用于制造高效Y形管的装置和方法与流程
1.本公开涉及一种用于减小y形管的顶角的装置和方法。2.相关技术的描述用于输送各种类型的流体(例如气体和液体)的管(例如管子、导管等)的设计必须考虑流体的动力学。例如,通常期望不设计会产生过度涡流的管,过度涡流会导致流体的一些部分中的停滞流动。流动速度是另一个考虑因素,其在管道弯曲处或具有分流或汇流的接头的情况下尤其相关。例如,在需要分流的情况下,流体流过y形接头比流过t形接头更快,因为叉形管(或“y形管”)中流体在分流处转向的角度比t形管小。实际上,y顶点的角度(即由管中的裂口形成的两个支腿之间的角度)越小,流体能够越快地流过y形管。然而,用于构造y形管的过程并非没有困难。现有技术的方法包括将两个零件焊接在一起,或液压成形。将两个零件焊接在一起的优点在于,在y的支腿之间的更锐的角度是可能的,但是这是以焊缝为代价的,焊缝是管内潜在的弱点和流动扰动点。液压成形消除了对焊接和随之产生的接缝的需求,但是它导致y形管具有大得多的顶角,因为金属不能轻易地在尖角周围进行液压成形。因此,存在对提供具有小顶角的y形管的构件的需求,该y形管不具有焊缝或者至少提供已知y形管的有用替代物。
背景技术:
技术实现思路
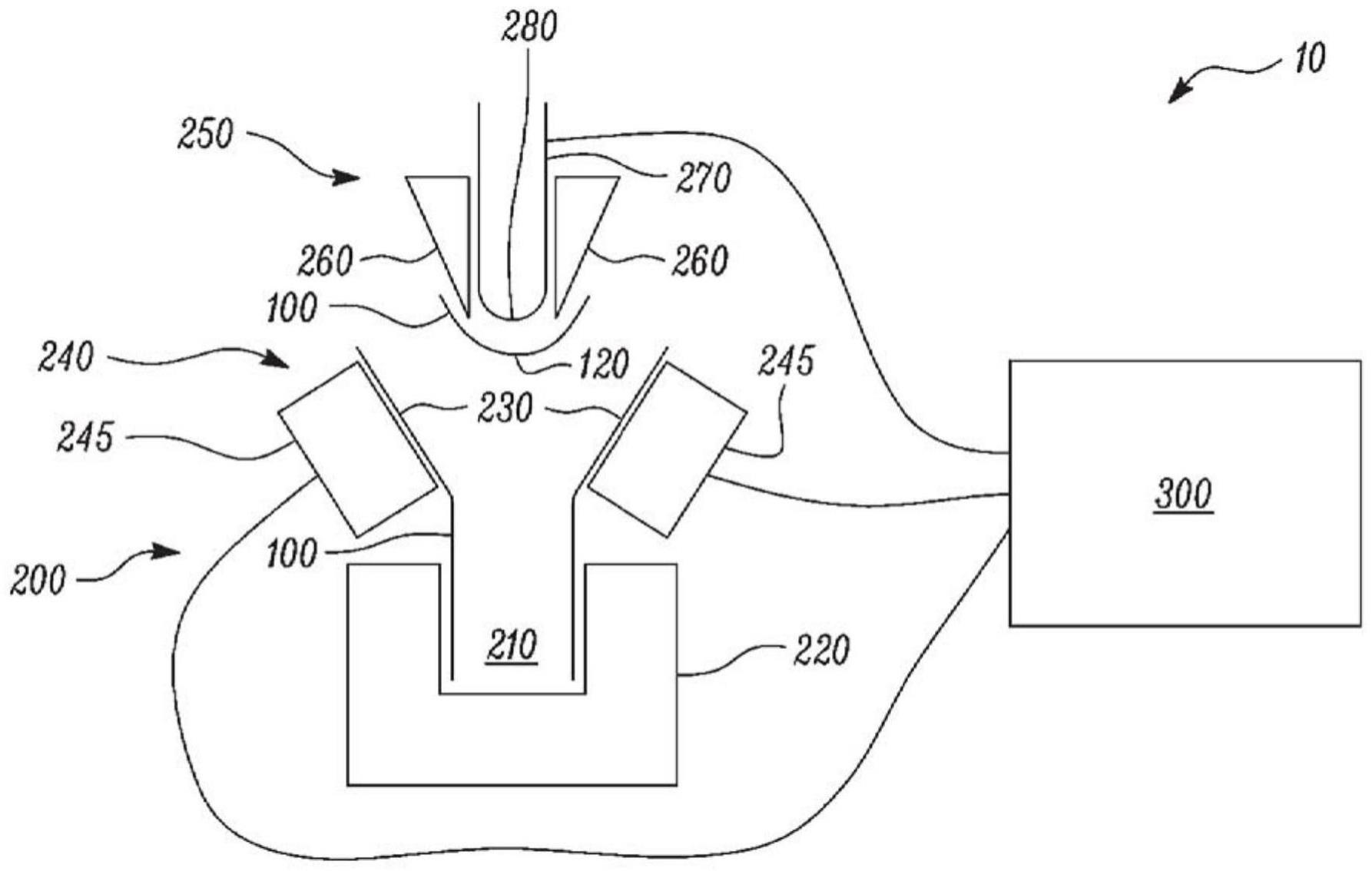
1、根据第一方面,提供了一种用于减小y形管的顶角的装置,所述装置包括:第一部件,所述第一部件被构造成保持所述y形管,所述第一部件包括保持器部分和钳口部分,所述钳口部分能够相对于所述保持器部分在至少第一构型与第二构型之间移动,其中在所述第一构型中,所述保持器部分和所述钳口部分形成用于所述y形管的保持器,所述钳口部分形成第一角度,并且在所述第二构型中,所述保持器部分和所述钳口部分形成用于所述y形管的保持器,所述钳口部分形成小于所述第一角度的第二角度;和第二部件,所述第二部件被构造成插入所述y形管的所述顶点中,所述第二部件包括楔形部分和冲压部分,所述楔形部分被构造成插入所述y形管的所述顶点中,并且所述冲压部分具有顶端并且至少部分地装配在所述楔形部分内并且能够相对于所述楔形部分在缩回位置与延伸位置之间移动,其中在所述缩回位置中,所述冲压部分的所述顶端处于相对于所述楔形部分的第一位置中,并且在所述延伸位置中,所述冲压部分的所述顶端处于相对于所述楔形部分的第二位置中,所述第二位置比所述第一位置更靠近所述装置的所述保持器部分;所述装置还包括控制系统,所述控制系统被构造成控制所述钳口部分和所述冲压部分的所述移动,使得所述钳口部分在所述第一构型与所述第二构型之间的所述移动与所述冲压部分在所述缩回位置与所述延伸位置之间的所述移动同步,使得保持在所述第一部件与所述第二部件之间的所述y形管的顶角减小。
2、这种装置提供了一种用于形成具有尖锐顶点的y形管的容易且可靠的构件,而不会在y形管中形成弱点或者不会形成干扰流体流过y形管的突起。
3、冲压部分可以是可调换的,使得具有不同顶端轮廓的不同冲压部分可以用在楔形部分内。这种特征部允许小心地控制y形管顶点的形状。
4、保持器部分可以被构造成仅与y形管的具有圆柱形形状的一部分接触。钳口部分可以被构造成仅与y形管的具有非平行外表面的一部分接触。这种特征部允许具有更大范围的发散角的y形管在其启动之前被容纳在装置中,同时仍然将y形管牢固地保持在适当位置。
5、保持器部分和钳口部分可以彼此相邻。这种特征部在弯曲过程期间沿其长度为y形管提供了改进的支撑。
6、保持器部分和钳口部分彼此可移动地连接。这种特征部可以简化钳口部分的启动,从而当用于弯曲相同设计的多个y形管时产生更一致的弯曲。
7、保持器部分可以是可调节的,以便能够容纳不同直径的y形管。这种特征部允许在具有各种直径的y形管上使用一个装置。
8、根据第二方面,提供了一种用于减小y形管的顶角的方法,所述方法包括:将所述y形管放置到装置中,所述装置包括:第一部件,所述第一部件被构造成保持所述y形管,所述第一部件包括保持器部分和钳口部分,所述钳口部分能够相对于所述保持器部分在至少第一构型与第二构型之间移动,其中在所述第一构型中,所述保持器部分和所述钳口部分形成用于所述y形管的保持器,所述钳口部分形成第一角度,并且在所述第二构型中,所述保持器部分和所述钳口部分形成用于所述y形管的保持器,所述钳口部分形成小于所述第一角度的第二角度;第二部件,所述第二部件被构造成插入所述y形管的顶点中,所述第二部件包括楔形部分和冲压部分,所述楔形部分被构造成插入所述y形管的所述顶点中,并且所述冲压部分具有顶端并且至少部分地装配在所述楔形部分内并且能够相对于所述楔形部分在缩回位置与延伸位置之间移动,其中在所述缩回位置中,所述冲压部分的所述顶端处于相对于所述楔形部分的第一位置中,并且在所述延伸位置中,所述冲压部分的所述顶端处于相对于所述楔形部分的第二位置中,所述第二位置比所述第一位置更靠近所述装置的所述保持器部分;和控制系统,所述控制系统被构造成控制所述钳口部分和所述冲压部分的所述移动;使用所述控制系统来使所述钳口部分从所述第一构型至所述第二构型的移动与所述冲压部分从所述缩回位置至所述延伸位置的移动同步,使得保持在所述第一部件与所述第二部件之间的所述y形管的顶角减小。
9、这种方法提供了一种用于形成具有尖锐顶点的y形管的容易且可靠的构件,而不会在y形管中形成弱点或者不会形成干扰流体流过y形管的突起。
10、所述方法还可以包括以下步骤:缩回所述冲压部分;将所述冲压部分调换成具有较窄顶端的第二冲压部分;将所述第二冲压部分移动到延伸位置中,同时所述钳口部分的所述钳口移动到第三构型,其中所述钳口部分形成小于所述第二角度的第三角度,使得保持在所述第一部件与所述第二部件之间的所述y形管的顶角进一步减小。这些可选的附加步骤允许获得更大范围的y形管顶角。
11、所述方法可以在环境温度下用所述y形管执行。替代地,所述y形管可以在执行所述方法之前被加热。虽然不必提供附加的加热设备以便在弯曲之前加热y形管,但是这样做可以进一步改善其可弯曲性。
12、本领域的技术人员将理解,除非相互排斥,否则关于任何一个上述方面描述的特征如作适当变动,可以应用于任何其他方面。此外,除非相互排斥,否则本文中描述的任何特征可以应用于任何方面以及/或者与本文中描述的任何其他特征组合。
技术特征:
1.一种用于减小y形管的顶角的装置,所述装置包括:
2.根据权利要求1所述的装置,其中所述冲压部分是可调换的,使得具有不同顶端轮廓的不同冲压部分能够用于所述楔形部分内。
3.根据权利要求1所述的装置,其中所述保持器部分被构造成仅与所述y形管的具有圆柱形形状的一部分接触。
4.根据权利要求1所述的装置,其中所述钳口部分被构造成仅与所述y形管的具有非平行外表面的一部分接触。
5.根据权利要求1所述的装置,其中所述保持器部分和所述钳口部分彼此相邻。
6.根据权利要求1所述的装置,其中所述保持器部分和所述钳口部分彼此可移动地连接。
7.根据权利要求1所述的装置,其中所述保持器部分是能够调节的,以便能够容纳不同直径的y形管。
8.根据权利要求1所述的装置,还包括用于对所述y形管施加热处理的构件。
9.一种用于减小y形管的顶角的方法,所述方法包括:
10.根据权利要求9所述的方法,还包括以下步骤:
11.根据权利要求9所述的方法,其中所述方法在环境温度下用所述y形管执行。
12.根据权利要求9所述的方法,其中在执行所述方法之前和/或在执行所述方法的同时加热所述y形管。
技术总结
一种用于制造高效Y形管的装置,该装置具有:第一部件,该第一部件被构造成保持Y形管,该Y形管具有保持器部分和钳口部分,该钳口部分能够在第一构型与第二构型之间移动;第二部件,该第二部件被构造成插入Y形管的顶点中,该Y形管具有楔形部分和冲压部分,该楔形部分被构造成插入Y形管的该顶点中,并且该冲压部分具有顶端并且至少部分地装配在该楔形部分内,并且能够相对于该楔形部分在缩回位置与延伸位置之间移动;和控制系统,该控制系统被构造成控制该钳口部分和该冲压部分的该移动,使得保持在该第一部件与该第二部件之间的Y形管的顶角减小。
技术研发人员:C·A·贝尔
受保护的技术使用者:劳斯莱斯有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!