一种金属制品铸造用冲压模具的制作方法
本发明涉及金属模具,更具体地说是一种金属制品铸造用冲压模具。
背景技术:
1、冲压模具又称冷模,根据特定形状结合冲压机的作用力来迫使模具当中的金属件产生形状的改变,使金属件受模具形状以及冲压机的作用力冲击限定下进行迅速变形,从而完成对金属件的形状改变作业,进而冲压模具则能依靠自身的特定形状来确定金属件被冲压后的形状,为此提高了金属件的冲压形状稳定性;
2、综上所述本发明人发现,现有的冲压模具主要存在以下缺陷:由于冲压模具对金属圆板冲压时,因冲压模具的冲击台均为方形抛平形态,使得圆板置入冲击台后即进行冲压作业,从而因圆板在冲击台上的位置无法得到精准的确定,从而圆板受力后与冲击台接触的区域则会因顶上圆板的凸起放置以及受冲击力向下压迫影响所产生的凹陷,进而破坏了冲击台原有的抛平形态,以至于冲击台任意一处凹陷过后则会影响后续圆板的稳定冲击,受形状的凹陷极易造成圆板在冲击台上形成倾斜而造成的表层受力不均匀情况。
技术实现思路
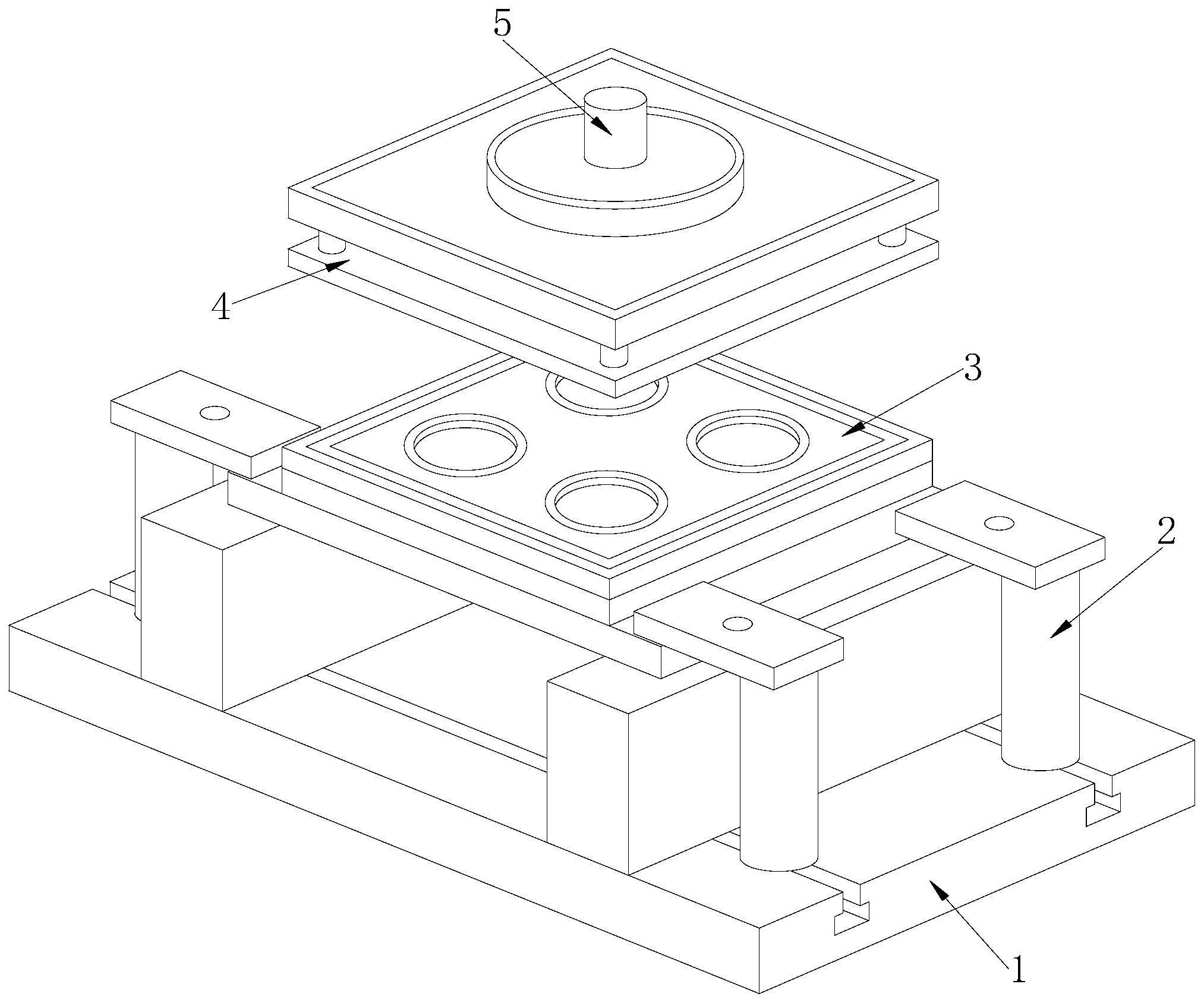
1、本发明实现技术目的所采用的技术方案是:一种金属制品铸造用冲压模具,其结构包括:定位底座、夹持件、冲击台、冲压组件、连接端,所述定位底座与夹持件相互垂直,所述冲击台通过夹持件固定于定位底座的上端,所述冲压组件设置于冲击台的上方,所述连接端嵌入于冲压组件的表层中心并为一体化结构。
2、作为本发明的进一步改进,所述冲击台设有接触端、承重块、载物块、限位环、凹槽,所述接触端与承重块为一体化结构,所述承重块表端与载物块下层进行焊接连接,所述限位环贴合于载物块的表层,所述凹槽通过限位环嵌入于载物块上层区域,所述载物块通过承重块、接触端与夹持件进行定位连接,所述载物块上方与冲压组件相通;所述接触端在承重块边缘一共设有四处,其为方形凹陷形态,所述承重块为碳钢材质所制成,所述载物块表层为抛平形态,所述限位环与凹槽在载物块上一共设有四处并且之间具有相应的间距效果。
3、作为本发明的进一步改进,所述载物块设有拼接件、强化架、装载腔、固定组件、辅助块,所述拼接件与强化架进行卡合连接,所述强化架内侧与装载腔相通,所述固定组件通过装载腔与强化架内侧相贴合,所述辅助块通过固定组件安装于装载腔的中点部位,所述辅助块上层与凹槽内侧相贴合,所述固定组件与承重块表层相贴合;所述拼接件与强化架形成四方固定,所述装载腔内部的固定组件为多边形形状,所述辅助块为磁性金属材质所制成。
4、作为本发明的进一步改进,所述固定组件设有定位框、中心体、插杆、拨块、衔接套,所述定位框与中心体处于同一中点,所述插杆与中心体边缘进行固定连接,所述拨块与插杆侧端为一体化结构,所述衔接槽焊接于定位框的内侧并与插杆相贴合,所述插杆通过拨块贯穿于定位框、衔接套侧端并与中心体进行固定连接,所述插杆穿插进入辅助块的内侧并与之相贴合;所述中心体为圆形形状,所述插杆与拨块在中心体边缘一共设有四组,所述衔接套为方形形态,其焊接于定位框的内侧边缘。
5、作为本发明的进一步改进,所述插杆设有接触层、支柱、定位片、吸附块,所述接触层与支柱进行焊接连接,所述定位片通过支柱安装于接触层的中点,所述吸附块通过定位片、支柱固定于接触层的中点,所述吸附块与中心体侧端表层相贴合;所述接触层为精抛光形态,所述支柱在接触层内一共设有四组,所述定位片形状与吸附块形状为一致。
6、作为本发明的进一步改进,所述冲压组件设有实心层、冲击板、拆装组件、加压体,所述实心层与冲击板为一体化结构,所述拆装组件嵌入于实心层、冲击板的侧端边缘,所述加压体通过拆装组件固定于冲击板的表层,所述拆装组件与连接端进行间距配合;所述冲击板边缘一共设有四组拆装组件,所述加压体数量与拆装组件数量为一致,并且加压体为圆形实心形态。
7、作为本发明的进一步改进,所述拆装组件设有限定框体、滑道、装载槽、定位块、夹板、弹簧、支撑体、锁定栓,所述限定框体与滑道为一体化结构,所述滑道与装载槽相通,所述定位块嵌入于装载槽的圆心部位,所述夹板设置于定位块的两侧,所述弹簧与夹板相连接,所述支撑体设置于弹簧的边缘上下端,所述锁定栓与弹簧终端进行定位连接,所述定位块、夹板均与加压体圆心部位相贴合;所述限定框体与滑道均为抛光形态,所述装载槽为圆形空心形态,所述定位块与装载槽处于同一圆心位置,所述夹板为弧形形态,所述弹簧与夹板相互垂直,所述支撑体在弹簧中段两侧各设有一根形成对称形态。
8、与现有技术相比,本发明具有如下有益效果:
9、1.本发明由冲击台进一步改进后,通过载物块上的四组限位环与凹槽能一次性将四片金属圆板进行置入,以至于提高单次对四片圆板进行冲压,提高金属制品的冲压效率,进而依靠凹槽与限位环的加持下能保证圆板的位置性,并且在冲压组件下压的同时圆板被限位环与凹槽所限定,使之圆板表层受力后不会跑偏,并且依靠凹槽的凹陷特点能防止冲压组件冲击下所产生的破坏载物块表层原型,使得进一步提高载物块的使用稳定性以及防止了因表层凹陷所导致的圆板受力不均匀情况。
10、2.本发明由固定组件进一步改进后,通过定位框内部的中心体可与辅助块中点进行贴合,进而依靠四组插杆与衔接套则能将辅助块边缘进行穿插,进而提高辅助块在装载腔内部的原点固定效果,使得放置辅助块持续搭配凹槽使用时所产生的位置偏移,进一步加强对圆板的冲压效果,反之利用插杆与拨块的手动取出与插入能提高辅助块与固定组件拆装便利性。
11、3.本发明由冲压组件进一步改进后,通过实心层、冲击板上的四组拆装组件与加压体相互搭配下,加压体位置可与凹槽位置处于同一垂直线上,以至于通过加压体能提高圆板表层的受力均匀性,进一步的提高圆板被冲压后的形状稳定效果,同时利用拆装组件的弹簧与夹板能将加压体位置进行确定,间接的提高圆板冲压效果。
技术特征:
1.一种金属制品铸造用冲压模具,其结构包括:定位底座(1)、夹持件(2)、冲击台(3)、冲压组件(4)、连接端(5),其特征在于:所述定位底座(1)与夹持件(2)相互垂直,所述冲击台(3)通过夹持件(2)固定于定位底座(1)的上端,所述冲压组件(4)设置于冲击台(3)的上方,所述连接端(5)嵌入于冲压组件(4)的表层中心并为一体化结构。
2.根据权利要求1所述的一种金属制品铸造用冲压模具,其特征在于:所述冲击台(3)设有接触端(31)、承重块(32)、载物块(33)、限位环(34)、凹槽(35),所述接触端(31)与承重块(32)为一体化结构,所述承重块(32)表端与载物块(33)下层进行焊接连接,所述限位环(34)贴合于载物块(33)的表层,所述凹槽(35)通过限位环(34)嵌入于载物块(33)上层区域,所述载物块(33)通过承重块(32)、接触端(31)与夹持件(2)进行定位连接,所述载物块(33)上方与冲压组件(4)相通。
3.根据权利要求2所述的一种金属制品铸造用冲压模具,其特征在于:所述载物块(33)设有拼接件(331)、强化架(332)、装载腔(333)、固定组件(334)、辅助块(335),所述拼接件(331)与强化架(332)进行卡合连接,所述强化架(332)内侧与装载腔(333)相通,所述固定组件(334)通过装载腔(333)与强化架(332)内侧相贴合,所述辅助块(335)通过固定组件(334)安装于装载腔(333)的中点部位,所述辅助块(335)上层与凹槽(35)内侧相贴合,所述固定组件(334)与承重块(32)表层相贴合。
4.根据权利要求3所述的一种金属制品铸造用冲压模具,其特征在于:所述固定组件(334)设有定位框(a1)、中心体(a2)、插杆(a3)、拨块(a4)、衔接套(a5),所述定位框(a1)与中心体(a2)处于同一中点,所述插杆(a3)与中心体(a2)边缘进行固定连接,所述拨块(a4)与插杆(a3)侧端为一体化结构,所述衔接槽(a5)焊接于定位框(a1)的内侧并与插杆(a3)相贴合,所述插杆(a3)通过拨块(a4)贯穿于定位框(a1)、衔接套(a5)侧端并与中心体(a2)进行固定连接,所述插杆(a3)穿插进入辅助块(335)的内侧并与之相贴合。
5.根据权利要求4所述的一种金属制品铸造用冲压模具,其特征在于:所述插杆(a3)设有接触层(a31)、支柱(a32)、定位片(a33)、吸附块(a34),所述接触层(a31)与支柱(a32)进行焊接连接,所述定位片(a33)通过支柱(a32)安装于接触层(a31)的中点,所述吸附块(a34)通过定位片(a33)、支柱(a32)固定于接触层(a31)的中点,所述吸附块(a34)与中心体(a2)侧端表层相贴合。
6.根据权利要求1所述的一种金属制品铸造用冲压模具,其特征在于:所述冲压组件(4)设有实心层(41)、冲击板(42)、拆装组件(43)、加压体(44),所述实心层(41)与冲击板(42)为一体化结构,所述拆装组件(43)嵌入于实心层(41)、冲击板(42)的侧端边缘,所述加压体(44)通过拆装组件(43)固定于冲击板(42)的表层,所述拆装组件(43)与连接端(5)进行间距配合。
7.根据权利要求6所述的一种金属制品铸造用冲压模具,其特征在于:所述拆装组件(43)设有限定框体(431)、滑道(432)、装载槽(433)、定位块(434)、夹板(435)、弹簧(436)、支撑体(437)、锁定栓(438),所述限定框体(431)与滑道(432)为一体化结构,所述滑道(432)与装载槽(433)相通,所述定位块(434)嵌入于装载槽(433)的圆心部位,所述夹板(435)设置于定位块(434)的两侧,所述弹簧(436)与夹板(435)相连接,所述支撑体(437)设置于弹簧(436)的边缘上下端,所述锁定栓(438)与弹簧(436)终端进行定位连接,所述定位块(434)、夹板(435)均与加压体(44)圆心部位相贴合。
技术总结
本发明提供一种金属制品铸造用冲压模具,其结构包括:定位底座、夹持件、冲击台、冲压组件、连接端,定位底座与夹持件相互垂直,冲击台通过夹持件固定于定位底座的上端;本发明由冲击台进一步改进后,通过载物块上的四组限位环与凹槽能一次性将四片金属圆板进行置入,以至于提高单次对四片圆板进行冲压,提高金属制品的冲压效率,进而依靠凹槽与限位环的加持下能保证圆板的位置性,并且在冲压组件下压的同时圆板被限位环与凹槽所限定,使之圆板表层受力后不会跑偏,并且依靠凹槽的凹陷特点能防止冲压组件冲击下所产生的破坏载物块表层原型,使得进一步提高载物块的使用稳定性以及防止了因表层凹陷所导致的圆板受力不均匀情况。
技术研发人员:陈英
受保护的技术使用者:陈英
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!