一种铅酸蓄电池用助焊剂及其制备方法与流程
本发明涉及铅酸蓄电池用助焊剂的,尤其涉及一种铅酸蓄电池用助焊剂及其制备方法。
背景技术:
1、铅酸蓄电池作为最古老的二次电池,因其材料成本低、循环性能优越且安全性高而为市场广泛接受,尤其是电动助力车用阀控式铅酸蓄电池,尽管受到锂离子电池的冲击,但其在该领域内的主导地位短时间内仍不可动摇。但随着新国标的推行及原材料价格的上涨,电池企业不得不进行电池降重,以期达到国家标准和降低生产成本,其中就包括电池汇流排减薄和采用连铸连轧冲网工艺制造板栅。汇流排减薄直接导致焊基厚度减小,从而使得焊接难度增大,难以满足“倒爬焊”的工艺要求。另外,采用连铸连轧冲网工艺制造的板栅,其极耳比传统重力浇铸的板栅极耳要薄近0.2mm,这就导致铸焊时更容易发生“过熔”(即极耳在铸焊时过度熔化而使焊接面连接不良),进而在大电流通过时发生熔断,引起电池寿命的缩短,造成退货率升高,给企业造成了巨大的损失。
2、现在市面上并无应对冲网板栅极耳偏薄引起的铸焊过熔问题的专用助焊剂,此外,目前几种常用的助焊剂在铸焊时均会产生有毒物质,对人员和环境的危害较大。例如:中国专利号cn104139252a公开了一种铅酸蓄电池助焊剂,由以下重量百分数的物质组成:45-55%的亚磷酸、0.5-1.5%的表面活性剂、0.1-0.2%的助溶剂、1.5-2.5%的醇类、0.01-0.02‰的染色剂、0.1-0.5%的添加剂、余量为溶剂,其中,所述醇类为乙醇、乙二醇、丙醇或丙二醇中的任意一种。因其配方中主要成分为亚磷酸,该物质本身有毒,且其分解产物之一的磷化氢是剧毒气体,对人体健康和环境危害性极大。中国专利号cn108838582公开了一种共融性助焊剂,包括按重量百分比计的如下组分:清洁液86%~76%;乙醇2%~4%;磷酸12%~20%,其中清洗液为氧化碘苯,该物质在铸焊高温下分解产生有毒碘蒸气,同样危害人体健康。
技术实现思路
1、为了应对冲网板栅极耳偏薄引起的铸焊过熔问题,本发明提供了一种铅酸蓄电池用助焊剂及其制备方法,通过对助焊剂原料组分的优化改进,能够避免出现极耳铸焊过熔现象,并且在铸焊时不会产生有毒物质,环保无毒害,对人体和环境友好。
2、本发明的具体技术方案为:
3、第一方面,本发明提供了一种铅酸蓄电池用助焊剂,所述助焊剂按重量份计包括以下原料组分:溶剂61~71份、活化剂20.9~25.3份、表面活性剂0.5~1.0份、缓蚀剂1~3份和染色剂4~5份;所述活化剂包括亚甲基丁二酸、乙二胺四乙酸二钠和苯甲酸钠。
4、本发明中助焊剂的各原料组分均有较高的热稳定性,能够满足在500℃左右的温度条件下的铸焊所需,并且不会产生有害分解产物。缓蚀剂能够改变铅表面的性质,从而抑制了其他酸性成分的腐蚀作用。表面活性剂能够降低焊接面的表面张力,增大铅液对极耳的润湿性,保证汇流排和极耳间的良好焊接效果。
5、亚甲基丁二酸、乙二胺四乙酸二钠与苯甲酸钠作为活化剂的复配使用,能够在最大程度上同时提高焊接速度和焊接能力。助焊剂“去除氧化物”的过程,其实就是一个氧化还原的过程,在氧化还原反应的过程中,反应进行的“速度”及反应“能力”极为重要,两者是内在的问题,其宏观表现就是所谓的“焊接速度”与“焊接能力”。加入活性较弱或活性太弱的活化剂,将导致助焊剂的焊接速度或焊接能力相对较差;加入活性较强的活化剂,助焊剂去除氧化膜的能力较强,但如果助焊剂中活化剂太多、太强或整体结构配伍不好时,很可能会导致焊后有活性物质残留,这时就存在焊后继续腐蚀的可能性,对产品的安全性能造成隐患。亚甲基丁二酸为有机二元酸,苯甲酸钠水溶液呈碱性,前者起到去除氧化层的作用,而后者则有抑制过强酸性的作用。而乙二胺四乙酸二钠是一种重要的螯合剂,能螯合溶液中的金属离子,通过与去除氧化层过程产生的铅离子作用,在焊基表面形成保护层,避免了焊基的再次腐蚀。三者共同作用,既保证了反应进行速度,又保障了反应进行的能力。因而,活化剂的复配和组分配比会影响氧化还原反应活性,进而影响焊接的速度和能力,并且活化剂需要与其他组分形成良好配伍,才能够达到良好的焊接效果。
6、作为优选,所述亚甲基丁二酸、乙二胺四乙酸二钠和苯甲酸钠的重量份比为20~24:0.8~1:0.1~0.3。
7、作为优选,所述缓蚀剂为氨基磺酸钠。
8、氨基磺酸钠在参与铸焊后会分解,引入的钠离子对电池质量无不良影响;若使用有机胺作为缓蚀剂,则会引入较多有机碳或者卤素,这些杂质严重威胁电池寿命。
9、氨基磺酸钠作为缓蚀剂,可以有效减轻焊基腐蚀。
10、作为优选,所述溶剂包括水和三丙二甲醇醚。
11、作为优选,所述水和三丙二甲醇醚的重量份比为60~65:1~6。
12、三丙二甲醇醚可完全水溶,并对众多极性与非极性物质有良好的溶解能力,能够使助焊剂各组分充分溶解,保证了助焊剂的均一性。蒸气压很低,挥发性很小,状态稳定,易于保存。
13、作为优选,所述表面活性剂包括脂肪醇聚氧乙烯醚硫酸钠和脂肪醇聚氧乙烯醚硫酸铵。
14、作为优选,所述脂肪醇聚氧乙烯醚硫酸钠和脂肪醇聚氧乙烯醚硫酸铵的重量份比为0.3~0.5:0.2~0.5。
15、这两种表面活性剂具有优异的去污能力,脂肪醇聚氧乙烯醚硫酸钠和脂肪醇聚氧乙烯醚硫酸铵的合理配比能够满足铸焊所需,并且两者均无毒性,符合本助焊剂“环保无毒害”的要求。
16、作为优选,所述染色剂为甲基蓝。
17、相比于目前常用的甲基红染色剂,甲基蓝易溶于水,故而可以在溶剂纯水中充分分散而发挥较高的染色效果;且在同为酸性染色剂的前提下,由于受到生产车间内的光线较暗的影响,甲基蓝染色剂更易于在铸焊后检查隔板是否受到助焊剂的污染,以便于预防不良品的产生。
18、第二方面,本发明还提供了一种铅酸蓄电池用助焊剂的制备方法,按重量份计,包括如下步骤:
19、(1)将0.5~1.0份表面活性剂加入到50~61份溶剂中,搅拌至完全溶解;
20、(2)向步骤(1)中再加入20.9~25.3份活化剂后搅拌;
21、(3)将1~3份缓蚀剂加入到7~15份溶剂中,搅拌至完全溶解,得到溶液;向步骤(2)中加入该溶液后搅拌;
22、(4)向步骤(3)中再加入4~5份染色剂后搅拌,得到助焊剂。
23、由于少量水加入到表面活性剂中易产生凝胶,故应将表面活性剂向足量溶剂中缓慢加入,有助于形成均一溶液,助焊剂能够更好地发挥效用。
24、与现有技术相比,本发明具有以下有益效果:
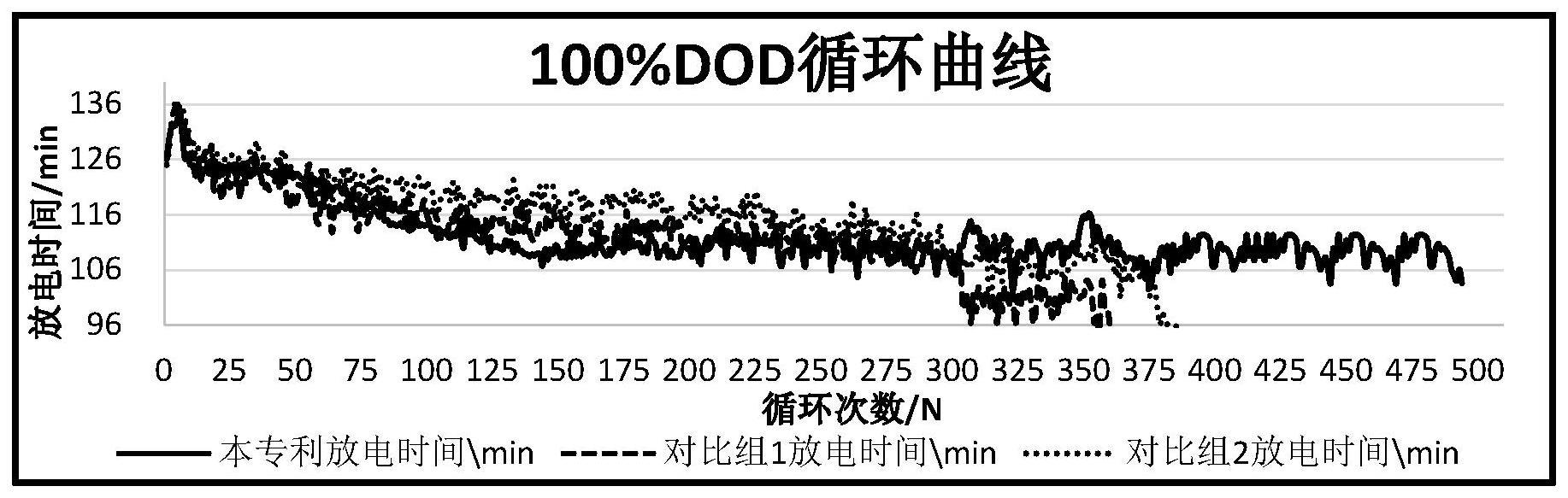
25、(1)助焊剂参与的焊接,极耳与汇流排间呈明显“倒爬焊”状,焊接面光滑且无过熔迹象,而且焊接后电池的循环寿命也能够得到有效提升;
26、(2)助焊剂的各原料组分均有较高的热稳定性,能够满足在500℃左右的温度条件下的铸焊所需,并且不会产生有害分解产物,环保无毒害,对人体和环境友好。
技术特征:
1.一种铅酸蓄电池用助焊剂,其特征在于,所述助焊剂按重量份计包括以下原料组分:溶剂61~71份、活化剂20.9~25.3份、表面活性剂0.5~1.0份、缓蚀剂1~3份和染色剂4~5份;所述活化剂包括亚甲基丁二酸、乙二胺四乙酸二钠和苯甲酸钠。
2.如权利要求1所述铅酸蓄电池用助焊剂,其特征在于,所述亚甲基丁二酸、乙二胺四乙酸二钠和苯甲酸钠的重量份比为20~24:0.8~1:0.1~0.3。
3.如权利要求1所述铅酸蓄电池用助焊剂,其特征在于,所述缓蚀剂为氨基磺酸钠。
4.如权利要求1-3之一所述铅酸蓄电池用助焊剂,其特征在于,所述溶剂包括水和三丙二甲醇醚。
5.如权利要求4所述铅酸蓄电池用助焊剂,其特征在于,所述水和三丙二甲醇醚的重量份比为60~65:1~6。
6.如权利要求1-3之一所述铅酸蓄电池用助焊剂,其特征在于,所述表面活性剂包括脂肪醇聚氧乙烯醚硫酸钠和脂肪醇聚氧乙烯醚硫酸铵。
7.如权利要求6所述铅酸蓄电池用助焊剂,其特征在于,所述脂肪醇聚氧乙烯醚硫酸钠和脂肪醇聚氧乙烯醚硫酸铵的重量份比为0.3~0.5:0.2~0.5。
8.如权利要求1所述铅酸蓄电池用助焊剂,其特征在于,所述染色剂为甲基蓝。
9.一种如权利要求1-8任一所述铅酸蓄电池用助焊剂的制备方法,其特征在于,按重量份计,包括如下步骤:
技术总结
本发明涉及铅酸蓄电池用助焊剂的技术领域,公开了一种铅酸蓄电池用助焊剂及其制备方法,所述助焊剂按重量份计包括以下原料组分:溶剂61~71份、活化剂20.9~25.3份、表面活性剂0.5~1.0份、缓蚀剂1~3份和染色剂4~5份;所述活化剂包括亚甲基丁二酸、乙二胺四乙酸二钠和苯甲酸钠。本发明助焊剂参与的焊接,极耳与汇流排间呈明显“倒爬焊”状,焊接面光滑且无过熔迹象,而且焊接后电池的循环寿命也能够得到有效提升;助焊剂的各原料组分均有较高的热稳定性,能够满足在500℃左右的温度条件下的铸焊所需,并且不会产生有害分解产物,环保无毒害,对人体和环境友好。
技术研发人员:喻刚,李焙,闫大龙,李娟,孙延宸,马洪涛
受保护的技术使用者:超威电源集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!