装夹设备的制作方法
本技术涉及组装,具体涉及一种装夹设备。
背景技术:
1、现有的装夹设备内部具有收料区域、装夹区域,在组装物料时,首先,通过下料机械手将物料移动至装夹区域进行组装成装夹品,并将组装后的装夹品移载至收料区域的收料件上,然后,将装夹设备关停,以避免出现安全事故,最后,操作员打开设备门从收料区域上的将装夹设备下料机械手收料件取出,并将空载的收料件放置于收料区域装夹设备下料机械手。然而,这种使得操作员直接在设备内下料机械手作业,存在安全隐患,且停机取料的作业方式使得装夹设备无法实现连续性作业,降低了组装效率。
技术实现思路
1、鉴于以上内容,有必要提供一种装夹设备,以实现装夹设备在安全取料的基础上提高物料的组装效率。
2、本实用新型实施例提供一种装夹设备,包括:
3、承载机构,具有一操作区及一传送装夹区,所述传送装夹区包括传送区及装夹区;
4、防护栏,设于所述承载机构,用于隔离所述传送装夹区与所述操作区;
5、传送组装装置,设于所述承载机构,用于将装有零件的第一工件由所述传送区移送至所述装夹区,并将第二工件锁紧至装有零件的所述第一工件上以形成装夹品;
6、运送机构,包括第一驱动件、载料转盘及多个载料定位件,所述第一驱动件驱动所述载料转盘带动多个所述载料定位件转动,多个所述载料定位件的部分从所述操作区穿过所述防护栏以进入所述传送装夹区,以便位于所述传送装夹区的所述载料定位件串接所述装夹品,多个所述载料定位件的部分从所述传送装夹区穿过所述防护栏并返回所述操作区,以便卸下位于所述操作区的串接有所述装夹品的所述载料定位件及安装新的所述载料定位件。
7、上述装夹设备中,通过传送组装装置将第二工件组装在安装有零件的第一工件上以形成装夹品,并将上述装夹品移载至位于传送装夹区的载料定位件上,操作人员取装夹品时,首先,通过第一驱动件驱动载料转盘转动,并带动位于传送装夹区并且装载有上述装夹品的载料定位件转动至操作区,然后,通过防护栏将传送装夹区和操作区进行隔离,最后,操作人员从操作区将装载于载料定位件上的装夹品取出。如此,将载有装夹品的载料定位件由传送装夹区转动至操作区,并通过防护栏将传送装夹区和操作区进行隔离,操作员仅在操作区进行取料作业,不直接与传送组装装置之间进行交互作业,安全性更高,且操作员取料时无需关停装夹设备,从而实现了装夹设备在安全取料的基础上提高了装夹设备的组装效率。
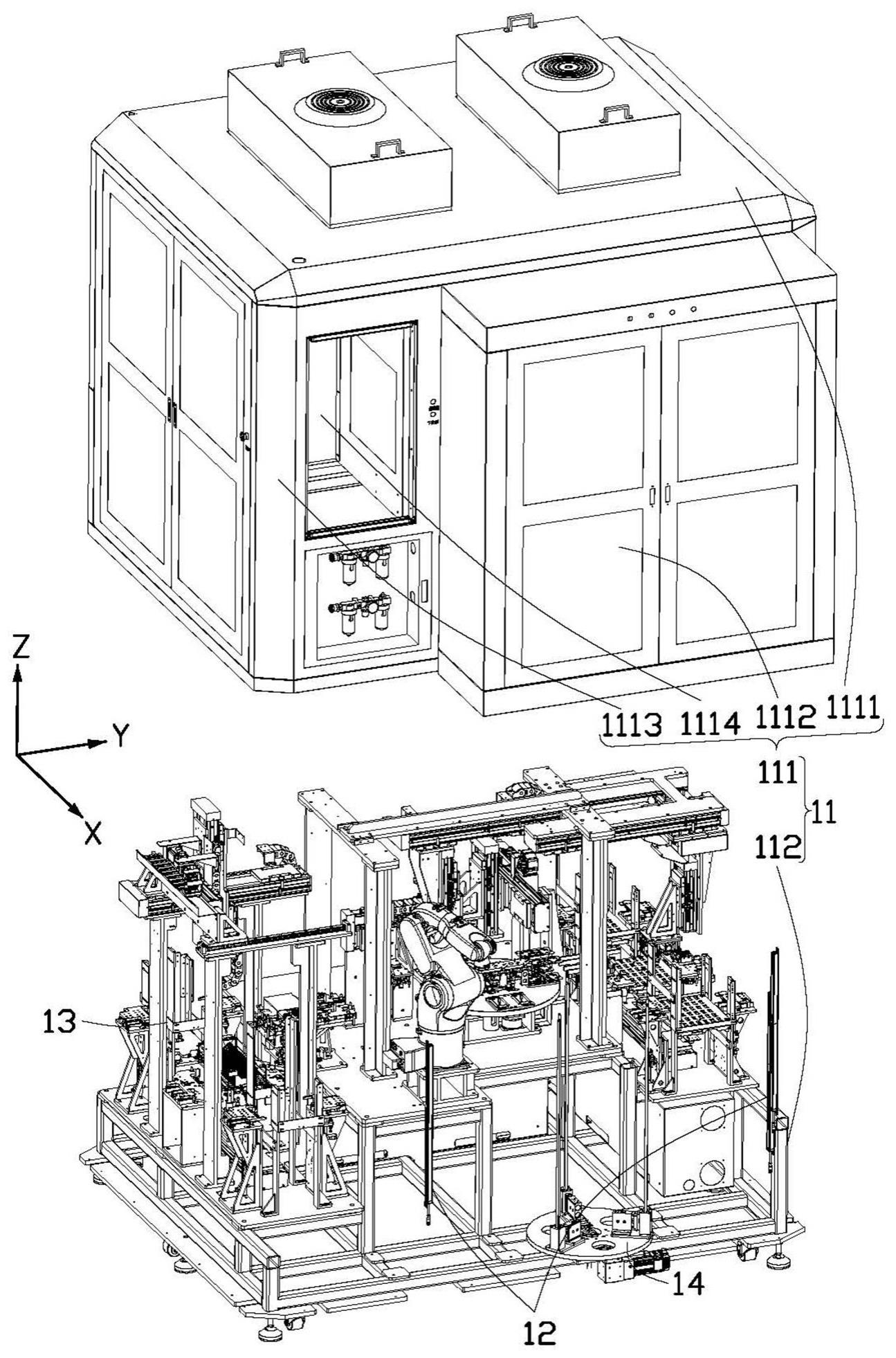
8、在一些实施例中,所述承载机构包括:
9、承载架,所述防护栏、所述传送组装装置及所述运送机构设置在所述承载架上;
10、壳体,包括前门和后侧板,所述承载架设于所述前门和所述后侧板之间,所述防护栏及所述前门之间形成所述操作区,所述防护栏与所述后侧板之间形成所述传送装夹区。
11、在一些实施例中,所述防护栏为防护光栅或带贯穿孔的安全挡板,其中,所述贯穿孔用于容纳所述载料转盘和所述多个载料定位件转动。
12、在一些实施例中,所述载料定位件包括:
13、定位块,设于所述载料转盘;
14、载料串杆,可拆卸地连接所述定位块,用于串接所述装夹品。
15、在一些实施例中,所述传送组装装置包括:
16、旋转组装机构,用于接收所述第一工件并将所述第一工件由所述传送区旋转至所述装夹区;
17、第一上料机构,用于传送所述第一工件至所述旋转组装机构;
18、第二上料机构,用于传送所述零件至所述旋转组装机构;
19、第三上料机构,用于夹取所述第二工件并在所述装夹区并将所述第二工件锁紧至装有所述零件的所述第一工件上以形成所述装夹品;
20、下料机械手,设于所述承载架,用于将装夹区的所述装夹品移动至所述载料定位件;其中,
21、所述第一上料机构、所述第二上料机构、所述第三上料机构及所述下料机械手沿所述旋转组装机构周向间隔设置。
22、在一些实施例中,所述第一工件包括底板和盖板,所述传送区包括上料区和零件安装区,所述旋转组装机构包括:
23、第一支撑架;
24、装夹转盘,设于所述第一支撑架内,用于在所述上料区接收所述第一上料机构所移载的第一工件;
25、第二驱动件,连接于所述装夹转盘,用于驱动所述装夹转盘旋转以使所述第一工件的所述底板由所述上料区旋转至所述零件安装区,以便所述第二上料机构将所述零件移载并安装至所述第一工件的所述底板上,并将安装有所述零件的所述第一工件的所述底板由所述零件安装区旋转至所述装夹区;
26、移料机械手,与所述第一支撑架滑动连接,以将所述第一工件的所述盖板从所述上料区移动至所述装夹区,以便在所述装夹区将所述盖板盖合于装有所述零件的所述底板上。
27、在一些实施例中,移料机械手包括:
28、盖板抓料件,用于在所述上料区抓取所述第一工件的所述盖板;
29、活动连接板,连接于所述盖板抓料件;
30、第三驱动件,穿过所述活动连接板与所述盖板抓料件连接,以驱动所述盖板抓料件沿第一方向移动使所述盖板离开或盖合于所述底板;
31、横向活动座,所述第三驱动件连接于所述横向活动座;
32、第四驱动件,设于所述第一支撑架,用于驱动所述横向活动座沿所述第一支撑架滑动以带动所述盖板抓料件将所述第一工件的所述盖板从所述上料区移动至所述装夹区,以便所述盖板抓料件在所述装夹区将所述盖板盖合于装有所述零件的所述底板上。
33、在一些实施例中,所述第一上料机构包括:
34、取料组件,设于所述传送区并连接于所述承载架,所述取料组件与所述旋转组装机构间隔设置,用于抓取所述第一工件;
35、翻转组件,设于所述取料组件和所述旋转组装机构之间并连接于所述承载架,用于承接所述取料组件所抓取的所述第一工件并由竖直状态翻转至水平状态;
36、第一定位组件,设于所述翻转组件和所述旋转组装机构之间连接于所述承载架,用于承载所述翻转组件所翻转至水平状态的所述第一工件;
37、第一上料组件,设于所述第一定位组件和所述旋转组装机构之间并连接于所述承载架,用于移载所述第一工件至所述装夹转盘上。
38、在一些实施例中,所述取料组件包括:
39、第二支撑架;
40、上料横梁,横跨于所述第二支撑架;
41、支撑板和横向微动驱动件,所述横向微动驱动件的两侧分别连接于所述支撑板及所述上料横梁,用于驱动支撑板沿上料横梁在第三方向上滑动;
42、工件抓料件,设于所述支撑板,用于抓取所述第一工件;
43、纵向上料驱动件,设于所述第二支撑架并连接于所述上料横梁,用于驱动所述上料横梁沿所述第二支撑架在第二方向上滑动以带动所述工件抓料件将所述第一工件往所述装夹转盘方向移动;其中,所述第三方向垂直于所述第一方向及所述第二方向。
44、在一些实施例中,所述翻转组件包括:
45、第三支撑架;
46、取料夹爪,设于所述第三支撑架上方,用于承接并抓取所述工件抓料件所抓取的所述第一工件;
47、翻转驱动件,设于所述第三支撑架,连接于所述取料夹爪,用于驱动所述工件抓料件翻动,以使所述第一工件由竖直状态翻转至水平状态。
48、在一些实施例中,所述第一定位组件包括:
49、第一定位平台,与所述承载架间隔设置,用于承接所述取料夹爪所抓取的所述第一工件;
50、第一旋转支架,设于所述第一定位平台和所述承载架之间;
51、水平驱动件,连接所述第一旋转支架,所述水平驱动件的一端贯穿所述第一旋转支架并连接所述第一定位平台,用于驱动所述定位平台转动。
52、在一些实施例中,所述第一上料组件包括:
53、第四支撑架,设于所述承载架;
54、第一工件夹爪,用于抓取所述第一定位平台所承载的所述第一工件;
55、移动座,所述第一工件夹爪设于所述移动座;
56、工件上料驱动件,设于所述第四支撑架,用于驱动所述移动座滑动于第四支撑架,以带动所述第一工件夹爪所抓取的所述第一工件移载至所述装夹转盘的所述上料区。
57、在一些实施例中,所述第二上料机构包括:
58、第二定位组件,包括第二定位平台、零件定位驱动件及第二旋转支架,所述第二定位平台与所述承载架间隔设置,所述第二旋转支架设于所述第二定位平台和所述承载架之间,所述零件定位驱动件连接所述承载架,所述零件定位驱动件的一端贯穿所述第二旋转支架并连接所述第二定位平台,所述零件定位驱动件用于驱动所述第二定位平台转动,所述第二定位平台用于承接所述零件;
59、第二上料组件,包括第五支撑架、零件夹爪安装架、零件上料驱动件、夹爪上下驱动件及零件夹爪,所述第五支撑架设于所述承载架,所述零件上料驱动件设于所述第五支撑架,所述夹爪上下驱动件的两侧分别连接所述零件上料驱动件、所述零件夹爪安装架,所述零件夹爪设于所述零件夹爪安装架,所述夹爪上下驱动件驱动所述零件夹爪下降抓取所述第二定位平台上的所述零件,所述零件上料驱动件驱动所述零件夹爪安装架以带动所述零件夹爪上的所述零件移动至所述第一工件的底板上。
60、在一些实施例中,所述第三上料机构包括:
61、第六支撑架;
62、第二工件夹爪,用于抓取所述第二工件;
63、左右滑动驱动件,连接于所述第六支撑架;
64、左右滑动座,连接于所述左右滑动驱动件,所述左右滑动驱动件用于驱动所述左右滑动座在所述第二方向滑动;
65、前后滑动驱动件,设于所述左右滑动座;
66、前后滑动座,连接于所述前后滑动驱动件,所述前后滑动驱动件用于驱动所述前后滑动座沿所述第三方向滑动以带动所述第二工件夹爪滑动抓取所述第二工件;
67、安装座,所述第二工件夹爪安装于所述安装座;
68、装夹驱动件,设于所述前后滑动座并连接于所述安装座,用于驱动所述安装座在所述第一方向上滑动,以带动所述第二工件夹爪将所抓取的所述第二工件滑动并锁紧至装有所述零件的所述第一工件上以形成所述装夹品。
- 还没有人留言评论。精彩留言会获得点赞!