行星架焊接工装的制作方法
本技术涉及机械加工,具体涉及一种行星架焊接工装。
背景技术:
1、行星架的结构一般有两种:一种为整体式,整体式行星架是一体加工成型,需要在行星架的圆周方向上加工多个行星轮空腔,在加工过程中,不易于装夹定位,加工工艺复杂,加工难度大;另一种为分体式,分体式行星架包括第一行星架构件和第二行星架构件,第一行星架构件和第二行星架构件是单独加工成型的,然后将第一行星架构件和第二行星架构件通过电子束焊接成一个整体。
2、现有的行星架焊接工装,如公开号为:cn205817075u的分体式行星架及其焊接工具,包括焊接盘和电机,电机能带动焊接盘转动,焊接盘上固定有固定销,固定销用于对行星架进行固定和定位,在需要焊接行星架时,将行星架固定在焊接盘上的固定销上,启动电机,电机带动焊接盘转动,对行星架进行焊接。该技术方案的缺点是:只能采用立式焊接的方式对行星架进行焊接,而无法采用卧式的焊接方式对行星架进行焊接。
技术实现思路
1、本实用新型意在提供一种行星架焊接工装,能够采用卧式的焊接方式对行星架进行焊接。
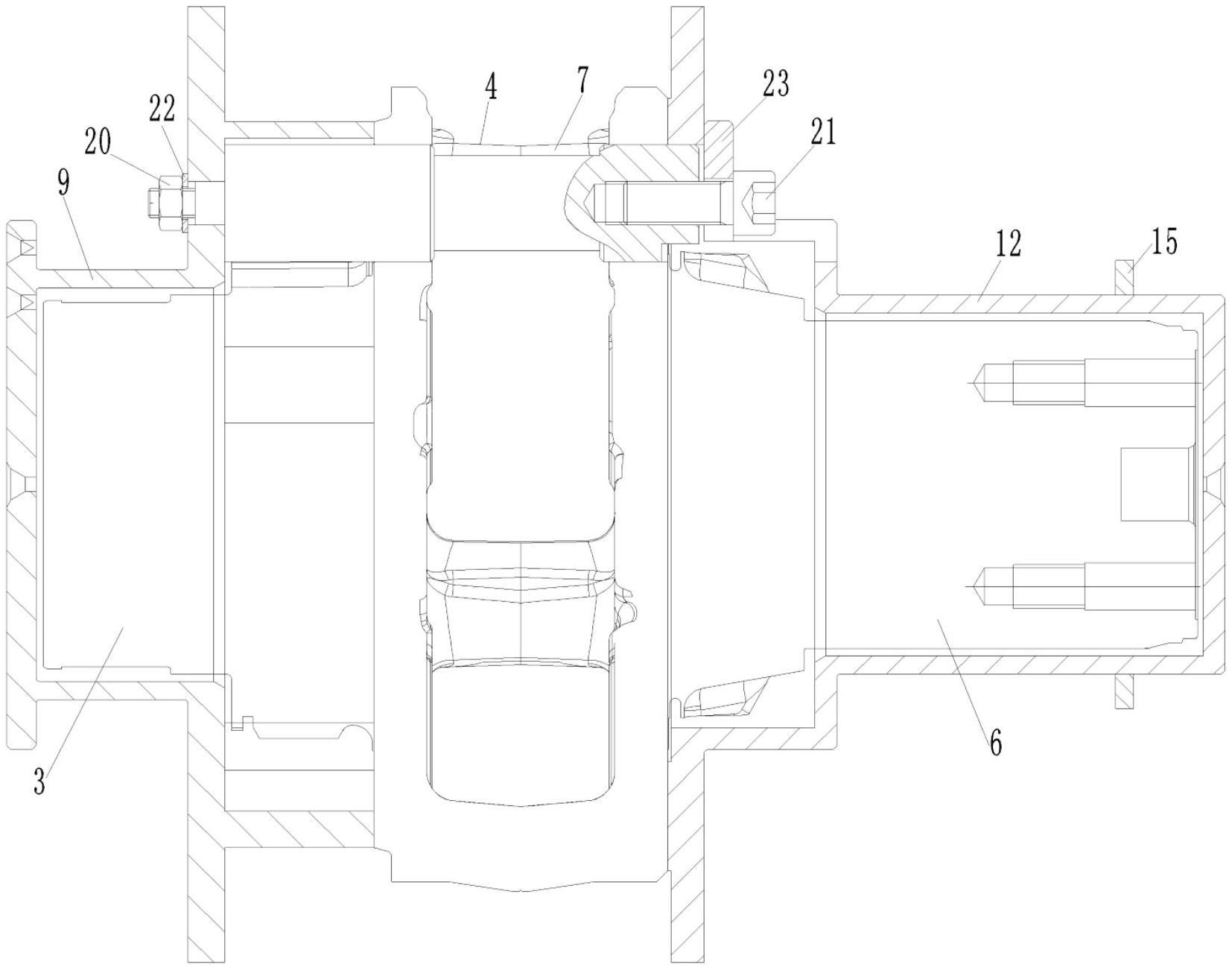
2、为达到上述目的,本实用新型采用如下技术方案:行星架焊接工装,包括第一压套、第二压套以及用于固定第一压套和第二压套的若干定位单元,第一行星架构件能套在第一压套内,第二行星架构件能套在第二压套内,每个定位单元均为定位轴,定位轴包括依次连接的第一连接部、第一定位部、第二连接部和第二定位部,第二连接部的直径小于第一定位部和第二定位部,第一定位部用于对第一行星架构件进行定位,第二定位部用于对第二行星架构件进行定位。
3、本方案的有益效果为:在对行星架进行焊接时,先将第一连接部固定在第一压套上,再通过第二定位部依次将第一行星架构件、第二行星架构件以及第二压套套在定位轴上,并使得第一行星架构件套在第一压套内,第二行星架构件套在第二压套内,再对第二定位部进行固定,将固定好的第一行星架构件和第二行星架构件放入焊接室内进行焊接。
4、本技术方案由于行星架分为两个独立的行星架构件,平衡力较差,通过第一压套和第二压套分别对第一行星架构件和第二行星架构件进行定位,使得第一行星架构件与第一压套紧密贴合,第二行星架构件与第二压套紧密贴合,在对行星架进行焊接时,保证了第一行星架构件和第二行星架构件的刚度,同时,通过定位轴将第一压套和第二压套固定在一起,使得第一行星架构件和第二行星架构件同步转动,同轴度好,焊接的精度高;
5、由于第一压套和第二压套通过若干定位单元进行固定,将第一压套、第二压套以及行星架固定成一个整体,可以采用卧式焊接法对行星架进行焊接,在焊接的过程中,第一行星架构件和第二行星架构件能同步转动,保证了焊接精度。
6、由于第一定位部用于对第一行星架构件进行定位,第二定位部用于对第二行星架构件进行定位,提高了第一行星架构件、第二行星架构件的刚度;在对行星架进行焊接时,会有极少部分的焊渣附着在第二连接部,如果第二连接部的直径过大,不易于定位轴的拆卸;同时,由于第二连接部的直径小于第一定位部和第二定位部,方便第一行星架构件和第二行星架构件的安装,提高了安装效率。
7、进一步,定位轴与第一压套、第二压套可拆卸连接。
8、本方案的有益效果为:在对行星架进行焊接时,通过定位轴将第一压套和第二压套固定在一起,使得第一行星架构件与第二行星架构件同步转动,相对位置准确,提高了焊接精度,由于定位轴与第一压套、第二压套可拆卸连接,便于定位轴的更换。
9、进一步,定位轴的一端固定连接有定位螺栓,定位轴的另一端开有螺纹孔,螺纹孔内螺纹连接有压紧螺钉。
10、本方案的有益效果为:在对行星架进行焊接时,通过定位螺栓和压紧螺钉分别对定位轴的两端进行固定,使得第一压套和第一行星架构件贴合的更加紧密,第二压套和第二行星架构件贴合的更加紧密,增加了第一行星架构件和第二行星架构件之间焊接面的贴合,便于第一行星架构件和第二行星架构件同步转动,提高了焊接精度。
11、进一步,定位螺栓、螺纹孔与定位轴同轴设置。
12、本方案的有益效果为:由于定位螺栓、螺纹孔与定位轴同轴设置,使得第一行星架构件能够与第二行星架构件的焊接位置对准,进一步提高了焊接精度。
13、进一步,第二压套上固定连接有定位环。
14、本方案的有益效果为:定位环与现有的焊接室内架体上的挡板配合,对行星架进行轴向预限位,防止行星架轴向移动。
15、进一步,第一压套的中心位置设有第一顶尖定位孔,第二压套的中心位置设有第二顶尖定位孔。
16、本方案的有益效果为:便于对行星架进行轴向定位。
17、进一步,第一压套的设有两组驱动销定位孔。
18、本方案的有益效果为:便于驱动盘的安装。
技术特征:
1.行星架焊接工装,其特征在于:包括第一压套、第二压套以及用于固定第一压套和第二压套的若干定位单元,第一行星架构件能套在第一压套内,第二行星架构件能套在第二压套内,每个定位单元均为定位轴,定位轴包括依次连接的第一连接部、第一定位部、第二连接部和第二定位部,第二连接部的直径小于第一定位部和第二定位部,第一定位部用于对第一行星架构件进行定位,第二定位部用于对第二行星架构件进行定位。
2.根据权利要求1所述的行星架焊接工装,其特征在于:定位轴与第一压套、第二压套可拆卸连接。
3.根据权利要求2所述的行星架焊接工装,其特征在于:定位轴的一端固定连接有定位螺栓,定位轴的另一端开有螺纹孔,螺纹孔内螺纹连接有压紧螺钉。
4.根据权利要求3所述的行星架焊接工装,其特征在于:定位螺栓、螺纹孔与定位轴同轴设置。
5.根据权利要求4所述的行星架焊接工装,其特征在于:第二压套上固定连接有定位环。
6.根据权利要求5所述的行星架焊接工装,其特征在于:第一压套的中心位置设有第一顶尖定位孔,第二压套的中心位置设有第二顶尖定位孔。
7.根据权利要求6所述的行星架焊接工装,其特征在于:第一压套的设有两组驱动销定位孔。
技术总结
本技术涉及机械加工技术领域,公开了行星架焊接工装,包括第一压套、第二压套以及用于固定第一压套和第二压套的若干定位单元,第一行星架构件能套在第一压套内,第二行星架构件能套在第二压套内,每个定位单元均为定位轴,定位轴包括依次连接的第一连接部、第一定位部、第二连接部和第二定位部,第二连接部的直径小于第一定位部和第二定位部,第一定位部用于对第一行星架构件进行定位,第二定位部用于对第二行星架构件进行定位。本技术的技术方案能够采用卧式的焊接方式对行星架进行焊接,同时,能够提高焊接的精度。
技术研发人员:谭坤,颜其兵,袁铮亮,毛光云,张利
受保护的技术使用者:綦江齿轮传动有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!