一种金属铸件加工用热压成型装置的制作方法
本技术涉及金属铸件加工,具体为一种金属铸件加工用热压成型装置。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,其常用的方法是热压成型加工,由于其加工方便、成型速度快而广泛的被应用在各种机械加工,传统的在使用热压成型装置在对金属铸件加工时,难以有效的对金属铸件进行定位作用,导致在对其进行热压成型时容易发生偏移现象,降低加工质量,并且不方便对热压后的金属铸件进行拿取,操作较为麻烦。
2、例如授权公告号“cn215544405u”名为一种金属铸件加工用热压成型装置,虽然能够所述下模具固定安装在所述工作台的顶部;所述顶板滑动安装在所述安装槽的内壁上,金属铸件加工用热压成型装置具有操作简单,定位效果好,避免偏移,提高加工质量的优点,但依然存在,现有的金属铸件加工用热压成型装置由于在对金属铸件进行热压时采用弹簧以及相对的组件进行定位,在实际的操作使用中,弹簧以及零部件时裸露在外部的,所以经过空气水分的侵蚀非常容易生锈,进而导致弹簧无法压缩,后续也就无法使用弹簧进行正常的定位热压成型,最终导致金属铸件加工用热压成型装置无法正常的加工金属铸件。
技术实现思路
1、本实用新型的目是为了解决现有金属铸件加工用热压成型装置存在无法正常加工金属铸件的问题,而提出的一种金属铸件加工用热压成型装置。
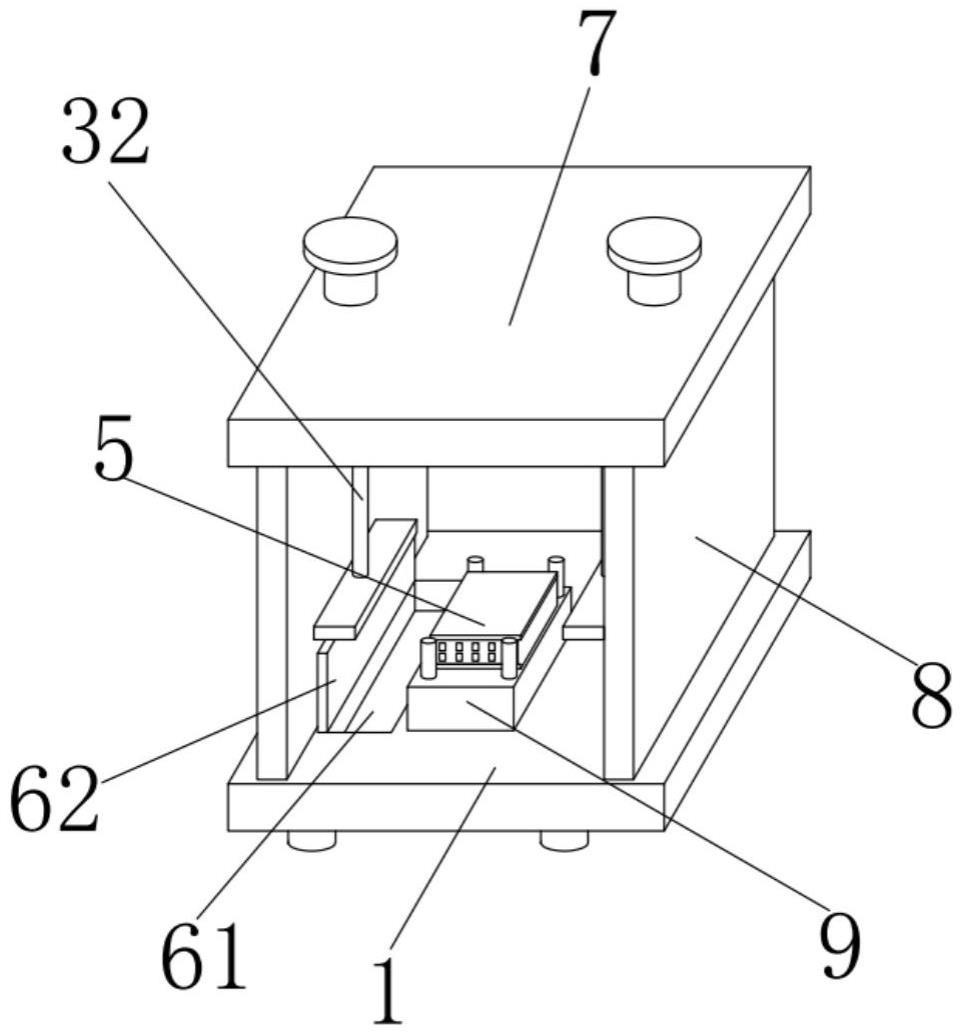
2、为实现上述目的,本实用新型提供如下技术方案:一种金属铸件加工用热压成型装置,包括底座、液压缸和下模具,所述底座的上方固定安装有两根支撑架,两根所述支撑架的上方固定安装有顶板,所述顶板的下端固定安装有液压缸,所述底座的上方表面固定安装有下模具,所述底座的上方固定安装有控制台,所述控制台的上方设有定位热压装置。
3、优选的,所述定位热压装置包括安装板、定位杆和套筒;
4、多个所述套筒固定安装在控制台的上方表面,多块所述安装板固定连接在支撑架的内侧,多块所述安装板之间固定安装有两根定位杆,两根所述定位杆的外侧滑动套接有压合板,所述压合板固定安装在液压缸与上模具之间,所述压合板的下端固定安装有多根圆筒,多个所述圆筒与套筒之间活动套接,多个所述套筒的下端固定连通有排气管,多个所述排气管的端部固定连接有气泵,所述气泵固定安装在控制台的内部。
5、优选的,所述支撑架的内侧固定设有氧化灰收集装置;
6、所述氧化灰收集装置包括收集槽、挡板和风扇;
7、所述风扇固定安装在支撑架的内侧,且风扇与控制台电性相连,所述挡板固定安装在支撑架的另一侧,所述挡板的一侧固定安装有斜坡,所述挡板的下端固定设有收集槽,所述收集槽固定开设在底座的内部。
8、优选的,所述底座的下端固定安装有多根支柱。
9、优选的,所述液压缸的伸长端固定连接有上模具,所述上模具与下模具之间相互对应。
10、本实用新型提出的一种金属铸件加工用热压成型装置,有益效果在于:该金属铸件加工用热压成型装置,当压合板向下运动时,两侧会受到定位杆的限制而滑动,当压合板下压圆筒会推动到套筒的内部将套筒内部的气体由排气管挤出,套筒内部形成气压差将圆筒与套筒吸住形成固定,多个套筒的下端固定连通有排气管,当需要取出圆筒时,连接外接电源启动气泵,气泵向套筒内部注入气体将圆筒顶出,利用定位杆与圆筒和套筒的配合,进行金属铸件加工用热压成型装置热压成型时的定位操作,避免了弹簧生锈无法压缩而金属铸件加工用热压成型装置无法正常加工的情况。
技术特征:
1.一种金属铸件加工用热压成型装置,包括底座(1)、液压缸(2)和下模具(5),其特征在于:所述底座(1)的上方固定安装有两根支撑架(8),两根所述支撑架(8)的上方固定安装有顶板(7),所述顶板(7)的下端固定安装有液压缸(2),所述底座(1)的上方表面固定安装有下模具(5),所述底座(1)的上方固定安装有控制台(9),所述控制台(9)的上方设有定位热压装置(3)。
2.根据权利要求1所述的一种金属铸件加工用热压成型装置,其特征在于:所述定位热压装置(3)包括安装板(31)、定位杆(32)和套筒(36);
3.根据权利要求1所述的一种金属铸件加工用热压成型装置,其特征在于:所述支撑架(8)的内侧固定设有氧化灰收集装置(6);
4.根据权利要求1所述的一种金属铸件加工用热压成型装置,其特征在于:所述底座(1)的下端固定安装有多根支柱(10)。
5.根据权利要求1所述的一种金属铸件加工用热压成型装置,其特征在于:所述液压缸(2)的伸长端固定连接有上模具(4),所述上模具(4)与下模具(5)之间相互对应。
技术总结
技术涉及金属铸件加工技术领域,尤其是一种金属铸件加工用热压成型装置,包括底座、液压缸和下模具,所述顶板的下端固定安装有液压缸,所述底座的上方表面固定安装有下模具。该金属铸件加工用热压成型装置,当压合板向下运动时,两侧会受到定位杆的限制而滑动,当压合板下压圆筒会推动到套筒的内部将套筒内部的气体由排气管挤出,套筒内部形成气压差将圆筒与套筒吸住形成固定,当需要取出圆筒时,连接外接电源启动气泵,气泵向套筒内部注入气体将圆筒顶出,利用定位杆与圆筒和套筒的配合,进行金属铸件加工用热压成型装置热压成型时的定位操作,避免了弹簧生锈无法压缩而金属铸件加工用热压成型装置无法正常加工的情况。
技术研发人员:尹连德
受保护的技术使用者:天津古塔金属制品加工有限公司
技术研发日:20221224
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!