一种双倒角的直齿压装螺栓生产装置的制作方法
1.本实用新型涉及螺栓生产技术领域,具体为一种双倒角的直齿压装螺栓生产装置。
背景技术:
2.目前,在汽车的装配过程中,通常需要通过紧固件来实现不同零部件之间的连接,而螺栓正是其中最常见的机械零件的一种。螺栓是一种配用螺母的圆柱形带螺纹的紧固件;螺栓与螺母配合用于紧固连接两个带有通孔的零件;而中国授权专利且专利号为cn202120143333.5,一种双倒角的直齿压装螺栓生产装置,提供一种生产双倒角的螺栓。其中生产的螺栓的第一倒角在螺栓压装过程中能够预先导入到对手件的光孔内能够很好的起作导引作用,避免螺栓歪斜,起导正功能;第二倒角为一个较长的小锥度倒角,在压装过程中能够使螺栓直齿部分缓慢的压入对手件,减少压入过程中的阻力从而可以避免直齿被剃除问题,解决压装阻力过大产生掉铁粉情况;但是其利用的是冲压模具进行冲压形成的双倒角的,冲压模具会不断与材料发生摩擦,从而导致冲压模具的温度逐渐升高,冲压模具在温度升高后,会使得自身的机械性能发生变化,影响了模具的精度,同时还容易导致模具损坏,而中国授权专利且专利号为cn202120143333.5,一种双倒角的直齿压装螺栓生产装置中并未设计冷却装置对冲压模具进行冷却,对冲压模具的冷却方式大多通过自然冷却,这种冷却方式效率较低。
技术实现要素:
3.为解决现有技术的冲压模具会不断与材料发生摩擦,从而导致冲压模具的温度逐渐升高,冲压模具在温度升高后,会使得自身的机械性能发生变化,影响了模具的精度,同时还容易导致模具损坏,本实用新型提供一种双倒角的直齿压装螺栓生产装置。
4.为了解决上述技术问题,本实用新型提供了如下的技术方案:
5.本实用新型一种双倒角的直齿压装螺栓生产装置,包括定模和动模,所述定模上设置有定模芯,且所述定模芯设有用于对螺栓上的双倒角进行冲压成型的成型腔;且所述动模上设有对螺栓的盖帽进行冲压成型的动模芯;所述定模芯的内部设有第一冷却腔道,且所述动模芯上设有第二冷却腔道,且所述第一冷却腔道、第二冷却腔道上均设有用冷却水进水管和冷却水出水管。
6.作为本实用新型的一种优选技术方案,所述定模的底部设有将成型腔内的螺栓顶出的顶出机构。
7.作为本实用新型的一种优选技术方案,所述顶出机构包括设置在定模底部的且与成型腔底部连通的通孔,所述定模的顶部经固定架固定有顶出气缸,且所述顶出气缸的伸缩端设有沿着通孔移动的顶出杆。
8.作为本实用新型的一种优选技术方案,所述顶出杆的顶部设有顶出块。
9.作为本实用新型的一种优选技术方案,所述定模、动模设有用于安装定模芯和动
模芯的安装腔,且所述定模芯和动模芯经螺栓固定在定模、动模。
10.本实用新型的有益效果是:
11.该种双倒角的直齿压装螺栓生产装置,通过在定模芯的内部设有第一冷却腔道以及在动模芯上设有第二冷却腔道,通过向定模芯和动模芯通入循环水来进行降温,从而避免了冲压模具的温度逐渐升高,会使得自身的机械性能发生变化,影响了模具的精度,以及导致模具损坏现象的发生。
附图说明
12.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
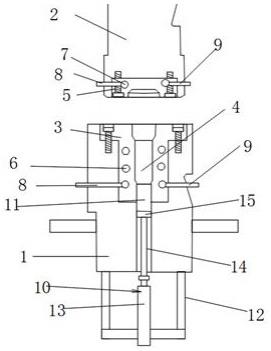
13.图1是本实用新型一种双倒角的直齿压装螺栓生产装置的结构示意图;
14.图2是本实用新型一种双倒角的直齿压装螺栓生产装置的顶环结构示意图。
15.图中:1、定模;2、动模;3、定模芯;4、成型腔;5、动模芯;6、第一冷却腔道;7、第二冷却腔道;8、冷却水进水管;9、冷却水出水管;10、顶出机构;11、通孔;12、固定架;13、顶出气缸;14、顶出杆;15、顶出块;17、安装腔。
具体实施方式
16.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
17.实施例:如图1、图2所示,本实用新型一种双倒角的直齿压装螺栓生产装置包括定模1和动模2,所述定模1上设置有定模芯3,且所述定模芯3设有用于对螺栓上的双倒角进行冲压成型的成型腔4;且所述动模2上设有对螺栓的盖帽进行冲压成型的动模芯5;所述定模芯3的内部设有第一冷却腔道6,且所述动模芯5上设有第二冷却腔道7,且所述第一冷却腔道6、第二冷却腔道7上均设有用冷却水进水管8和冷却水出水管9。通过在定模1芯的内部设有第一冷却腔道6以及在动模2芯上设有第二冷却腔道7,通过向定模1芯和动模2芯通入循环水来进行降温,从而避免了冲压模具的温度逐渐升高,会使得自身的机械性能发生变化,影响了模具的精度,以及导致模具损坏现象的发生。
18.其中,所述定模1的底部设有将成型腔4内的螺栓顶出的顶出机构10。其中,所述顶出机构10包括设置在定模1底部的且与成型腔4底部连通的通孔11,所述定模1的顶部经固定架12固定有顶出气缸13,且所述顶出气缸13的伸缩端设有沿着通孔11移动的顶出杆14。其中,所述顶出杆14的顶部设有顶出块15。方便将成型腔内的螺栓进行顶出,从而方便进行拿取。
19.其中,所述定模1、动模2设有用于安装定模芯3和动模芯5的安装腔,且所述定模芯3和动模芯5经螺栓固定在定模1、动模2,具有便于安装和拆卸的特点,同时在对不同规格的螺栓进行冲压时方便更换不同的定模芯3和动模芯5。
20.工作时,通过在定模1芯的内部设有第一冷却腔道6以及在动模2芯上设有第二冷却腔道7,通过向定模1芯和动模2芯通入循环水来进行降温,从而避免了冲压模具的温度逐渐升高,会使得自身的机械性能发生变化,影响了模具的精度,以及导致模具损坏现象的发生。
21.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种双倒角的直齿压装螺栓生产装置,其特征在于,包括定模(1)和动模(2),所述定模(1)上设置有定模芯(3),且所述定模芯(3)设有用于对螺栓上的双倒角进行冲压成型的成型腔(4);且所述动模(2)上设有对螺栓的盖帽进行冲压成型的动模芯(5);所述定模芯(3)的内部设有第一冷却腔道(6),且所述动模芯(5)上设有第二冷却腔道(7),且所述第一冷却腔道(6)、第二冷却腔道(7)上均设有用冷却水进水管(8)和冷却水出水管(9)。2.根据权利要求1所述的一种双倒角的直齿压装螺栓生产装置,其特征在于,所述定模(1)的底部设有将成型腔(4)内的螺栓顶出的顶出机构(10)。3.根据权利要求2所述的一种双倒角的直齿压装螺栓生产装置,其特征在于,所述顶出机构(10)包括设置在定模(1)底部的且与成型腔(4)底部连通的通孔(11),所述定模(1)的顶部经固定架(12)固定有顶出气缸(13),且所述顶出气缸(13)的伸缩端设有沿着通孔(11)移动的顶出杆(14)。4.根据权利要求3所述的一种双倒角的直齿压装螺栓生产装置,其特征在于,所述顶出杆(14)的顶部设有顶出块(15)。5.根据权利要求1所述的一种双倒角的直齿压装螺栓生产装置,其特征在于,所述定模(1)、动模(2)设有用于安装定模芯(3)和动模芯(5)的安装腔(17),且所述定模芯(3)和动模芯(5)经螺栓固定在定模(1)、动模(2)。
技术总结
本实用新型公开了一种双倒角的直齿压装螺栓生产装置,包括定模和动模,所述定模上设置有定模芯,且所述定模芯设有用于对螺栓上的双倒角进行冲压成型的成型腔;且所述动模上设有对螺栓的盖帽进行冲压成型的动模芯;所述定模芯的内部设有第一冷却腔道,且所述动模芯上设有第二冷却腔道,且所述第一冷却腔道、第二冷却腔道上均设有用冷却水进水管和冷却水出水管;本实用新型通过向定模芯和动模芯通入循环水来进行降温,从而避免了冲压模具的温度逐渐升高,会使得自身的机械性能发生变化,影响了模具的精度,以及导致模具损坏现象的发生。以及导致模具损坏现象的发生。以及导致模具损坏现象的发生。
技术研发人员:李志刚 向晓兵 胡春生 成红科 尤建波
受保护的技术使用者:邯郸市群星五金制品有限公司
技术研发日:2022.11.29
技术公布日:2023/3/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1