一种轻质高强铝-钽复合型金属板材及其轧制成型方法
本发明属于金属材料加工,特别涉及一种轻质高强铝-钽复合型金属板材及其轧制成型方法。
背景技术:
1、探测器既需要面临强辐射,例如银河宇宙射线、太阳电磁辐射、太阳宇宙射线和宇宙微波背景辐射等,同时还需要面临减重的需求。因此提供轻质、稳定性、防辐射等要求的高性能金属零部件是至关重要的。
2、目前主要采用铝和钽叠加的方式作为辐射屏蔽罩的材料,铝对于高能电子的屏蔽性好,而钽对于中子流和质子流屏蔽性好,同时考虑到单层金属随着厚度的增加,屏蔽效果的边际收益会降低,故选择铝-钽复合板材组合的方式。目前,铝-钽复合金属板的生产,主要采用固固复合法、固液复合法和液液复合法。其中,扩散焊接法压力小,不产生宏观塑性变形,结合强度较低,适合焊后不再加工的精密零件。爆炸复合法噪音大、安全隐患大、生产效率低,不利于精确控制。挤压拉拔法连续性较差,仅适用于金属复合管、棒、线材。
技术实现思路
1、针对上述现有技术的缺陷,本发明提供一种轻质高强铝-钽复合型金属板材及其轧制成型方法,该工艺简单,制备的材料强度高。
2、为实现上述目的,本发明提出如下技术方案:
3、一种轻质高强铝-钽复合型金属板材,所述轻质高强铝-钽复合型金属板材包括铝合金板层、纯铝中间层和纯钽板层。
4、进一步地,所述铝合金板层的厚度为2.5-4.5mm;所述纯铝中间层的厚度为0.1-0.5mm;所述纯钽板层的厚度为0.5-2.5mm。
5、本发明还提供一种所述的轻质高强铝-钽复合型金属板材的轧制成型方法,包括以下步骤:
6、1)将选定的铝合金板、纯铝板和纯钽板进行退火处理,并将预结合面进行磨抛处理,获得表面平整光洁、无氧化的板材;
7、2)将铝合金板、纯铝板和纯钽板按顺序堆叠,对得到的组合板加热至450℃并保温15-30min,然后进行一道次大压下轧制成型,即得轻质高强铝-钽复合型金属板材。
8、进一步地,步骤1)中,所述退火处理温度为200-300℃,其中,铝合金板退火时间为1-3h,纯铝板退火时间为1-2h,纯钽板退火时间为2-5h。
9、进一步地,步骤1)中,所述磨抛处理具体是:首先采用角磨机对材料表面进行粗糙化处理,然后进行喷砂,最后再进行表面清洗。
10、进一步地,步骤2)中,堆叠后得到的组合板用铝制铆杆进行铆固。
11、进一步地,步骤2)中,加热保温过程中,对加热炉进行抽真空并通入氩气。
12、进一步地,步骤2)中,所述轧制成型过程中的参数控制为:轧辊的速度范围为50-70r/min,控制轧下量为60-70%。
13、本发明还提供一种所述的轻质高强铝-钽复合型金属板材作为探测器材料的应用。
14、与现有技术相比,本发明的有益效果为:
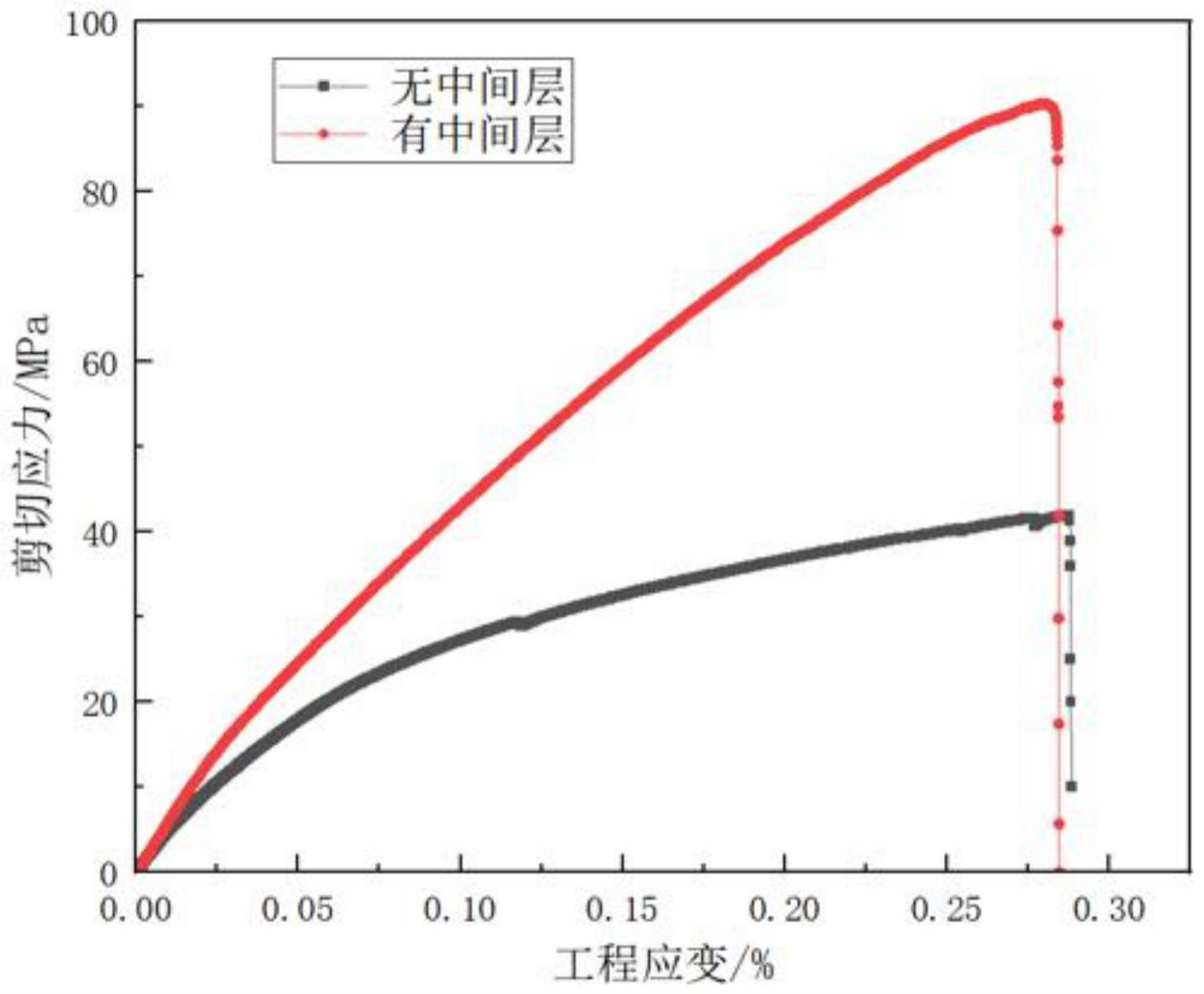
15、本发明通过加纯铝中间层的方式对铝-钽复合板进行单道次轧制,在保证轻质高强的前提下,提高了板材的结合强度,减去了板材的轧制后的退火处理,能够有效防止板材的氧化。
16、该轻质高强铝-钽复合型金属板材的复合强度大(≥80mpa),铝-钽两种复合金属板不易剥离,延伸率好(≥200%)。
17、本发明具有生产工艺简约、节能环保、产品复合强度大、延展率高等优点。
技术特征:
1.一种轻质高强铝-钽复合型金属板材,其特征在于,所述轻质高强铝-钽复合型金属板材包括铝合金板层、纯铝中间层和纯钽板层。
2.根据权利要求1所述的轻质高强铝-钽复合型金属板材,其特征在于,所述铝合金板层的厚度为2.5-4.5mm;所述纯铝中间层的厚度为0.1-0.5mm;所述纯钽板层的厚度为0.5-2.5mm。
3.一种如权利要求1或2所述的轻质高强铝-钽复合型金属板材的轧制成型方法,其特征在于,包括以下步骤:
4.根据权利要求3所述的轧制成型方法,其特征在于,步骤1)中,所述退火处理温度为200-300℃,其中,铝合金板退火时间为1-3h,纯铝板退火时间为1-2h,纯钽板退火时间为2-5h。
5.根据权利要求3所述的轧制成型方法,其特征在于,步骤1)中,所述磨抛处理具体是:首先采用角磨机对材料表面进行粗糙化处理,然后进行喷砂,最后再进行表面清洗。
6.根据权利要求3所述的轧制成型方法,其特征在于,步骤2)中,堆叠后得到的组合板用铝制铆杆进行铆固。
7.根据权利要求3所述的轧制成型方法,其特征在于,步骤2)中,加热保温过程中,对加热炉进行抽真空并通入氩气。
8.根据权利要求3所述的轧制成型方法,其特征在于,步骤2)中,所述轧制成型过程中的参数控制为:轧辊的速度范围为50-70r/min,控制轧下量为60-70%。
9.一种如权利要求1或2所述的轻质高强铝-钽复合型金属板材作为探测器材料的应用。
技术总结
本发明公开一种轻质高强铝‑钽复合型金属板材及其轧制成型方法,属于金属材料加工技术领域。所述轻质高强铝‑钽复合型金属板材包括铝合金板层、纯铝中间层和纯钽板层。包括以下步骤:1)将选定的铝合金板、纯铝板和纯钽板进行退火处理,并将预结合面进行磨抛处理,获得表面平整光洁、无氧化的板材;2)将铝合金板、纯铝板和纯钽板按顺序堆叠,对得到的组合板加热至450℃并保温15‑30min,然后进行一道次大压下轧制成型,即得轻质高强铝‑钽复合型金属板材。本发明在保证轻质高强的前提下,提高了板材的结合强度。
技术研发人员:贾燚,李宗泽,韩建超,王涛,任忠凯,张志雄,卫俊鑫
受保护的技术使用者:太原理工大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!