一种汽车车门焊接生产线运送设备及生产方法与流程
本发明涉及车门焊接生产,特别是涉及一种汽车车门焊接生产线运送设备。
背景技术:
1、车门作为汽车白车身上重要的分总成,既是车身结构件也是外观覆盖件,焊接零部件数量众多,焊接工序复杂,在车门焊接过程中经常需要对车门进行积放转运。
2、目前的车门焊接生产线上对车门的运送采用链条和料架两种方式进行,但链条输送只能沿车门长度方向进行输送和积放,占用的厂房面积大,不适用于厂房面积较小的场合;而采用料架方式,虽然可沿车门宽度方向对车门进行积放之后统一进行转运,缺点是需要人工将车门从焊接线上取下,并调整姿态后放置于料架上,生产效率低下,且容易对车门造成磕碰,影响车门外观质量。
技术实现思路
1、本发明的目的在于克服以上所述的缺点,提供一种汽车车门焊接生产线运送设备。
2、为实现上述目的,本发明的具体方案如下:
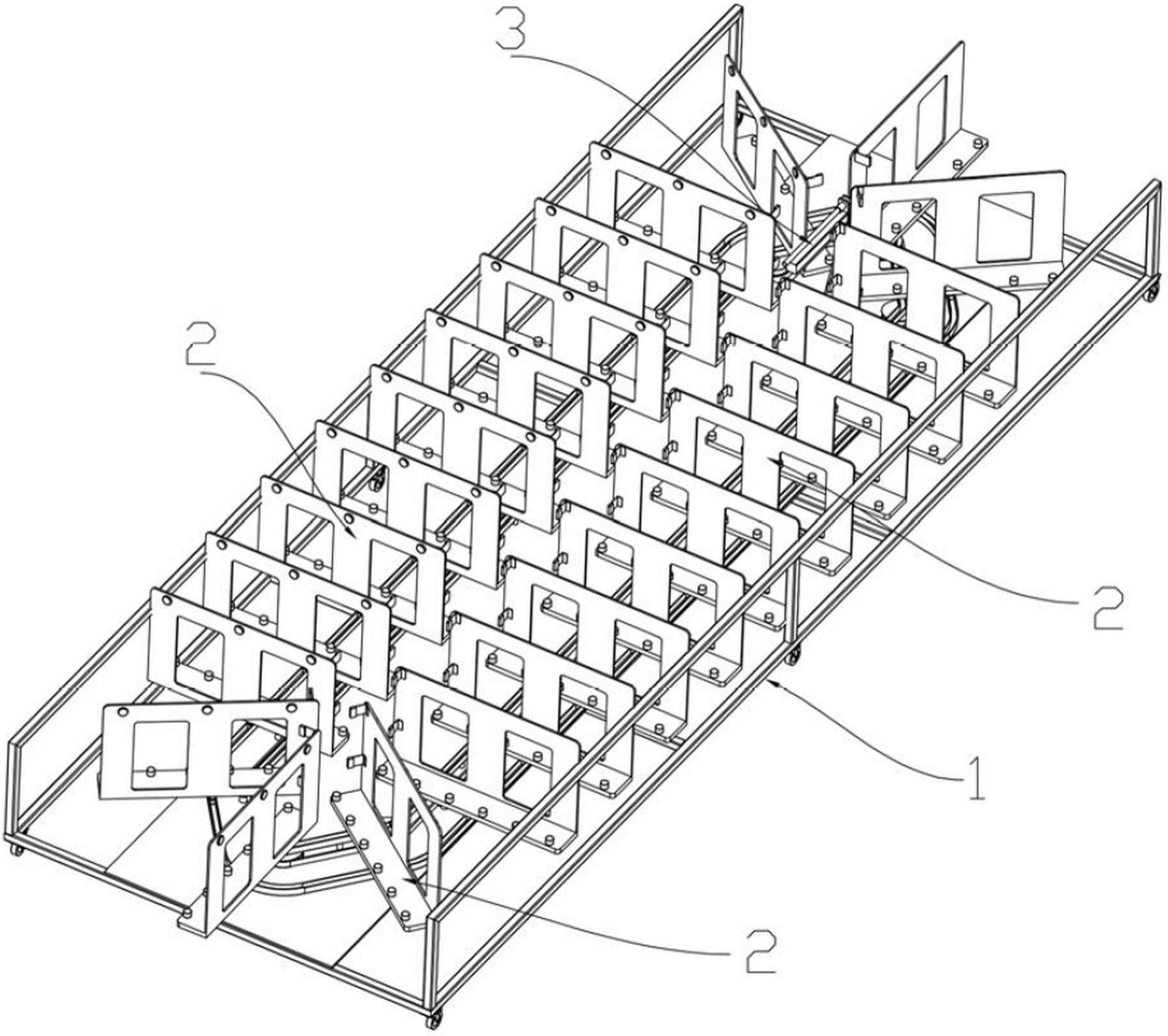
3、一种汽车车门焊接生产线运送设备,包括料架和多个用于固定车门的载具;
4、所述料架沿其长度方向固定有一底板,所述底板的两端均安装有一个第一同步带轮和两个第二同步带轮,两个所述第二同步带轮关于两个第一同步带轮之间的连线对称设置,四个所述第二同步带轮位于两个第一同步带轮之间;
5、各个所述第一同步带轮和各个第二同步带轮之间绕接有一移料同步带,所述移料同步带的内侧固定有与移料同步带形状相适配的第一轨道,所述移料同步带的外侧固定有与移料同步带形状相适配的第二轨道,所述底板的底面固定有减速电机,所述减速电机的输出端与其中一个第一同步带轮连接;所述第一轨道与第二轨道之间的间距处处相等;
6、多个所述载具沿移料同步带的轨迹均匀分布,所述载具的中部凸设有第一铰接轴,所述第一铰接轴转动铰接在移料同步带上,所述载具对应第一铰接轴的内侧转动铰接有第一滑动组件,所述载具对应第一铰接轴的外侧转动铰接有第二滑动组件;所述第一滑动组件对应滑动连接在第一轨道上,所述第二滑动组件对应滑动连接在第二轨道上;
7、所述底板的一端还固定有卸料装置,所述卸料装置位于第一轨道的内侧。
8、本发明进一步地,所述载具包括呈l型结构的载具本体,所述载具本体的横臂的顶面沿其长度方向间隔设有多个导向限位组件,所述载具本体的纵臂的内侧面的内端固定有两个上下间隔设置的挡料块,所述载具本体的纵臂的外侧面沿其长度方向间隔设有多个永磁体,所述载具本体的横臂的底面中部凸设有第一铰接轴,所述载具本体的横臂的底面在第一铰接轴的内侧凸设有第二铰接轴,所述载具本体的横臂的底面在第一铰接轴的外侧凸设有第三铰接轴,所述第一滑动组件转动铰接在第二铰接轴上,所述第二滑动组件转动铰接在第三铰接轴上。
9、本发明进一步地,所述第一滑动组件包括第一导向架,所述第一导向架的一端转动铰接在第二铰接轴上,所述第一导向架的另一端间隔凸设有两个第一连接轴,每个所述第一连接轴的外壁均套设有第一滚轮,每个所述第一连接轴的自由端部均嵌设有第一球轮;
10、所述第一轨道沿其轨迹开设有第一导槽,所述第一滚轮活动嵌设于第一导槽内,所述第一球轮抵接于第一导槽的槽底。
11、本发明进一步地,所述第二滑动组件包括第二导向架,所述第二导向架的一端转动铰接在第三铰接轴上,所述第二导向架的另一端间隔凸设有两个第二连接轴,每个所述第二连接轴的外壁均套设有第二滚轮,每个所述第二连接轴的自由端部均嵌设有第二球轮;
12、所述第二轨道沿其轨迹开设有第二导槽,所述第二滚轮活动嵌设于第二导槽内,所述第二球轮抵接于第二导槽的槽底。
13、本发明进一步地,所述导向限位组件为第三滚轮,所述第三滚轮转动连接在载具本体上。
14、本发明进一步地,所述移料同步带的外侧壁一一对应每个载具分别设有凸台,所述第一铰接轴转动铰接在凸台上。
15、本发明进一步地,所述卸料装置包括卸料支架、卸料推杆和推料支架,所述卸料支架固定在底板上,所述卸料推杆安装在卸料支架的顶端,所述推料支架滑动连接在卸料支架上,所述推料支架还与卸料推杆的输出端连接。
16、本发明进一步地,所述料架的底部间隔固定安装有多个万向轮。
17、本发明的有益效果为:本发明通过设置载具转动铰接在移料同步带,且载具通过转动铰接的第一滑动组件和第二滑动组件分别与第一轨道、第二轨道滑动连接,且第一轨道与第二轨道之间的间距处处相等,从而使得载具能够带动车门在与料架长度方向平行状态和与料架长度方向垂直状态之间调整,从而实现沿车门宽度方向对车门进行积放的同时,自动实现车门姿态的调整,无需人工调整操作,提高生产效率,避免对车门造成磕碰而影响车门外观质量。
技术特征:
1.一种汽车车门焊接生产线运送设备,其特征在于,包括料架(1)和多个用于固定车门的载具(2);
2.根据权利要求1所述的一种汽车车门焊接生产线运送设备,其特征在于,所述载具(2)包括呈l型结构的载具(2)本体,所述载具(2)本体的横臂的顶面沿其长度方向间隔设有多个导向限位组件,所述载具(2)本体的纵臂的内侧面的内端固定有两个上下间隔设置的挡料块(22),所述载具(2)本体的纵臂的外侧面沿其长度方向间隔设有多个永磁体(23),所述载具(2)本体的横臂的底面中部凸设有第一铰接轴(211),所述载具(2)本体的横臂的底面在第一铰接轴(211)的内侧凸设有第二铰接轴(212),所述载具(2)本体的横臂的底面在第一铰接轴(211)的外侧凸设有第三铰接轴(213),所述第一滑动组件(24)转动铰接在第二铰接轴(212)上,所述第二滑动组件(25)转动铰接在第三铰接轴(213)上。
3.根据权利要求2所述的一种汽车车门焊接生产线运送设备,其特征在于,所述第一滑动组件(24)包括第一导向架(241),所述第一导向架(241)的一端转动铰接在第二铰接轴(212)上,所述第一导向架(241)的另一端间隔凸设有两个第一连接轴,每个所述第一连接轴的外壁均套设有第一滚轮(242),每个所述第一连接轴的自由端部均嵌设有第一球轮(243);
4.根据权利要求2所述的一种汽车车门焊接生产线运送设备,其特征在于,所述第二滑动组件(25)包括第二导向架(251),所述第二导向架(251)的一端转动铰接在第三铰接轴(213)上,所述第二导向架(251)的另一端间隔凸设有两个第二连接轴,每个所述第二连接轴的外壁均套设有第二滚轮(252),每个所述第二连接轴的自由端部均嵌设有第二球轮(253);
5.根据权利要求2所述的一种汽车车门焊接生产线运送设备,其特征在于,所述导向限位组件为第三滚轮(26),所述第三滚轮(26)转动连接在载具(2)本体上。
6.根据权利要求2所述的一种汽车车门焊接生产线运送设备,其特征在于,所述移料同步带(14)的外侧壁一一对应每个载具(2)分别设有凸台(141),所述第一铰接轴(211)转动铰接在凸台(141)上。
7.根据权利要求2所述的一种汽车车门焊接生产线运送设备,其特征在于,所述卸料装置(3)包括卸料支架(31)、卸料推杆(32)和推料支架(33),所述卸料支架(31)固定在底板(11)上,所述卸料推杆(32)安装在卸料支架(31)的顶端,所述推料支架(33)滑动连接在卸料支架(31)上,所述推料支架(33)还与卸料推杆(32)的输出端连接。
8.根据权利要求1所述的一种汽车车门焊接生产线运送设备,其特征在于,所述料架(1)的底部间隔固定安装有多个万向轮(18)。
9.一种如权利要求1至8所述的汽车车门焊接生产线运送设备的生产方法,其特征在于,包括如下步骤:
技术总结
本发明公开了一种汽车车门焊接生产线运送设备,包括料架和载具;料架设有底板,底板设有第一同步带轮和第二同步带轮;第一同步带轮和第二同步带轮之间绕接有移料同步带,移料同步带的内侧设有第一轨道,移料同步带的外侧设有第二轨道,底板的底面设有减速电机,减速电机与第一同步带轮连接;第一轨道与第二轨道之间的间距处处相等;载具设有第一铰接轴,第一铰接轴转动铰接于移料同步带,载具转动铰接有第一滑动组件和第二滑动组件;第一滑动组件对应滑动连接在第一轨道上,第二滑动组件对应滑动连接在第二轨道上;底板设有卸料装置;本发明自动实现车门姿态的调整,无需人工调整操作,提高生产效率,避免对车门造成磕碰而影响车门外观质量。
技术研发人员:逄政
受保护的技术使用者:上海众冠智能设备有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!