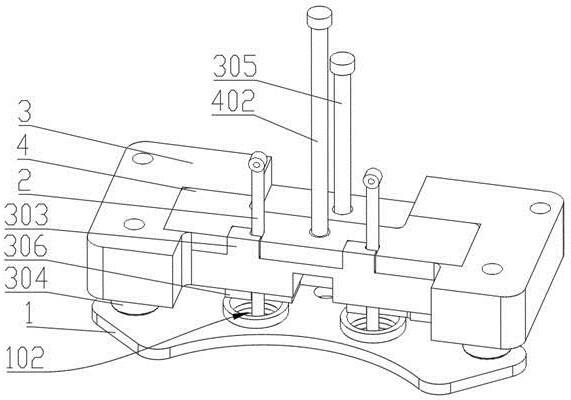
3、一种整流桥焊接治具,用于对整流桥和导线进行焊接,所述导线的顶端设置有凸起,其特征在于,包括底座,所述底座固定在整流桥上,所述底座上开设有导向通道,所述底座上盖合有盖板,所述盖板上开设有限位通道,所述限位通道和导向通道的端部相互重叠,所述导线插接在限位通道和导向通道内,所述导线的侧壁与限位通道和导向通道的端部顶抵接触。
4、进一步的,所述导向通道的端部固定有限位凸块,所述限位凸块嵌设在限位通道内,所述限位凸块的侧部开设有向内凹陷的限位部,所述导线贴合在限位部上并向下延伸。
5、进一步的,所述底座的底部固定有定位柱,所述整流桥上开设有定位孔,所述定位柱插接在定位孔内。
6、进一步的,所述定位柱的底面上固定有定位凸块,所述定位凸块插接定位孔内,所述定位柱的底面与整流桥的顶面相互贴合。
7、进一步的,所述底座的顶面上开设有安装槽,所述盖板嵌设在安装槽内。
8、进一步的,所述盖板和底座的顶面上分别固定有向上凸起的第一安装杆和第二安装杆。
9、进一步的,所述底座的两侧固定有夹持组件,所述夹持组件对底座和整流桥进行夹持固定。
10、进一步的,所述底座的底面上固定有垫高块,所述垫高块与整流桥顶抵接触。
11、本实用新型的有益效果是:
12、1、本方案中,限位通道和导向通道的端部相互重叠,导线插接在限位通道和导向通道相互重叠的位置,导向通道和限位通道共同对导线起到限位作用,保证导线竖直设置在整流桥上等待加热焊接。操作人员安装好导线后不需要对导线进行扶持,远离热源,避免安装隐患,同时可以对整流桥和导线进行批量安装,具有更高的焊接效率。
13、2、本方案中,垫高块保证底座高于整流桥上的焊接位,便于操作人员对整流桥和导线的焊接情况进行直观的观察,避免整流桥内的锡膏焊接的高度过高,影响导线的灵活性。
技术特征:
1.一种整流桥焊接治具,用于对整流桥和导线进行焊接,所述导线的顶端设置有凸起,其特征在于,包括底座,所述底座固定在整流桥上,所述底座上开设有导向通道,所述底座上盖合有盖板,所述盖板上开设有限位通道,所述限位通道和导向通道的端部相互重叠,所述导线插接在限位通道和导向通道内,所述导线的侧壁与限位通道和导向通道的端部顶抵接触。
2.根据权利要求1所述的一种整流桥焊接治具,其特征在于:所述导向通道的端部固定有限位凸块,所述限位凸块嵌设在限位通道内,所述限位凸块的侧部开设有向内凹陷的限位部,所述导线贴合在限位部上并向下延伸。
3.根据权利要求1所述的一种整流桥焊接治具,其特征在于:所述底座的底部固定有定位柱,所述整流桥上开设有定位孔,所述定位柱插接在定位孔内。
4.根据权利要求3所述的一种整流桥焊接治具,其特征在于:所述定位柱的底面上固定有定位凸块,所述定位凸块插接定位孔内,所述定位柱的底面与整流桥的顶面相互贴合。
5.根据权利要求1所述的一种整流桥焊接治具,其特征在于:所述底座的顶面上开设有安装槽,所述盖板嵌设在安装槽内。
6.根据权利要求1所述的一种整流桥焊接治具,其特征在于:所述盖板和底座的顶面上分别固定有向上凸起的第一安装杆和第二安装杆。
7.根据权利要求1所述的一种整流桥焊接治具,其特征在于:所述底座的两侧固定有夹持组件,所述夹持组件对底座和整流桥进行夹持固定。
8.根据权利要求1所述的一种整流桥焊接治具,其特征在于:所述底座的底面上固定有垫高块,所述垫高块与整流桥顶抵接触。
技术总结
本技术涉及焊接治具领域,具体而言,涉及一种整流桥焊接治具,包括底座,所述底座固定在整流桥上,所述底座上开设有导向通道,所述底座上盖合有盖板,所述盖板上开设有限位通道,所述限位通道和导向通道的端部相互重叠,所述导线插接在限位通道和导向通道内,所述导线的侧壁与限位通道和导向通道的端部顶抵接触,限位通道和导向通道的端部相互重叠,导线插接在限位通道和导向通道相互重叠的位置,导向通道和限位通道共同对导线起到限位作用,保证导线竖直设置在整流桥上等待加热焊接。操作人员安装好导线后不需要对导线进行扶持,远离热源,避免安装隐患,同时可以对整流桥和导线进行批量安装,具有更高的焊接效率。
技术研发人员:陈水云
受保护的技术使用者:厦门贝可佳电子科技有限公司
技术研发日:20230214
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!