一种多功能引线焊接装置的制作方法
1.本实用新型涉及植入式医疗设备的焊接加工领域,具体的涉及一种多功能引线焊接装置。
背景技术:
2.目前,植入式医疗设备的引线焊接流程需要包括引线折弯、焊接和裁剪等步骤,但现有的引线焊接装置往往仅具有单一的焊接功能,需要在焊接前使用镊子等折弯工具先进行引线的折弯,且在焊接后使用剪刀等裁剪工具对引线进行长度的裁剪。
3.而现有的镊子等折弯工具,折弯角度的精准度和一致性均较差;现有的剪刀等裁剪工具,裁剪时常常会因缺少限位而导致裁剪长度难以统一;且通过三套装置分别进行折弯、焊接和裁剪的操作,会导致产品之间的个体差异大、合格率低,不适合批量化生产。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺陷,提供了一种多功能引线焊接装置,该装置同时具有折弯、焊接和裁剪定位功能,可以保证引线折弯角度的精度,焊接的一致性、可靠性,以及裁剪的一致性,可以大幅提高产品的合格率,方便产品的批量化生产。
5.为了实现以上目的及其他目的,本实用新型是通过包括以下技术方案实现的:本实用新型提供了一种多功能引线焊接装置,其特征在于,包括:焊接定位工装;夹具,定位放置在所述焊接定位工装上,所述夹具的上端面上设置有放置架和安装部,所述放置架的轮廓形状与植入式医疗设备壳体的轮廓形状匹配,以限位固定所述植入式医疗设备壳体;所述安装部位于所述植入式医疗设备壳体待焊接的一端;折弯工装,安装在所述安装部上,用于折弯待焊接在所述植入式医疗设备壳体上的引线;裁剪定位工装,安装在所述安装部上,且与所述折弯工装平行设置,用于定位所述引线的裁剪位置。
6.在一实施例中,所述折弯工装包括尾部、中部和头部,所述尾部、中部和头部依次连接且截面形状依次减小,所述头部设置有曲面凸台。
7.在一实施例中,所述尾部和中部的截面形状均为半圆弧形,所述尾部的直径大于所述中部的直径,且所述尾部和中部的平面端共面。
8.在一实施例中,所述安装部上开设有一安装孔,所述折弯工装通过所述安装孔定向安装在所述安装部上;所述安装孔为变径孔,包括与所述尾部的形状相匹配的大孔段,以及与所述中部的形状相匹配的小孔段。
9.在一实施例中,所述裁剪定位工装的底部设置有一半圆槽,所述半圆槽的形状与所述引线的形状相匹配。
10.在一实施例中,所述安装部与所述放置架之间形成有一容纳槽,所述容纳槽用于容纳第一电极。
11.在一实施例中,所述焊接定位工装包括底座、靠山和电极座,所述靠山和电极座分别设置在所述底座的上端面上,所述第一电极的一端固定安装在所述电极座上,所述第一
电极的电极头的正上方设置有第二电极,所述第一电极通过外部电源与所述第二电极电连接。
12.在一实施例中,所述靠山包括第一定位块和第二定位块,所述第二定位块垂直设置在所述第一定位块的一侧,所述电极座设置在所述第一定位块的另一侧。
13.在一实施例中,所述靠山呈t型。
14.在一实施例中,所述夹具的底部开设有一定位槽,所述定位槽的形状与所述第二定位块的形状匹配,所述夹具通过所述定位槽设置在所述第二定位块上,并定位靠设在所述第一定位块与所述第二定位块相连的一侧。
15.本实用新型结构简单、使用方便,可以实现所述引线的折弯角度精准定位、焊接精准定位和裁剪长度精准定位,可以有效保证所述植入式医疗设备壳体的焊接加工一致性,提高产品合格率,适合产品的批量化加工生产。
附图说明
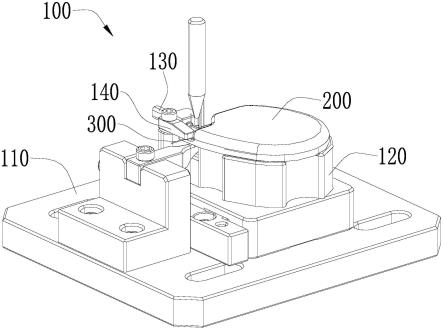
16.图1显示为本实用新型一种多功能引线焊接装置的使用时的结构示意图。
17.图2a显示为本实用新型中焊接定位工装的俯视结构示意图。
18.图2b显示为本实用新型中焊接定位工装的侧视结构示意图。
19.图3a显示为本实用新型中夹具、折弯工装和裁剪定位工装配合使用时的立体结构示意图。
20.图3b显示为本实用新型中夹具、折弯工装和裁剪定位工装配合使用时的侧视示意图。
21.图3c显示为本实用新型中夹具、折弯工装和裁剪定位工装配合使用时的俯视示意图。
22.图4显示为图3c中a位置的放大示意图。
23.图5显示为本实用新型中折弯工装的立体结构示意图。
具体实施方式
24.请参阅图1至图5。以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。
25.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供本领域的技术人员了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。
26.如图1所示,本实用新型提供了一种多功能引线焊接装置100,包括焊接定位工装110、夹具120、折弯工装130和裁剪定位工装140,所述夹具120定位放置在所述焊接定位工装110上,用于放置待焊接的植入式医疗设备壳体200;所述折弯工装130安装在所述夹具120上,用于折弯待焊接在所述植入式医疗设备壳体200上的引线300;所述裁剪定位工装140安装在所述夹具120上,用于定位所述引线300的裁剪位置。所述多功能引线焊接装置100可以实现所述引线300的折弯角度精准定位、焊接精准定位和裁剪长度精准定位,可以
有效保证所述植入式医疗设备壳体200焊接加工的一致性,提高产品合格率,适合产品的批量化加工生产。
27.如图2a所示,所述焊接定位工装110包括底座111、靠山112和电极座113,所述靠山112和电极座113分别设置在所述底座111的上端面上。请结合图1,所述靠山112用于定位放置所述电极座113和夹具120。具体的,所述靠山112包括第一定位块1121和第二定位块1122,所述第二定位块1122垂直设置在所述第一定位块1121的一侧,即所述靠山112呈t型。所述电极座113设置在所述第一定位块1121的另一侧,用于固定第一电极151。所述第一电极151的一端固定安装在所述电极座113上,进一步地,所述第一电极151与所述第二定位块1122平行设置。请结合图2b所示,所述第一电极151的电极头的正上方设置有第二电极152,所述第一电极151通过外部电源与所述第二电极152电连接。
28.需要说明的是,虽然图中示出的所述靠山112呈t型,但本领域技术人员容易知道,所述靠山112还可以是l型或其他可以对所述夹具120和电极座113进行定位的特殊形状。
29.如图3a和图3b所示,所述夹具120的底部开设有一定位槽121。请结合图1和图2a,所述定位槽121的形状与所述第二定位块1122的形状匹配,所述夹具120通过所述定位槽121设置在所述第二定位块1122上,并定位靠设在所述第一定位块1121与所述第二定位块1122相连的一侧。进一步地,请结合图3c,所述夹具120的上端面上设置有放置架122和安装部123,所述放置架122的轮廓形状与所述植入式医疗设备壳体200的轮廓形状匹配,以限位固定所述植入式医疗设备壳体200。所述安装部123位于所述植入式医疗设备壳体200待焊接的一端,用于安装所述折弯工装130和裁剪定位工装140。
30.进一步地,如图3b所示,所述安装部123与所述放置架122之间形成有一容纳槽124。请结合图1,所述容纳槽124用于容纳所述第一电极151。
31.进一步地,请结合图3b和图3c,所述裁剪定位工装140通过螺栓固定安装在所述安装部123上,且与所述折弯工装130平行设置。所述裁剪定位工装140的底部设置有一半圆槽141,所述半圆槽141用于容纳所述引线300。具体地,所述半圆槽141的形状与所述引线300的形状相匹配。
32.如图5所示,所述折弯工装130包括依次连接的尾部131、中部132和头部133,所述尾部131和中部132的截面形状均为半圆弧形,且所述尾部131和中部132的平面端共面。具体的,所述尾部131的直径大于所述中部132的直径,使得所述尾部131和中部132的连接面形成限位凸台1311,所述限位凸台1311为所述折弯工装130的安装定位基准。所述头部133的截面轮廓小于所述中部132的截面轮廓,且所述头部133设置有曲面凸台1331,所述曲面凸台1331为所述引线300的折弯基准。
33.请回顾图3c,所述安装部123上开设有一安装孔1231,所述折弯工装130通过所述安装孔1231定向安装在所述安装部123上。进一步地,所述安装孔1231为变径孔,包括与所述尾部131的形状相匹配的大孔段,以及与所述中部132的形状相匹配的小孔段。虽然图中未示出,但可以知道,所述大孔段和小孔段的截面形状均为半圆弧形。安装时,将所述折弯工装130插入所述安装孔1231中,所述头部133和中部132可以先后穿过所述大孔段和小孔段,而所述尾部131只能通过所述大孔段,无法通过所述小孔段,即所述限位凸台1311顶住所述小孔段时,所述折弯工装130安装到位。
34.需要说明的是,所述安装孔1231的截面形状与所述折弯工装130的截面形状设计
为半圆弧形,是为了便于对所述折弯工装130进行安装方向的限定。故该设计并不是必要的,所述安装孔1231的截面形状与所述折弯工装130的截面形状还可以是能保证所述折弯工装130具有唯一安装方向的其他形状。
35.如图4所示,所述植入式医疗设备壳体200上设置有馈通210,所述引线300为所述馈通210上待处理的一根引线。所述引线300先经由所述折弯工装133进行折弯,折弯后的所述引线300需要焊接在所述植入式医疗设备壳体200的待焊接位置c上,所述待焊接位置c位于所述头部133和所述裁剪定位工装140之间。进一步地,所述引线300的裁剪位置为所述裁剪定位工装140的靠近所述头部133一侧的边缘b。
36.请结合图1-图5,本实用新型提供的所述多功能引线焊接装置100在进行所述引线300的折弯、焊接和裁剪加工前,所述夹具120、折弯工装130、裁剪定位工装140均处于待安装状态。所述引线300的折弯、焊接和裁剪加工的具体操作过程如下:
37.(1)引线折弯:将所述植入式医疗设备壳体200放入所述夹具120上;其次,将所述折弯工装130插入所述安装孔1231中,将所述引线300沿着所述曲面凸台1331进行折弯;然后,所述裁剪定位工装140锁紧安装在所述夹具120上,此时所述半圆槽141刚好压紧所述引线300;
38.(2)引线焊接:通过所述定位槽121将所述夹具120放置在所述靠山112的所述第二定位块1122上,并于所述第一定位块1121的端面贴合,此时,所述第一电极151的电极头位于待焊接位置c的正下方,所述第二电极152的电极头位于所述待焊接位置c的正上方;然后,给所述第一电极151和第二电极152通电,以使所述第一电极151和所述第二电极152之间形成电路回路,回路当中所述引线300与所述植入式医疗设备壳体200的连接面电阻最大,在3毫秒/9000a的脉冲电流作用下,所述引线300与所述植入式医疗设备壳体200产生热量使得两者焊接;
39.(3)引线裁剪:焊接完成后,将所述夹具120从所述靠山112上移出;然后,使用裁剪刀沿着所述裁剪定位工装140的边缘b裁剪所述引线300;
40.(4)最后,从所述夹具120上拆除所述折弯工装130和裁剪定位工装140,即完成所述引线300的折弯、焊接和定长裁剪。
41.所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1