一种镜面冲压刀口的制作方法
本技术属于冲切模具相关,具体是一种镜面冲压刀口。
背景技术:
1、冲切模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲切模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、专利文件cn106881396a公开的一种闷头冲切刀,所述冲切刀包括环形本体,环形本体侧面设有竖直的凹槽,环形本体上方设有连接板,所述连接板上设有连接孔,环形本体内壁往下延伸形成切刃,所述环形本体内部设置有弹簧,所述弹簧上端连接在连接板背面,弹簧下端连接回弹块,所述回弹块的高度高于环形本体底部,本发明结构简单,稳定性好,成本低,易装配更换,出模速度快,强度和圆度达到要求,工作效率高。
3、传统冲头容易出现卡废料现象,使得废料无法正常排出,不易排除;其次因为冲头内设有空心的料道结构,降低了冲头的整体强度,重复使用后容易造成冲头断裂,或者剪口处出现缺陷,寿命大大降低。
技术实现思路
1、本实用新型解决的问题是:
2、1、传统冲头容易出现卡废料现象,使得废料无法正常排出,不易排除;
3、2、因为冲头内设有空心的料道结构,降低了冲头的整体强度,重复使用后容易造成冲头断裂,或者剪口处出现缺陷,寿命大大降低。
4、本实用新型的目的可以通过以下技术方案实现:
5、一种镜面冲压刀口,包括下模体和冲头,所述冲头固定安装在下模体的上端外表面中部位置,所述冲头的侧边外表面贯穿开设两组侧冲剪口,两组侧冲剪口之间呈斜对称设置,所述冲头的内侧中部位置设有镜面料道,且镜面料道的一端外表面设有斜面凹槽,所述镜面料道的内侧固定安装有加固棱条。
6、作为本实用新型的进一步技术方案,所述加固棱条的数量为两根,且加固棱条和侧冲剪口之间错位设置,利用加固棱条的设置,可以增加冲头的局部厚度,在不影响侧冲剪口使用的情况下,提升冲头的结构强度。
7、作为本实用新型的进一步技术方案,所述加固棱条的侧边外表面为弧形结构,两组加固棱条之间相互对称。
8、作为本实用新型的进一步技术方案,所述冲头的上部活动安装有用来固定冲切材料的上模体,所述冲切材料套接在冲头的表面,在冲切材料加工时,将冲切材料套接在下模体的冲头上,利用上模体对冲切材料上部进行固定,避免冲切材料出现松动现象。
9、作为本实用新型的进一步技术方案,所述冲头的外表面设有镀钛层,所述冲头的镜面料道内设有wpc涂层,通过表面镀钛层,可以减少冲压废料粘接,使得材料与冲头之间减少摩擦,其次wpc涂层的处理是0.04-0.2mm左右的微粒子,以100m/s以上的高度碰撞金属表面,在冲头表面附件产生高残留压缩应力,效果是提高了冲头的疲劳强度,因此对防止剪口折损和崩刃,能发挥很好的效果。
10、作为本实用新型的进一步技术方案,所述冲头的两侧分别设有用来配合侧冲剪口使用的冲切机,两组冲切机呈斜对称设置。
11、本实用新型的有益效果:本实用新型通过在冲头内设置镜面料道,同时喷涂wpc涂层,将传统冲头内部料道结构改成镜面料道加镀层结构,使得料道结构更加光滑,令废料可以轻松从镜面料道内排出,从而避免废料在内部堆积,防止其堆积到剪口部位,避免冲头受到不均匀的冲击力造成冲压刀口破损,通过镜面料道的设置,解决了不易排除废料等问题,提高了模具寿命,大大降低成本,提升其料道结构的光滑程度,其次wpc涂层的处理是0.04-0.2mm左右的微粒子,以100m/s以上的高度碰撞金属表面,在冲头表面附件产生高残留压缩应力,效果是提高了冲头的疲劳强度,因此对防止侧冲剪口折损和崩刃能发挥很好的效果,提升该冲头结构的使用寿命;
12、通过设置加固棱条,在该镜面冲压刀口结构使用时,通过在镜面料道的内侧设置两根加固棱条,同时使得加固棱条和侧冲剪口之间错位设置,利用加固棱条的设置,可以增加冲头的局部厚度,在不影响侧冲剪口使用的情况下,提升冲头的结构强度,使用者将冲切材料套接在下模体的冲头上,利用上模体对冲切材料上部进行固定,避免冲切材料出现松动现象,通过启动两组冲切机,利用冲切机从两侧对侧冲剪口进行冲切操作,使得冲切材料侧边完成开孔作业,利用加固棱条的设置,可以有效提升该冲头结构的强度,避免其出现崩裂现象。
技术特征:
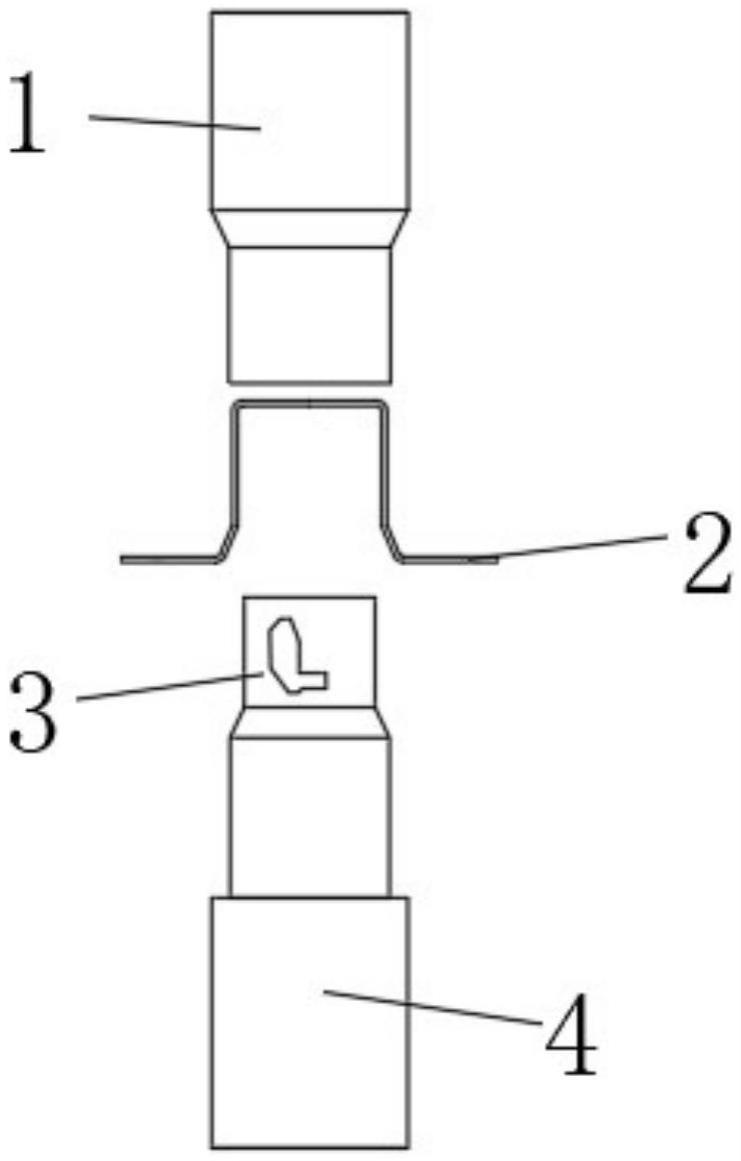
1.一种镜面冲压刀口,其特征在于,包括下模体(4)和冲头(3),所述冲头(3)固定安装在下模体(4)的上端外表面中部位置,所述冲头(3)的侧边外表面贯穿开设两组侧冲剪口(5),两组侧冲剪口(5)之间呈斜对称设置,所述冲头(3)的内侧中部位置设有镜面料道(9),且镜面料道(9)的一端外表面设有斜面凹槽(6),所述镜面料道(9)的内侧固定安装有加固棱条(7)。
2.根据权利要求1所述的一种镜面冲压刀口,其特征在于,所述加固棱条(7)的数量为两根,且加固棱条(7)和侧冲剪口(5)之间错位设置。
3.根据权利要求2所述的一种镜面冲压刀口,其特征在于,所述加固棱条(7)的侧边外表面为弧形结构,两组加固棱条(7)之间相互对称。
4.根据权利要求1所述的一种镜面冲压刀口,其特征在于,所述冲头(3)的上部活动安装有用来固定冲切材料(2)的上模体(1),所述冲切材料(2)套接在冲头(3)的表面。
5.根据权利要求1所述的一种镜面冲压刀口,其特征在于,所述冲头(3)的外表面设有镀钛层,所述冲头(3)的镜面料道(9)内设有wpc涂层。
6.根据权利要求1所述的一种镜面冲压刀口,其特征在于,所述冲头(3)的两侧分别设有用来配合侧冲剪口(5)使用的冲切机(8),两组冲切机(8)呈斜对称设置。
技术总结
本技术公开了一种镜面冲压刀口,包括下模体和冲头,所述冲头固定安装在下模体的上端外表面中部位置,所述冲头的侧边外表面贯穿开设两组侧冲剪口,两组侧冲剪口之间呈斜对称设置,所述冲头的内侧中部位置设有镜面料道,且镜面料道的一端外表面设有斜面凹槽,所述镜面料道的内侧固定安装有加固棱条,所述加固棱条的数量为两根,且加固棱条和侧冲剪口之间错位设置;令废料可以轻松从镜面料道内排出,从而避免废料在内部堆积,防止其堆积到剪口部位,避免冲头受到不均匀的冲击力造成冲压刀口破损,通过镜面料道的设置,解决了不易排除废料等问题,其次用加固棱条的设置,可以有效提升该冲头结构的强度,避免其出现崩裂现象。
技术研发人员:严家凯,顾江平,谢丁胜,黄伟
受保护的技术使用者:安庆帝伯格茨缸套有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!