单机多振镜同步插补方法及系统与流程
本发明涉及振镜激光加工领域,尤其涉及一种单机多振镜同步插补方法及系统。
背景技术:
1、在一般场景的多机台振镜加工系统中,如果需要同时加工两张不同的图纸时,往往需要有两套独立的机台、系统、激光器,再将图纸导入到不同的上位机后,由不同的上位机控制各自系统的振镜卡和伺服控制器,最终实现各自图纸的加工,加工成本高。
2、由于不同上位机的性能和系统通讯延时不完全一致,以及加工图纸的不同,就算使用类似的系统、机台和振镜,也无法保证机台间加工的同步开始和结束。
技术实现思路
1、本发明提供一种单机多振镜同步插补方法及系统,以解决现有技术中的两张加工图纸需要两套系统各自实现,并且无法保证加工同步开始和结束的问题。
2、为解决上述技术问题,本发明是通过如下技术方案实现的:
3、根据本发明的第一方面,提供一种单机多振镜同步插补方法,其包括:
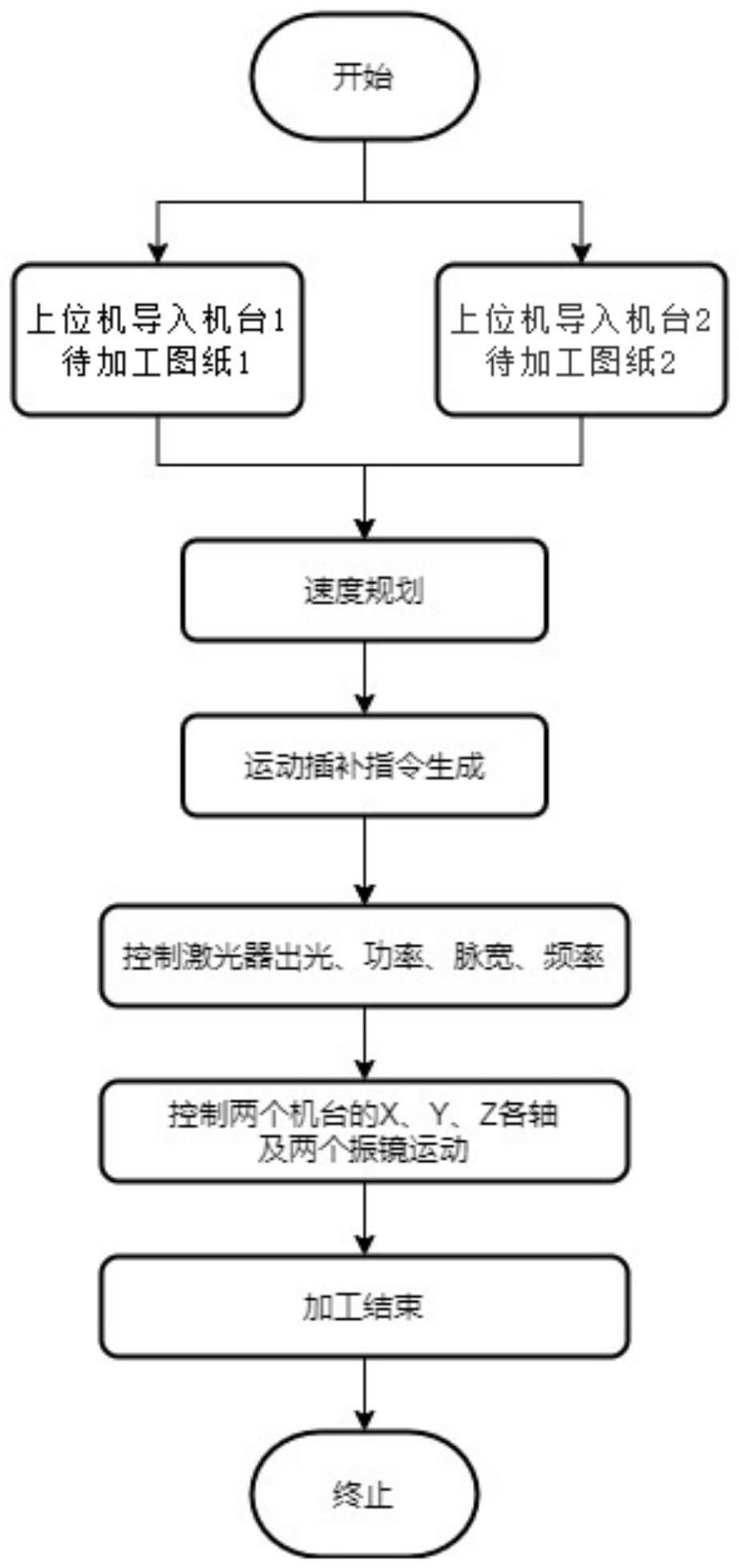
4、s11:同一上位机接收导入的多个加工图纸;
5、s12:所述上位机根据工艺参数对多个所述加工图纸的加工速度进行同步规划,使得多个加工图纸在同时开始加工的情况下,能同时到达各自图纸中对应的指令点,生成速度规划结果;
6、s13:所述上位机根据所述速度规划结果,进行插补指令生成,得到多个所述加工图纸对应的伺服控制器运动指令、振镜运动指令;
7、s14:将所述伺服控制器运动指令、所述振镜运动指令分别发送至伺服控制器、振镜;
8、s15:控制所述激光器开光;
9、s16:控制所述伺服控制器、所述振镜,同时开始加工运动,直到加工结束。
10、较佳地,所述s11与s12之间包括:
11、s21:所述上位机分别对所述加工图纸中的指令进行仿射变换。
12、较佳地,所述s13与s14之间还包括:
13、s31:对所述伺服控制器运动指令、振镜运动指令进行仿射变换;
14、对应地,所述s14具体为:将仿射变换后的伺服控制器运动指令、振镜运动指令分别发送至伺服控制器、振镜。
15、较佳地,所述s14具体包括:将所述伺服控制器运动指令发送至所述伺服控制器,并将所述振镜运动指令经由振镜卡发送至所述振镜。
16、较佳地,所述s13与所述s14之间还包括:
17、s51:对所述伺服控制器运动指令、振镜运动指令进行指令补偿;
18、对应地,所述s14具体为:将指令补偿后的伺服控制器运动指令、振镜运动指令分别发送至伺服控制器、振镜。
19、根据本发明的第二方面,提供一种单机多振镜同步插补系统,其包括:上位机、振镜卡、振镜、激光器;
20、所述上位机包括:控制器、伺服控制器;
21、所述伺服控制器的数量为多个,所述振镜的数量为多个,所述伺服控制器与所述振镜一一对应;
22、所述控制器与所述振镜卡双向通讯连接,所述伺服控制器直接或间接与所述振镜卡通讯连接,所述振镜卡分别与多个所述振镜相连;
23、所述控制器被配置为能够接收多个加工图纸,还被配置为能够对多个所述加工图纸的加工速度进行同步规划,使得其能在同时开工的情况下,同时结束;
24、所述振镜卡还通过所述激光器直接或间接与所述振镜连接。
25、较佳地,所述控制器还被配置为能够对所述加工图纸中的指令进行仿射变换。
26、较佳地,还包括:分光组件;
27、所述激光器的数量为一个;
28、所述振镜卡还通过所述激光器直接或间接与对应的所述振镜连接,具体为:所述主振镜卡与所述激光器相连,所述激光器与所述分光组件相连,所述分光组件分别与多个所述振镜相连。
29、根据本发明的第三方面,提供另一种单机多振镜同步插补系统,其包括:上位机、振镜、激光器;
30、所述上位机包括:控制机、伺服控制器;
31、所述伺服控制器的数量为多个,所述振镜的数量为多个,所述伺服控制器与所述振镜一一对应;
32、所述控制机分别与多个所述振镜通讯连接,所述控制机还分别与多个所述伺服控制器通讯连接;
33、所述控制机被配置为能够接收多个加工图纸,还被配置为能够对多个所述加工图纸的加工速度进行同步规划,使得其能在同时开工的情况下,同时结束;
34、所述控制机还通过所述激光器直接或间接与对应的所述振镜连接。
35、较佳地,所述控制机还被配置为能够对所述加工图纸中的指令进行仿射变换。
36、较佳地,还包括:分光组件;
37、所述激光器的数量为一个;
38、所述控制机还通过所述激光器直接或间接与对应的所述振镜连接,具体为:所述控制机与所述激光器相连,所述激光器与所述分光组件相连,所述分光组件分别与多个所述振镜相连。
39、本发明提供的单机多振镜同步插补方法及系统,多个振镜由同一上位机控制,可同时导入多个相同或不同的加工图纸,实现了多个工件同时加工、同时结束。
40、本发明的一可选方案中,多个振镜共用一个激光器,缩减了激光器的使用数量,降低了激光器的成本,进而降低了加工成本。
技术特征:
1.一种单机多振镜同步插补方法,其特征在于,包括:
2.根据权利要求1所述的单机多振镜同步插补方法,其特征在于,所述s11与s12之间包括:
3.根据权利要求1所述的单机多振镜同步插补方法,其特征在于,所述s13与s14之间还包括:
4.根据权利要求1所述的单机多振镜同步插补方法,其特征在于,所述s14具体包括:将所述伺服控制器运动指令发送至所述伺服控制器,并将所述振镜运动指令经由振镜卡发送至所述振镜。
5.根据权利要求1所述的单机多振镜同步插补方法,其特征在于,所述s13与所述s14之间还包括:
6.一种单机多振镜同步插补系统,其特征在于,包括:上位机、振镜卡、振镜、激光器;
7.根据权利要求6所述的单机多振镜同步插补系统,其特征在于,所述控制器还被配置为能够对所述加工图纸中的指令进行仿射变换。
8.根据权利要求6所述的单机多振镜同步插补系统,其特征在于,还包括:分光组件;
9.一种单机多振镜同步插补系统,其特征在于,包括:上位机、振镜、激光器;
10.根据权利要求9所述的单机多振镜同步插补系统,其特征在于,所述控制机还被配置为能够对所述加工图纸中的指令进行仿射变换。
11.根据权利要求9所述的单机多振镜同步插补系统,其特征在于,还包括:分光组件;
技术总结
本发明提供了一种单机多振镜同步插补方法及系统,包括:同一上位机接收导入的多个加工图纸;根据工艺参数对多个加工图纸的加工速度进行同步规划,使得多个加工图纸在同时开始加工的情况下,能同时到达各自图纸中对应的指令点;根据速度规划结果,进行插补指令生成,得到多个加工图纸对应的伺服控制器运动指令、振镜运动指令;将伺服控制器运动指令、振镜运动指令分别发送至伺服控制器、振镜;激光器开光;伺服控制器、振镜同时开始加工运动直到加工停止。本发明,多个振镜由同一上位机控制,可同时导入多个加工图纸,实现了多个工件同时加工、同时结束,提高了加工效率,缩减了加工成本。
技术研发人员:卢琳,夏益博,姜阳
受保护的技术使用者:上海柏楚数控科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!