一种碳钢弹筒引伸成形模具的制作方法
本技术涉及金属成形领域,具体为一种碳钢弹筒引伸成形模具。
背景技术:
1、碳钢弹筒用于各种弹筒的药筒,是国防军工、公安消防以及相关民用设备的重要产品。现有碳钢弹筒的引伸工艺,一般是使用普通冲床多次冲压(各次冲压加工间需回火去除应力)而成,冲压成形的碳钢弹筒壁厚底厚不均匀,质量不稳定,生产效率低,能量消耗大,操作安全系数低。
2、cn114393051a公开的用于汽车微型电机铝壳复合冷挤压成形的模具,包括凹模、凸模和顶料,凹模包括凹模座垫块和凹模座垫块外的凹模座,凹模座外侧设有夹紧块,凹模座内设有凹模垫块和底模,凹模垫块内设有垫头,垫头一侧的底模模腔内设有凸模结构,凸模包括冲棒以及冲模座垫块,垫头内退料顶杆,退料顶杆外设有弹簧,将圆形的铝坯料挤压成筒状的微型电机铝壳,是在通用的卧式多连杆肘杆式冷挤压压力机上使用,不能在专用的卧式冷挤压引伸机上使用。
3、为此,需要一种新的技术方案以解决上述技术问题。
技术实现思路
1、本实用新型需要解决的技术问题是提供一种碳钢弹筒生产效率高,能在卧式冷挤压引伸机上实现碳钢弹筒冷挤压引伸(拉伸)延长的冷挤压成形模具。
2、为了解决以上技术问题,本实用新型提供一种碳钢弹筒引伸成形模具,包括凸模部分、凹模部分;凸模部分包括冲棒和滑块,冲棒安装于冲棒夹头内,冲棒夹头安装于滑块上,冲棒夹头通过塞子和紧固件ⅰ紧固;凹模部分包括凹模和夹紧块,凹模通过凹模座紧固件紧固在凹模座内,凹模座安装于机身上,凹模座底部与机身之间设有凹模座垫块,凹模座外侧与机身之间设有夹紧块,夹紧块由紧固件ⅱ固定于机身上,凹模座紧固件与凹模座之间有底模衬圈。
3、通过采用上述技术方案,滑块带动由紧固件ⅰ固定在冲棒夹头内的冲棒前后滑动,冲棒和安装在凹模座内的凹模配合,凹模座和机身之间设置凹模座垫块,碳钢弹筒生产速度快,效率高,能在卧式冷挤压引伸机上实现碳钢弹筒冷挤压引伸(拉伸)延长,材料消耗少,基本无废料,引伸后的碳钢弹筒强度高、性能好,精度高。
4、进一步的,底模衬圈与凹模之间相邻设置隔圈、模套。
5、通过采用上述技术方案,能很好的调节凹模的游隙和预压,进一步使碳钢弹筒工件精度高。
6、进一步的,冲棒夹头侧壁开设通孔。
7、通过采用上述技术方案,在冲棒夹头侧壁开设通孔,便于塞子穿过与冲棒连接。
8、进一步的,滑块上开设紧固孔。
9、通过采用上述技术方案,在滑块上开设紧固孔,便于紧固件ⅰ将塞子安装在冲棒上。
10、进一步的,冲棒尾部设有定位孔。
11、通过采用上述技术方案,使冲棒很方便地就能定位在冲棒夹头中。
12、进一步的,通孔、紧固孔与定位孔连通。
13、通过采用上述技术方案,便于带有塞子的紧固件ⅰ依次穿过滑块、冲棒夹头,将冲棒连接固定。
14、进一步的,塞子固定在定位孔中,紧固件ⅰ与塞子固定连接。
15、通过采用上述技术方案,将塞子固定在紧固件ⅰ端部,再安装到定位孔中,结构简单,安装方便。
16、本实用新型相对于现有技术,具有如下有益效果:
17、1.本实用新型滑块带动由紧固件ⅰ固定在冲棒夹头内的冲棒前后滑动,冲棒和安装在凹模座内的凹模配合,凹模座和机身之间设置凹模座垫块,碳钢弹筒生产速度快,效率高,能在卧式冷挤压引伸机上实现碳钢弹筒冷挤压引伸(拉伸)延长,材料消耗少,基本无废料,引伸后的碳钢弹筒强度高、性能好,精度高。
18、2.本实用新型底模衬圈与凹模之间相邻设置隔圈、模套,能很好的调节凹模的游隙和预压,进一步使使碳钢弹筒工件精度高。
19、3.本实用新型在紧固件ⅰ端部固定塞子,再安装到定位孔中,结构简单,安装方便,塞子底面和侧面与冲棒柄部平面接触,限制了冲棒绕x轴的转动。
技术特征:
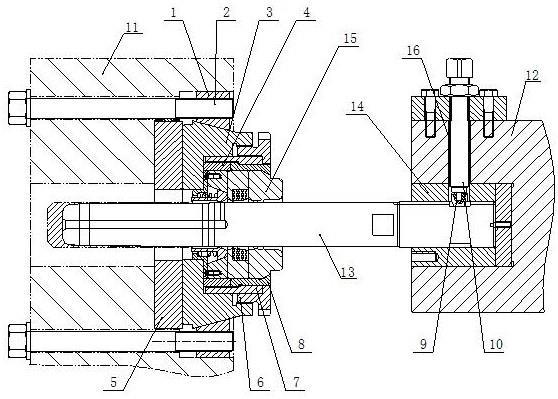
1.一种碳钢弹筒引伸成形模具,包括凸模部分、凹模部分;其特征在于:所述凸模部分包括冲棒(13)和滑块(12),所述冲棒(13)安装于冲棒夹头(14)内,所述冲棒夹头(14)安装于滑块(12)上,所述冲棒夹头(14)通过塞子(9)和紧固件ⅰ(10)紧固;所述凹模部分包括凹模(15)和夹紧块(1),所述凹模(15)通过凹模座紧固件(6)紧固在凹模座(3)内,所述凹模座(3)安装于机身(11)上,所述凹模座(3)底部与机身(11)之间设有凹模座垫块(5),所述凹模座(3)外侧与机身(11)之间设有夹紧块(1),所述夹紧块(1)由紧固件ⅱ(2)固定于机身(11)上,所述凹模座紧固件(6)与凹模座(3)之间有底模衬圈(7)。
2.按照权利要求1所述的一种碳钢弹筒引伸成形模具,其特征在于:所述底模衬圈(7)与凹模(15)之间相邻设置隔圈(4)、模套(8)。
3.按照权利要求1所述的一种碳钢弹筒引伸成形模具,其特征在于:所述冲棒夹头(14)侧壁开设通孔(18)。
4.按照权利要求3所述的一种碳钢弹筒引伸成形模具,其特征在于:所述滑块(12)上开设紧固孔(16)。
5.按照权利要求4所述的一种碳钢弹筒引伸成形模具,其特征在于:所述冲棒(13)尾部设有定位孔(17)。
6.按照权利要求5所述的一种碳钢弹筒引伸成形模具,其特征在于:所述通孔(18)、紧固孔(16)与定位孔(17)连通。
7.按照权利要求6所述的一种碳钢弹筒引伸成形模具,其特征在于:所述塞子(9)固定在定位孔(17)中,所述紧固件ⅰ(10)与塞子(9)固定连接。
技术总结
本技术涉及金属成形领域,公开了一种碳钢弹筒引伸成形模具,其凸模部分的冲棒(13)安装于冲棒夹头(14)内,冲棒夹头(14)安装于滑块(12)上,冲棒夹头(14)通过塞子(9)和紧固件Ⅰ(10)紧固;其凹模部分的凹模(15)通过凹模座紧固件(6)紧固在机身(11)上的凹模座(3)内,凹模座(3)底部与机身(11)之间设有凹模座垫块(5),凹模座(3)外侧与机身(11)之间设有固定于机身(11)上的夹紧块(1),凹模座紧固件(6)与凹模座(3)之间有底模衬圈(7)。本技术碳钢弹筒生产效率高,能在卧式冷挤压引伸机上实现碳钢弹筒冷挤压引伸(拉伸)延长,材料消耗少,引伸后碳钢弹筒强度高、精度高。
技术研发人员:施永飞,王英
受保护的技术使用者:江苏启力锻压机床有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!