一种钢瓶阀体自动组装装置的制作方法
本发明涉及钢瓶阀体组装,尤其涉及一种钢瓶阀体自动组装装置。
背景技术:
1、钢瓶,即贮存高压氧气、煤气、石油液化气等的钢制瓶。气体钢瓶一般盛装永久气体、液化气体或混合气体。气体钢瓶瓶充装单位、气体钢瓶检验单位、气体钢瓶使用单位(包括工厂、实验室、医院、学校、疾控中心、电子室、洁净室、工业机构等)、瓶装气体和气体钢瓶经销单位的气瓶管理急需提高,应加强对运输、储存气体钢瓶的安全管理。
2、阀芯是阀体借助它的移动来实现方向控制、压力控制或流量控制的基本功能的阀零件。
3、在目前钢瓶生产过程中,阀体的安装是较为复杂繁琐的,阀体在安装至钢瓶内部时必须控制阀体的旋转圈数才能达到指定压力,人工安装容易因为一些人为因素导致圈数出现错乱,导致压力控制出现偏差,而且阀体的安装步骤较多,大部分都是通过人工配合机器进行操作,不是全自动化,所以在安装过程中会导致时间的浪费,而且效率较低。
技术实现思路
1、本发明提出的一种钢瓶阀体自动组装装置,以解决现有技术中的上述不足之处。
2、为了实现上述目的,本发明采用了如下技术方案:
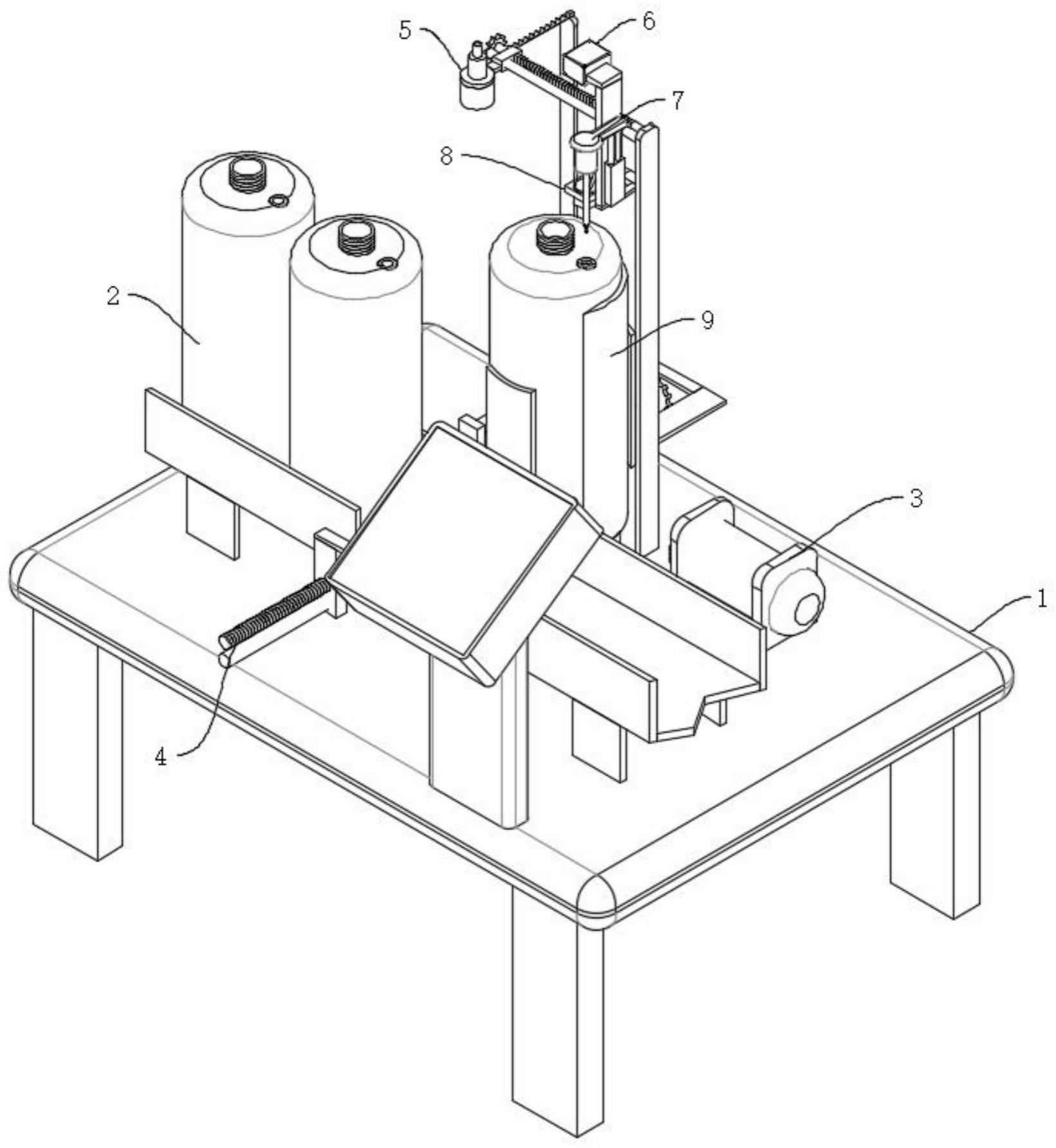
3、一种钢瓶阀体自动组装装置,包括工作台和输送机构,所述输送机构安装在工作台的顶部位置;
4、驱动机构,所述驱动机构安装在工作台的顶部位置;
5、推料机构,所述推料机构安装在驱动机构的一侧位置,所述推料机构包括两个移动架,所述移动架的顶部固定有弧形推板,所述驱动机构驱动两个移动架和两个弧形推板往复移动;
6、送料机构,所述送料机构安装在驱动机构的另一侧位置,所述送料机构包括移动板一,所述移动板一的一侧固定有筒体,所述筒体的顶部连通有气管;
7、孔位检测机构,所述孔位检测机构安装在送料机构的一侧位置;
8、拧紧机构,所述拧紧机构安装在孔位检测机构的一侧位置;
9、校正机构,所述校正机构安装在孔位检测机构的一侧位置,所述校正机构包括吹气管;
10、旋转机构,所述旋转机构安装在工作台的顶部位置。
11、优选的,所述工作台包括桌台,所述桌台的顶部固定有控制台,所述控制台与电机一、电机二、气泵、孔位检测仪、电磁阀一和电磁阀二通过电性连接。
12、优选的,所述输送机构包括固定在桌台顶部的输送带,所述输送带的两侧均固定有多块侧板,所述输送带的顶部设有多个钢瓶,输送机构对钢瓶进行输送。
13、优选的,所述驱动机构包括固定在桌台顶部的电机板,所述电机板的内部固定有电机一,所述电机一的输出轴一端固定连接有齿轮一,所述桌台的顶部固定有气泵。
14、优选的,所述推料机构还包括固定在桌台顶部的固定板一,所述固定板一的内部转动连接有转轴,所述转轴的外部开设有两段往复螺纹,所述转轴的一端固定连接有单向齿轮一,所述单向齿轮一的一侧与齿轮一相啮合,所述固定板一的内部固定有导向杆一,所述移动架螺纹套设在往复螺纹的外部,所述移动架套设在导向杆一的外部,推料机构通过两个弧形推板将钢瓶推送至指定位置进行组装。
15、优选的,所述送料机构还包括与桌台顶部固定连接的固定板二,所述固定板二的一侧转动连接有往复螺杆一,所述往复螺杆一的一端固定连接有单向齿轮二,所述单向齿轮二的一侧与齿轮一相啮合,所述固定板二的一侧固定有导向杆二,所述往复螺杆一的外部螺纹套设有移动板二,所述移动板二的顶部固定有齿条,所述桌台的顶部固定有固定板三,所述固定板三的一侧转动连接有往复螺杆二,所述往复螺杆二的一端固定有齿轮二,所述齿轮二的一侧与齿条相啮合,所述移动板一螺纹套设在往复螺杆二的外部,所述固定板三的一侧固定有导向杆三,所述导向杆三套设在移动板一的内部,所述气管的一端连通有电磁阀一,所述电磁阀一与气泵通过管道连接,所述孔位检测机构包括固定在固定板三一侧的支撑架,所述支撑架的一侧固定有孔位检测仪,送料机构带动阀体移动至阀体安装孔的顶部位置,实现自动送料。
16、优选的,所述拧紧机构包括固定在支撑架一侧的气缸,所述气缸与气泵通过管道连通,所述气缸的一端固定有固定板四,所述固定板四的底部固定有电机二,所述电机二的输出轴端固定有螺丝刀,拧紧机构将阀体旋入阀体安装孔内,通过旋转指定圈数达到指定压力控制值。
17、优选的,所述校正机构包括与支撑架一侧固定连接的固定板五,所述固定板五的内部固定有落料环,所述落料环的内壁为斜坡结构,所述固定板五的顶部固定有固定板六,所述固定板六的内部固定有吹气管,所述吹气管的一端连通有电磁阀二,所述电磁阀二与气泵通过管道连接,校正机构通过吹气将有可能挂在落料环上的料滑出落料环,落料环的内部是漏斗型,方便阀体准确插入阀体安装孔内部。
18、优选的,所述旋转机构包括固定在桌台顶部的多个支撑腿,多个所述支撑腿的顶部固定有料套,所述料套的一侧贯穿开设有推料口,所述料套的底部贯穿开设有转盘口,所述转盘口的内部转动连接有转板,所述桌台的顶部固定有电机三,所述电机三的输出轴端与转板固定连接,旋转机构带动钢瓶旋转,使阀体安装孔移动至指定位置,方便阀体的安装。
19、与现有的技术相比,本发明的有益效果是:
20、1、本发明通过安装输送机构和推料机构,输送机构对钢瓶进行输送,推料机构通过两个弧形推板将钢瓶推送至指定位置进行组装。
21、2、本发明通过安装送料机构、拧紧机构、校正机构和旋转机构,送料机构带动阀体移动至阀体安装孔的顶部位置,实现自动送料,拧紧机构将阀体旋入阀体安装孔内,通过旋转指定圈数达到指定压力控制值,校正机构通过吹气将有可能挂在落料环上的料滑出落料环,落料环的内部是漏斗型,方便阀体准确插入阀体安装孔内部,旋转机构带动钢瓶旋转,使阀体安装孔移动至指定位置,方便阀体的安装。
22、综上所述,该设备设计新颖,操作简单,该设备全自动一体化运行,通过电动旋转阀体,程序指定圈数,避免圈数出现误差导致的压力控制偏差,而且全自动一体化运行会大大降低安装过程中的时间浪费,大大提高组装效率。
技术特征:
1.一种钢瓶阀体自动组装装置,包括工作台(1),其特征在于:
2.根据权利要求1所述的一种钢瓶阀体自动组装装置,其特征在于,所述工作台(1)包括桌台(11),所述桌台(11)的顶部固定有控制台(12)。
3.根据权利要求1所述的一种钢瓶阀体自动组装装置,其特征在于,所述输送机构(2)包括固定在桌台(11)顶部的输送带(21),所述输送带(21)的两侧均固定有多块侧板(22),所述输送带(21)的顶部设有多个钢瓶(23)。
4.根据权利要求2所述的一种钢瓶阀体自动组装装置,其特征在于,所述驱动机构(3)包括固定在桌台(11)顶部的电机板(31),所述电机板(31)的内部固定有电机一(32),所述电机一(32)的输出轴一端固定连接有齿轮一(33),所述桌台(11)的顶部固定有气泵(34)。
5.根据权利要求1所述的一种钢瓶阀体自动组装装置,其特征在于,所述推料机构(4)还包括固定在桌台(11)顶部的固定板一(41),所述固定板一(41)的内部转动连接有转轴(42),所述转轴(42)的外部开设有两段往复螺纹(44),所述转轴(42)的一端固定连接有单向齿轮一(45),所述单向齿轮一(45)的一侧与齿轮一(33)相啮合,所述固定板一(41)的内部固定有导向杆一(43),所述移动架(46)螺纹套设在往复螺纹(44)的外部,所述移动架(46)套设在导向杆一(43)的外部。
6.根据权利要求2所述的一种钢瓶阀体自动组装装置,其特征在于,所述送料机构(5)还包括与桌台(11)顶部固定连接的固定板二(501),所述固定板二(501)的一侧转动连接有往复螺杆一(502),所述往复螺杆一(502)的一端固定连接有单向齿轮二(503),所述单向齿轮二(503)的一侧与齿轮一(33)相啮合,所述固定板二(501)的一侧固定有导向杆二(504),所述往复螺杆一(502)的外部螺纹套设有移动板二(505),所述移动板二(505)的顶部固定有齿条(506),所述桌台(11)的顶部固定有固定板三(507),所述固定板三(507)的一侧转动连接有往复螺杆二(508),所述往复螺杆二(508)的一端固定有齿轮二(511),所述齿轮二(511)的一侧与齿条(506)相啮合,所述移动板一(509)螺纹套设在往复螺杆二(508)的外部,所述固定板三(507)的一侧固定有导向杆三,所述导向杆三套设在移动板一(509)的内部,所述气管(510)的一端连通有电磁阀一,所述电磁阀一与气泵(34)通过管道连接,所述孔位检测机构(6)包括固定在固定板三(507)一侧的支撑架(61),所述支撑架(61)的一侧固定有孔位检测仪(62)。
7.根据权利要求1所述的一种钢瓶阀体自动组装装置,其特征在于,所述拧紧机构(7)包括固定在支撑架(61)一侧的气缸(71),所述气缸(71)与气泵(34)通过管道连通,所述气缸(71)的一端固定有固定板四(72),所述固定板四(72)的底部固定有电机二(73),所述电机二(73)的输出轴端固定有螺丝刀(74)。
8.根据权利要求1所述的一种钢瓶阀体自动组装装置,其特征在于,所述校正机构(8)包括与支撑架(61)一侧固定连接的固定板五(81),所述固定板五(81)的内部固定有落料环(82),所述落料环(82)的内壁为斜坡结构,所述固定板五(81)的顶部固定有固定板六(83),所述固定板六(83)的内部固定有吹气管(84),所述吹气管(84)的一端连通有电磁阀二,所述电磁阀二与气泵(34)通过管道连接。
9.根据权利要求1所述的一种钢瓶阀体自动组装装置,其特征在于,所述旋转机构(9)包括固定在桌台(11)顶部的多个支撑腿(91),多个所述支撑腿(91)的顶部固定有料套(92),所述料套(92)的一侧贯穿开设有推料口(94),所述料套(92)的底部贯穿开设有转盘口,所述转盘口的内部转动连接有转板,所述桌台(11)的顶部固定有电机三(93),所述电机三(93)的输出轴端与转板固定连接。
技术总结
本发明公开了一种钢瓶阀体自动组装装置,涉及钢瓶阀体组装技术领域,现提出如下方案,包括工作台和输送机构,所述输送机构安装在工作台的顶部位置,驱动机构,所述驱动机构安装在工作台的顶部位置,推料机构,所述推料机构安装在驱动机构的一侧位置,所述推料机构包括两个移动架,所述移动架的顶部固定有弧形推板,所述驱动机构驱动两个移动架和两个弧形推板往复移动,送料机构,所述送料机构安装在驱动机构的另一侧位置,所述送料机构包括移动板一;本发明全自动一体化运行,通过电动旋转阀体,程序指定圈数,避免圈数出现误差导致的压力控制偏差,而且全自动一体化运行会大大降低安装过程中的时间浪费,大大提高组装效率。
技术研发人员:林康生,林星禺
受保护的技术使用者:浙江安盛机械制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!