一种挂钩焊接夹具的制作方法
本技术涉及夹具,尤其涉及一种挂钩焊接夹具。
背景技术:
1、挂钩在各类挂架上有大量运用,一般情况下,挂钩是通过钢筋或者其它合金棒弯折形成。但是对于柄部设有外螺纹的大挂钩,如果直接通过钢筋或合金棒先弯折再加工螺纹,相对比较费劲。故目前的做法大多是挂钩的柄部直接采购丝杆,再焊接钩部,这样钩部(一般呈u型)可以批量弯折,提高加工效率。目前,柄部和钩部的焊接基本采用人工焊接,通常是一种规格的挂钩对应一种焊接夹具,然而大挂钩的用量相对来说较少,其对应的焊接夹具闲置需要较大的空间来容放,不便于管理,而且因为使用频次较少,管理不到位的话,找起来也会比较麻烦。
技术实现思路
1、本实用新型的目的在于提供一种挂钩焊接夹具,其能够适配多种规格的挂钩焊接,而且操作简单。
2、为达到上述目的,本实用新型公开了一种挂钩焊接夹具,其包括:
3、底座。
4、至少两套柄部定位件,固定在所述底座上,所述柄部定位件上设有第一定位槽,且所述第一定位槽的宽度自槽底向槽口方向递增。
5、三套钩部定位件,三所述钩部定位件呈三角形排布,且其中一所述钩部定位件与两套柄部定位件在同一直线上,其余两所述钩部定位件活动设置在底座上;所述钩部定位件上设有第二定位槽,所述第二定位槽的槽型与第一定位槽的槽型相同,且所述第一定位槽和第二定位槽的槽底平齐。
6、至少一套柄部压紧件,用于将挂钩的柄部压紧在所述第一定位槽中。
7、至少一套钩部压紧件,用于将挂钩的钩部压紧在所述第二定位槽中。
8、优选地,三套所述钩部定位件分别定义为第一定位件、第二定位件和第三定位件,所述第一定位件与两套柄部定位件在同一直线上;所述第二定位件滑动连接在底座上,且所述第二定位件相对第一定位件滑动;所述底座上还滑动连接有一滑座,所述第三定位件滑动连接在滑座上,所述滑座相对底座的滑动方向垂直于第三定位件相对滑座的滑动方向,且所述第二定位件的滑动方向平行于滑座相对底座的滑动方向或第三定位件相对滑座的滑动方向。
9、优选地,所述第三定位件上的第二定位槽的长度方向垂直于第一定位件上的第二定位槽的长度方向;所述第一定位件和第二定位件的第二定位槽的长度方向相互平行,且第一定位件上的第二定位槽的长度方向与第一定位槽的长度方向一致。
10、优选地,所述底座上设有第一滑轨、第二滑轨、第一滑块和第二滑块,所述滑座上设有第三滑轨和第三滑块,所述第一滑块滑动连接在第一滑轨上,所述第二定位件固定在第一滑块上;所述第二滑块滑动连接在第二滑轨上,所述滑座固定在第二滑块上;所述第三滑块滑动连接在第三滑轨上,所述第三定位件固定在第三滑块上。
11、优选地,所述第一滑块上螺纹连接有第一止位螺丝,所述第一止位螺丝可抵紧第一滑轨或底座;所述滑座上螺纹连接有第二止位螺丝,所述第二止位螺丝可抵紧第二滑轨或底座;所述第三滑块上螺纹连接有第三止位螺丝,所述第三止位螺丝可抵紧第三滑轨或底座。
12、优选地,所述第三定位件上的第二定位槽的长度不大于3mm,所述第一定位槽的长度不小于5mm。
13、优选地,所述柄部压紧件和钩部压紧件均包括快速夹钳和压紧部,所述压紧件连接在快速夹钳的钳臂上,所述快速夹钳驱动压紧部可抵紧挂钩。
14、优选地,所述压紧部顶部设有螺杆,所述快速夹钳的钳臂上设有螺孔,所述螺杆螺纹连接在螺孔中。
15、优选地,所述柄部压紧件的压紧部为胶垫。
16、优选地,所述钩部压紧件的压紧部为横杆。
17、本实用新型具有以下有益效果:
18、通过至少两套柄部定位件定位为挂钩的柄部,可以保证柄部有效定位。通过三条钩部定位件可以保证钩部有效定位,且其中一套钩部定位件与两套柄部定位件在同一直线上,可以保证柄部和钩部精准对接,再通过柄部压紧件和钩部压紧件压紧,柄部和钩部不容易发生位移,保证两者可以顺利地焊接在一起。第一定位槽和第二定位槽的槽型一致且槽底对齐,而第一定位槽的宽度自槽底向槽口方向递增,这般设置后,不同直径的挂钩在本夹具中也能保持平整度,同时通过调整两活动连接在底座上的柄部定位件,可以适配不同大小的钩部,进而使得本实用新型可以适配不同规格的挂钩焊接,实用性更强。
技术特征:
1.一种挂钩焊接夹具,其特征在于,包括:
2.根据权利要求1所述的挂钩焊接夹具,其特征在于:三套所述钩部定位件分别定义为第一定位件、第二定位件和第三定位件,所述第一定位件与两套柄部定位件在同一直线上;所述第二定位件滑动连接在底座上,且所述第二定位件相对第一定位件滑动;所述底座上还滑动连接有一滑座,所述第三定位件滑动连接在滑座上,所述滑座相对底座的滑动方向垂直于第三定位件相对滑座的滑动方向,且所述第二定位件的滑动方向平行于滑座相对底座的滑动方向或第三定位件相对滑座的滑动方向。
3.根据权利要求2所述的挂钩焊接夹具,其特征在于:所述第三定位件上的第二定位槽的长度方向垂直于第一定位件上的第二定位槽的长度方向;所述第一定位件和第二定位件的第二定位槽的长度方向相互平行,且第一定位件上的第二定位槽的长度方向与第一定位槽的长度方向一致。
4.根据权利要求2所述的挂钩焊接夹具,其特征在于:所述底座上设有第一滑轨、第二滑轨、第一滑块和第二滑块,所述滑座上设有第三滑轨和第三滑块,所述第一滑块滑动连接在第一滑轨上,所述第二定位件固定在第一滑块上;所述第二滑块滑动连接在第二滑轨上,所述滑座固定在第二滑块上;所述第三滑块滑动连接在第三滑轨上,所述第三定位件固定在第三滑块上。
5.根据权利要求4所述的挂钩焊接夹具,其特征在于:所述第一滑块上螺纹连接有第一止位螺丝,所述第一止位螺丝可抵紧第一滑轨或底座;所述滑座上螺纹连接有第二止位螺丝,所述第二止位螺丝可抵紧第二滑轨或底座;所述第三滑块上螺纹连接有第三止位螺丝,所述第三止位螺丝可抵紧第三滑轨或底座。
6.根据权利要求2所述的挂钩焊接夹具,其特征在于:所述第三定位件上的第二定位槽的长度不大于3mm,所述第一定位槽的长度不小于5mm。
7.根据权利要求1所述的挂钩焊接夹具,其特征在于:所述柄部压紧件和钩部压紧件均包括快速夹钳和压紧部,所述压紧件连接在快速夹钳的钳臂上,所述快速夹钳驱动压紧部可抵紧挂钩。
8.根据权利要求7所述的挂钩焊接夹具,其特征在于:所述压紧部顶部设有螺杆,所述快速夹钳的钳臂上设有螺孔,所述螺杆螺纹连接在螺孔中。
9.根据权利要求7或8所述的挂钩焊接夹具,其特征在于:所述柄部压紧件的压紧部为胶垫。
10.根据权利要求7或8所述的挂钩焊接夹具,其特征在于:所述钩部压紧件的压紧部为横杆。
技术总结
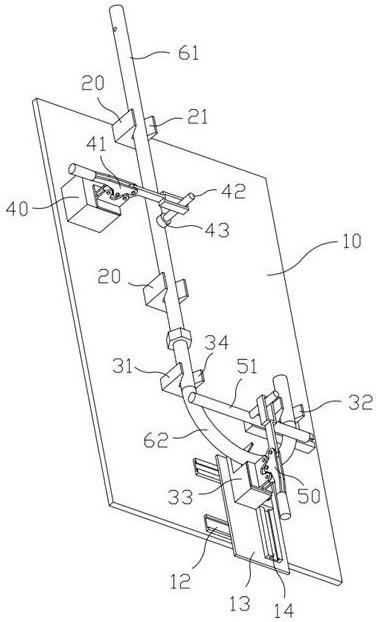
本技术涉及一种挂钩焊接夹具,其包括:底座。至少两套柄部定位件,固定在所述底座上,所述柄部定位件上设有第一定位槽,且所述第一定位槽的宽度自槽底向槽口方向递增。三套钩部定位件,三所述钩部定位件呈三角形排布,且其中一所述钩部定位件与两套柄部定位件在同一直线上,其余两所述钩部定位件活动设置在底座上;所述钩部定位件上设有第二定位槽,所述第二定位槽的槽型与第一定位槽的槽型相同,且所述第一定位槽和第二定位槽的槽底平齐。至少一套柄部压紧件,用于将挂钩的柄部压紧在所述第一定位槽中。至少一套钩部压紧件,用于将挂钩的钩部压紧在所述第二定位槽中。本技术能够适配多种规格的挂钩焊接,而且操作简单。
技术研发人员:张佳伟
受保护的技术使用者:翔联展示货架(厦门)有限公司
技术研发日:20221129
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!