太阳能电池片的翻面焊接装置的制作方法
1.本实用新型涉及太阳能电池制作领域,具体涉及一种太阳能电池片的翻面焊接装置。
背景技术:
2.太阳能光伏发电是新能源和可再生能源中最具有发展前途的方 式。太阳能光伏发电的最基本元件是太阳能电池单元片,有单晶硅、多晶硅、非晶硅和薄膜电池等。由一个或多个太阳电池片组成的太阳能电池板称为光伏组件,或太阳能电池组件。由于非晶硅太阳能电池 在经济上的优势使其在整个太阳能电池领域中的地位正在迅速升高,成为一些发达国家能源计划的重点。
3.不同产品所使用的电池功率不相同,每片电池的电流是固定的,需要更大电流、功率的电池时就需要将多个电池芯片组装焊接在一起,并焊上汇流条,汇流条将多排电池串连接,另一端的电池片需要通过汇流条分别引出光伏组件的两个输出电极。所以,在制作不同产品的电池组件时,都需要重新焊接组装。
4.本公司尝试过手动将多个电池排版在一起,送入焊枪下进行焊接,但是焊枪较少,需要不停的移动焊枪来焊接各个电池片的接触点,焊接效率低。后来为了提高焊接效率,我们利用工装夹具将多把焊枪按照阵列方式纵横排列,按照电池间的间隔距离进行排布,这样能同时焊接多个电池在一起。
5.经过实验,虽然焊接效率增高了,但是还是需要人工排版电池块,工作简单繁复,完全能够利用机器替代,所以我们在焊接工位的侧边又增加了排版装置,实现了完全自动化的排版焊接工艺。
6.排版和焊接的工作难度都攻克了,我们还需要将其焊接好的电池板转移到另一个焊接设备上,翻面焊接汇流条,汇流条能够将多排电池串连接,另一端的电池片需要通过汇流条分别引出光伏组件的两个输出电极。汇流条的焊接点位于薄膜太阳能电池片串的下方,焊接时需要人工翻转薄膜太阳能电池片串。这样操作很不方便,而且在翻转薄膜太阳能电池片串和焊接过程中容易损伤薄膜太阳能电池片。
技术实现要素:
7.为解决上述技术问题,本实用新型的目的在于太阳能电池片的翻面焊接装置,连接至电池片排版、焊接制造线上,构成排版、焊接、翻面、汇流条焊接的流水线工艺,流水线式的生产模式,效率高,还不损伤薄膜太阳能电池片,保证焊接位置准确,焊接效果牢固。
8.为了实现上述目的,本实用新型的技术方案如下:
9.太阳能电池片的翻面焊接装置,包括伺服移动轨道、电池片排版平台和焊枪夹具,所述电池片排版平台安装在伺服移动轨道上,所述焊枪夹具跨设在伺服移动轨道的上方,且处于电池片排版平台的滑动行程范围内,焊枪夹具上设有多组焊枪,
10.还包括辊轨道、平台盖板、纵向轨道组、盖板架、真空吸盘组、翻转机构和翻转夹
具,所述辊轨道对接在伺服移动轨道的下游端,且辊轨道的宽度窄于伺服移动轨道的宽度,电池片排版平台的宽度宽于辊轨道的宽度,
11.盖板架为门字型结构,搭建在辊轨道传输方向的左右两侧,所述纵向轨道组竖直安装在盖板架上对着辊轨道的中间位置,在纵向轨道组上搭建着真空吸盘组,真空吸盘组朝向正下方,所述平台盖板利用真空负压吸附在真空吸盘组上,平台盖板活动式的盖合在电池片排版平台上,
12.所述翻转机构搭建在辊轨道传输方向的左右两侧,并处于盖板架的内侧方,所述翻转夹具对称安装在翻转机构的两个翻转轴上,翻转夹具处于辊轨道传输方向的左右两侧,两个翻转夹具的夹持手夹持住盖在一起的平台盖板和电池片排版平台。
13.优选的,真空吸盘组由一个矩形框架、四个及四个以上的真空吸嘴组成,四个真空吸嘴通过真空副管连接至矩形框架架顶的真空阀门上,真空阀门通过真空主管外接在真空泵上。
14.优选的,所述翻转机构至少由驱动电机、旋转盘和夹具支撑组成,驱动电机的电机轴水平朝向辊轨道安装,旋转盘安装在驱动电机的电机轴上,夹具支撑垂直于旋转盘安装,所述翻转夹具安装在夹具支撑上。
15.优选的,所述翻转夹具为手指气缸,两个对称的手指气缸打开时,手指气缸的夹持部处于电池片排版平台的上下两方位侧。
16.优选的,在辊轨道传输方向的其中一边侧还设有推料气缸,推料气缸置于盖板架的上游位,在推料气缸的缸轴前端设有推动电池片排版平台往辊轨道下游端移动的推进结构。
17.优选的,所述推进结构包括推力杠杆和杠杆支撑,杠杆支撑同样固定在辊轨道的边侧,与推料气缸同侧,推力杠杆的支点铰接在杠杆支撑的顶部,推料气缸的缸轴连接在推力杠杆的其中一端,推力杠杆的另一端摆动着作用在辊轨道上的电池片排版平台上。
18.优选的,所述推料气缸和推进结构设有两组,分别对称安装在辊轨道传输方向的左右两侧。
19.本实用新型与现有技术相比的有益效果是:辊轨道负责接住从伺服移动轨道上传输过来的电池片排版平台,移动过来后,由于辊轨道没有动力,电池片排版平台会停留在盖板架的正下方,由真空吸盘组带动平台盖板盖在电池片排版平台上,盖住焊接好的电池片串,再右翻转机构带着旋转180
°
,翻面后,换电池片排版平台上升,继续往下传输,就能传输至汇流条焊接工位上,焊接汇流条,形成一条流水线式的操作模式,效率高,还不损伤薄膜太阳能电池片,保证焊接位置准确,焊接效果牢固。
20.对称设计的翻转机构,翻转夹具在打开状态迎接电池片排版平台滑动过来,还能挡住电池片排版平台,避免移动错位,能确保平台盖板盖在准确的位置上。
21.推料气缸和推进结构的设计,在plc程序的控制下,能定时的送走已经翻转过的平台盖板,让平台盖板带着电池片串继续移动至下一汇流条焊接工位,避免停在该位置影响下一个电池片排版平台的传输、翻转。
附图说明
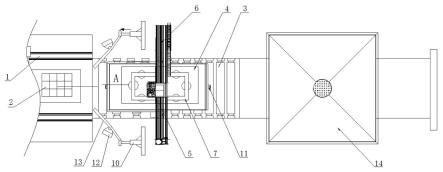
22.图1为本实用新型的俯视结构示意图;
23.图2为图1的a向结构示意图。
具体实施方式
24.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例进一步阐述本实用新型。
25.如图1、图2所示的太阳能电池片的翻面焊接装置,包括伺服移动轨道1、电池片排版平台和焊枪夹具,所述电池片排版平台2安装在伺服移动轨道1上,所述焊枪夹具跨设在伺服移动轨道1的上方,且处于电池片排版平台2的滑动行程范围内,焊枪夹具上设有多组焊枪,在电池片排版平台2上设有阵列排布的排版腔,电池片先排版在电池片排版平台2上,电池片排版平台2顺着伺服移动轨道1滑入焊枪夹具内进行焊接,焊接好后传输至翻面工位下。
26.还包括辊轨道3、平台盖板4、纵向轨道组5、盖板架6、真空吸盘组7、翻转机构8和翻转夹具9,所述辊轨道3对接在伺服移动轨道1的下游端,且辊轨道3的宽度窄于伺服移动轨道1的宽度,在伺服移动轨道1的尾部还可以搭建引导板,电池片排版平台2的宽度宽于辊轨道2的宽度,盖板架6为门字型结构,搭建在辊轨道3传输方向的左右两侧,所述纵向轨道组5竖直安装在盖板架6上对着辊轨道3的中间位置,在纵向轨道组5上搭建着真空吸盘组7,真空吸盘组7朝向正下方,所述平台盖板4利用真空负压吸附在真空吸盘组7上,平台盖板4活动式的盖合在电池片排版平台2上,具体的是盖在电池片排版平台2排版腔内,所述翻转机构8搭建在辊轨道3传输方向的左右两侧,并处于盖板架6的内侧方,所述翻转夹具9对称安装在翻转机构8的两个翻转轴上,翻转夹具9处于辊轨道3传输方向的左右两侧,两个翻转夹具9的夹持手夹持住盖在一起的平台盖板4和电池片排版平台2。
27.在本实施例中,为了吸取悬挂起矩形形状的平台盖板4和电池片排版平台2,真空吸盘组7由一个矩形框架70、四个及四个以上的真空吸嘴71组成,四个真空吸嘴71通过真空副管72连接至矩形框架架71顶的真空阀门上,真空阀门通过真空主管外接在真空泵上。多个真空吸嘴71从不同的方位抽真空提起平台盖板4下降,翻转后再次抽真空提起电池片排版平台2,矩形框架70来安装真空吸嘴71,平稳性更好。
28.优选的,所述翻转机构8至少由驱动电机80、旋转盘81和夹具支撑82组成,驱动电机80的电机轴水平朝向辊轨道安装,旋转盘81安装在驱动电机80的电机轴上,夹具支撑82垂直于旋转盘81安装,所述翻转夹具9安装在夹具支撑82上。在本实施例中,翻转夹具9为手指气缸,两个对称的手指气缸打开时,手指气缸的夹持部处于电池片排版平台2的上下两方位侧,具体的是在手指气缸打开的时候,电池片排版平台2划过来,平台盖板4盖上,手指气缸夹持住平台盖板4和电池片排版平台5,两者被翻转机构8带动着一起翻转,翻转过后,平台盖板4在下,电池片排版平台2在上,真空吸盘组7再次吸取电池片排版平台2提升上去,露出翻面后的电池片串。
29.在翻转工作完成后,需要一个动力将载有电池片串的平台盖板4推动至下一汇流条焊接工位,在辊轨道3传输方向的其中一边侧还设有推料气缸10,推料气缸10置于盖板架6的上游位,在推料气缸10的缸轴前端设有推动电池片排版平台2往辊轨道3下游端移动的推进结构,引导板一直延伸至推料气缸10位置,防止电池片排版平台2因为伺服移动轨道传输的惯性而导致移位偏移,在辊轨道3的缝隙中还可以设置可升降的限位气缸11,限位气缸
11的缸轴上升至辊轨道3的上平面,挡住滑过来的电池片排版平台2,使其稳稳的停在翻转夹具9的中间位置。
30.所述推进结构包括推力杠杆12和杠杆支撑13,杠杆支撑13同样固定在辊轨道3的边侧,与推料气缸10同侧,推力杠杆12的支点铰接在杠杆支撑13的顶部,推料气缸11的缸轴连接在推力杠杆12的其中一端,推力杠杆12的另一端摆动着作用在辊轨道3上的电池片排版平台2上。所述推料气缸10和推进结构设有两组,分别对称安装在辊轨道3传输方向的左右两侧。
31.在翻转机构8的下一工位设置着汇流条焊接机14,在辊轨道3上利用推料气缸10将其推往该工位,在该工位的焊接 位置设有一限位杆,使得平台盖板滑行到准确的焊接位置后就停留下来,等待完成焊接工作。
32.该装置在工作时:电池片排版平台2被伺服移动轨道1传输至辊轨道上,被限位气缸11挡在纵向轨道组5、盖板架6的正下方,接着纵向轨道组5带着平台盖板4盖在电池片排版平台2,盖好后不忙撤回,等手指气缸伸出夹住平台盖板4和电池片排版平台2,夹持好后,真空吸盘组7放气松开,伺服移动轨道1上升。最后,翻转机构8翻转180
°
,使得平台盖板4和电池片排版平台2调换位置,真空吸盘组7再次下降提起电池片排版平台2,露出平台盖板4和上面的电池片。
33.接下来就由推料气缸10和推进结构推着平台盖板4往前滑动,移动至汇流条焊接机14下,进行汇流条的焊接。
34.以上对本实用新型提供的太阳能电池片的翻面焊接装置进行了详细介绍。具体实施例的说明只是用于帮助理解本实用新型的方法及其核心思想,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1