一种大梁快速换模过程防振动工装的制作方法
本技术涉及的是一种大梁快速换模过程防振动工装,属于工装设备。
背景技术:
1、港口机械是现代化港口从事装卸运输生产必不可少的物资技术基础,也是港口生产质量保证体系的重要组成部分,其中部分产品需采用大梁、支腿、鞍梁、小车架等大部件分别整体机加工方式作来缓解和降低后续拼装、发运压力及生产成本。
2、目前,大梁整体加工周期长的问题一直影响着港口机械的组装效率,尤其是在大梁快速换模过程中,在将大梁吊装至胎架定位后,需要进行铣平面、钻孔、接刀痕、抛光打磨等工序,由于切削加工构件振动,导致碎刀、吃刀量少、构件位移等问题产生,直接导致刀具使用成本增高和加工周期延长。
技术实现思路
1、本实用新型的目的在于解决现有大梁快速换模过程存在的上述问题,提出一种大梁快速换模过程防振动工装。
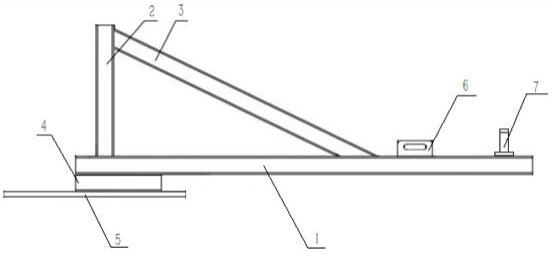
2、本实用新型的技术解决方案:一种大梁快速换模过程防振动工装,其结构包括横梁、纵梁、斜梁、连接梁、压板;其中纵梁垂直焊接于横梁的左端顶部,斜梁的一端焊接于纵梁的顶端侧面,另一端焊接于横梁的中部偏右端;连接梁焊接于横梁的左端底部,压板焊接于连接梁的下表面。
3、进一步的,所述压板与连接梁的连接面上设有2对螺孔,压板的左端从连接梁的下表面向左伸出,其表面同样设有2对螺孔。
4、进一步的,所述连接梁的长度短于横梁的长度。
5、进一步的,所述工装还包括耳板,耳板焊接于横梁的右端上表面,且位于斜梁和横梁焊接处的右侧,中部设有孔洞。
6、进一步的,所述工装还包括防抖动块,防抖动块放置于横梁的右端上,且位于耳板的右侧。
7、与现有技术相比,本实用新型的优点在于:有效缩短大梁加工周期,提高生产效率和加工精度,节约制作成本,降低人工成本和劳动强度,缓解车间用人紧张问题。
技术特征:
1.一种大梁快速换模过程防振动工装,其特征在于:其结构包括横梁(1)、纵梁(2)、斜梁(3)、连接梁(4)、压板(5);其中纵梁(2)垂直焊接于横梁(1)的左端顶部,斜梁(3)的一端焊接于纵梁(2)的顶端侧面,另一端焊接于横梁(1)的中部偏右端;连接梁(4)焊接于横梁(1)的左端底部,压板(5)焊接于连接梁(4)的下表面。
2.根据权利要求1所述的一种大梁快速换模过程防振动工装,其特征在于:所述压板(5)与连接梁(4)的连接面上设有2对螺孔,压板(5)的左端从连接梁(4)的下表面向左伸出,其表面同样设有2对螺孔。
3.根据权利要求1所述的一种大梁快速换模过程防振动工装,其特征在于:所述连接梁(4)的长度短于横梁(1)的长度。
4.根据权利要求1所述的一种大梁快速换模过程防振动工装,其特征在于:所述工装还包括耳板(6),耳板(6)焊接于横梁(1)的右端上表面,且位于斜梁(3)和横梁(1)焊接处的右侧,中部设有孔洞。
5.根据权利要求4所述的一种大梁快速换模过程防振动工装,其特征在于:所述工装还包括防抖动块(7),防抖动块(7)放置于横梁(1)的右端上,且位于耳板(6)的右侧。
技术总结
本技术提出的是一种大梁快速换模过程防振动工装,其结构包括横梁、纵梁、斜梁、连接梁、压板;其中纵梁垂直焊接于横梁的左端顶部,斜梁的一端焊接于纵梁的顶端侧面,另一端焊接于横梁的中部偏右端;连接梁焊接于横梁的左端底部,压板焊接于连接梁的下表面。本技术能够有效缩短大梁加工周期,提高生产效率和加工精度,节约制作成本,降低人工成本和劳动强度,缓解车间用人紧张问题。
技术研发人员:曹鑫蒙,黄树德,宋凯,陈云新,沙玉军,孙新满
受保护的技术使用者:上海振华重工(集团)股份有限公司南通分公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!