一种钢丝生产组合对焊装置的制作方法
本技术属于钢丝生产,具体涉及一种钢丝生产组合对焊装置。
背景技术:
1、钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品,钢丝生产过程中需要对两根独立的钢丝进行对焊,现有的对焊方式大多是采用人工焊接进行对焊,在对焊时往往不能满足很好的对位精度,会导致焊接出现偏差,同时人工将两段钢丝进行定位再没有特制夹具的情况下会导致两段钢丝的对焊点发生错位,在焊接时需要不断的对两段钢丝的对焊点的位置进行调整,费时费力。
2、为此,设计一种钢丝生产组合对焊装置来解决上述问题。
技术实现思路
1、为解决上述背景技术中提出的问题。本实用新型提供了一种钢丝生产组合对焊装置,可以对两段待焊接的钢丝进行夹持固定,提高焊接的精准度。
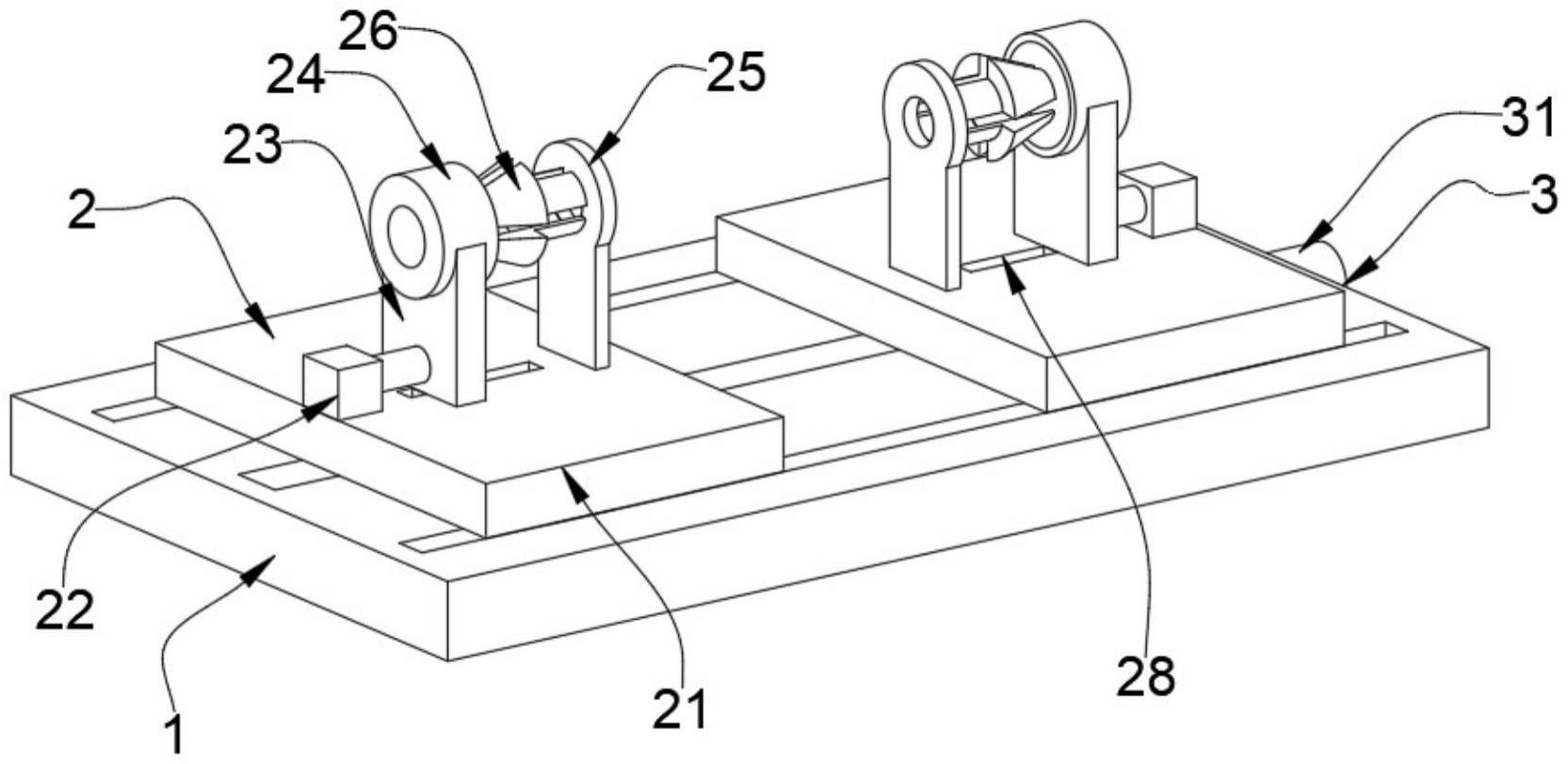
2、为实现上述目的,本实用新型提供如下技术方案:一种钢丝生产组合对焊装置,包括底座,还包括对称设置在所述底座表面的固定组件;
3、所述固定组件包括称设置在所述底座表面的两组滑座以及安装在所述滑座表面的气缸和滑动设置在所述滑座表面的移动板,所述气缸的活塞端固定安装在所述移动板的一侧,所述移动板远离所述滑座的一端一体成型有固定套,所述移动板远离所述气缸的一侧,并位于所述滑座的表面安装有固定板,所述固定板靠近所述移动板的一侧固定连接有弹性块。
4、作为本实用新型一种钢丝生产组合对焊装置优选的,所述移动板的底面一体成型有导向块,所述滑座的表面开设有与所述导向块相匹配的导向槽,且所述移动板通过所述导向块和所述导向槽滑动连接在所述滑座的表面。
5、作为本实用新型一种钢丝生产组合对焊装置优选的,所述弹性块靠近所述固定套的一端为锥形设置,且所述固定套的内部设置有与所述弹性块相匹配的锥形槽。
6、作为本实用新型一种钢丝生产组合对焊装置优选的,还包括设置在所述底座表面的调节组件,所述调节组件包括安装在所述底座一侧的电机以及所述底座表面开设的滑槽内通过轴承转动连接的双向丝杆和螺纹连接在所述双向丝杆上的两个螺套,所述双向丝杆的一端贯穿所述底座,并与所述电机的转动轴相连接,两个所述螺套的同一侧表面分别和两个所述滑座的底面相连接。
7、作为本实用新型一种钢丝生产组合对焊装置优选的,两个所述滑座的底面均一体成型设置有导块,所述底座的表面开设有与所述导块相匹配的导槽,且所述滑座通过设置的导块和所述导槽滑动连接在所述底座的表面。
8、与现有技术相比,本实用新型的有益效果是:
9、1、在此基础上加入了固定组件,因固定套的内部和弹性块均为锥形结构设置,以便于将弹性块插接在固定套内时,通过挤压时,弹性块产生弹性变形将钢丝夹持在弹性块内,即可方便人员对两个固定后的钢丝进行焊接操作;
10、2、与此同时,在此基础上还加入了调节组件,将两个钢丝夹持后,因螺纹连接在双向丝杆上的螺套固定安装在滑座的底部,在双向丝杆发生转动时以便于将滑座上夹持的两个钢丝之间进行对接,保证两个钢丝之间的焊接距离即对焊点。
技术特征:
1.一种钢丝生产组合对焊装置,包括底座(1),其特征在于:还包括对称设置在所述底座(1)表面的固定组件(2);
2.根据权利要求1所述的钢丝生产组合对焊装置,其特征在于:所述移动板(23)的底面一体成型有导向块(27),所述滑座(21)的表面开设有与所述导向块(27)相匹配的导向槽(28),且所述移动板(23)通过所述导向块(27)和所述导向槽(28)滑动连接在所述滑座(21)的表面。
3.根据权利要求1所述的钢丝生产组合对焊装置,其特征在于:所述弹性块(26)靠近所述固定套(24)的一端为锥形设置,且所述固定套(24)的内部设置有与所述弹性块(26)相匹配的锥形槽。
4.根据权利要求1所述的钢丝生产组合对焊装置,其特征在于:还包括设置在所述底座(1)表面的调节组件(3),所述调节组件(3)包括安装在所述底座(1)一侧的电机(31)以及所述底座(1)表面开设的滑槽(32)内通过轴承转动连接的双向丝杆(33)和螺纹连接在所述双向丝杆(33)上的两个螺套(34),所述双向丝杆(33)的一端贯穿所述底座(1),并与所述电机(31)的转动轴相连接,两个所述螺套(34)的同一侧表面分别和两个所述滑座(21)的底面相连接。
5.根据权利要求4所述的钢丝生产组合对焊装置,其特征在于:两个所述滑座(21)的底面均一体成型设置有导块(36),所述底座(1)的表面开设有与所述导块(36)相匹配的导槽(35),且所述滑座(21)通过设置的导块(36)和所述导槽(35)滑动连接在所述底座(1)的表面。
技术总结
本技术属于钢丝生产技术领域,尤其为一种钢丝生产组合对焊装置,包括底座,还包括对称设置在所述底座表面的固定组件;通过固定套的内部和弹性块均为锥形结构设置,以便于将弹性块插接在固定套内时,通过挤压时,弹性块产生弹性变形将钢丝夹持在弹性块内,即可方便人员对两个固定后的钢丝进行焊接操作;将两个钢丝夹持后,因螺纹连接在双向丝杆上的螺套固定安装在滑座的底部,在双向丝杆发生转动时,螺套带动两个滑座相对移动,以便于将滑座上夹持的两个钢丝之间进行对接,保证两个钢丝之间的焊接距离即对焊点。
技术研发人员:田桂华,张宜文,谢志安,王昕,连江,赵巧芳,闫崇健,闫宇,宋宝东,卢帅章,黄晨,王伟星
受保护的技术使用者:本溪银龙预应力材料有限公司
技术研发日:20221209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!