一种用于改善电解加工杂散腐蚀的工具电极及其使用方法
本发明涉及电化学加工领域,尤其是涉及一种用于改善电解加工杂散腐蚀的工具电极及其使用方法。
背景技术:
1、杂散腐蚀是电解加工中普遍存在的现象,一直以来,由于电解加工侧壁电场的影响,使电解加工非加工区域出现了电化学腐蚀,杂散腐蚀对工件表面质量影响甚大,因此,研究抑制杂散腐蚀的方法刻不容缓,同时也是推动电解加工发展急需解决的问题之一。
2、电解加工是一种基于阳极溶解的非接触式的减材制造技术,具有无加工应力、无变质层、无刀具损耗和加工效率高等特点,在航天航空领域获得了广泛的应用,尤其在一些复杂结构件例如发动机叶盘、机匣等具有不可替代的优势和应用前景。
3、目前,常用改善杂散腐蚀的办法是对工具电极直接进行侧壁绝缘,但仍然存在杂散腐蚀,采用电沉积可在根源上对工件的表面进行保护,进一步抑制了杂散腐蚀在非加工区域的发生。
4、中国专利cn201610539143.9公开了一种随动式辅助阳极电解线切割加工系统及方法,属于电解加工技术领域,包括工件阳极(6)、辅助阳极(5)、电子负载(8)、工具电极丝(3)、加工电源(7);辅助阳极(5)与工具电极丝(3)位置相对固定,与其随动;所述加工电源(7)正极同时与辅助阳极(5)和电子负载(8)的一端相连,负极与电极丝(3)相连,电子负载(8)的另一端与工件阳极(6)相连。在加工过程中,辅助阳极的电位高于工件的电位。在工件上下表面非加工区,工具电极的电势绝大部分被辅助阳极吸引,因此工件阳极上下表面非加工区的杂散腐蚀被抑制,但该专利仅对电解加工阴极侧壁进行绝缘处理,现有侧壁绝缘只能对电解加工的加工质量实现改善,无法从根源上消除点蚀缺陷的存在。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种用于改善电解加工杂散腐蚀的工具电极及其使用方法,该方法主要将电沉积技术集成在电解加工的工具电极上,同步实现材料蚀除和非加工表面的保护,为了非加工区域实现持续的保护,可采用连续放电的直流电源作为电沉积的能量来源,在提高加工区域表面质量方面,电解加工可采用脉冲电源实现材料蚀除;以解决电解加工非加工表面存在杂散腐蚀的缺陷,采用相关增材制造技术电化学沉积以离子形式进行反应,在非加工表面实现材料堆积以达到保护非加工表面的目的。
2、本发明的目的可以通过以下技术方案来实现:
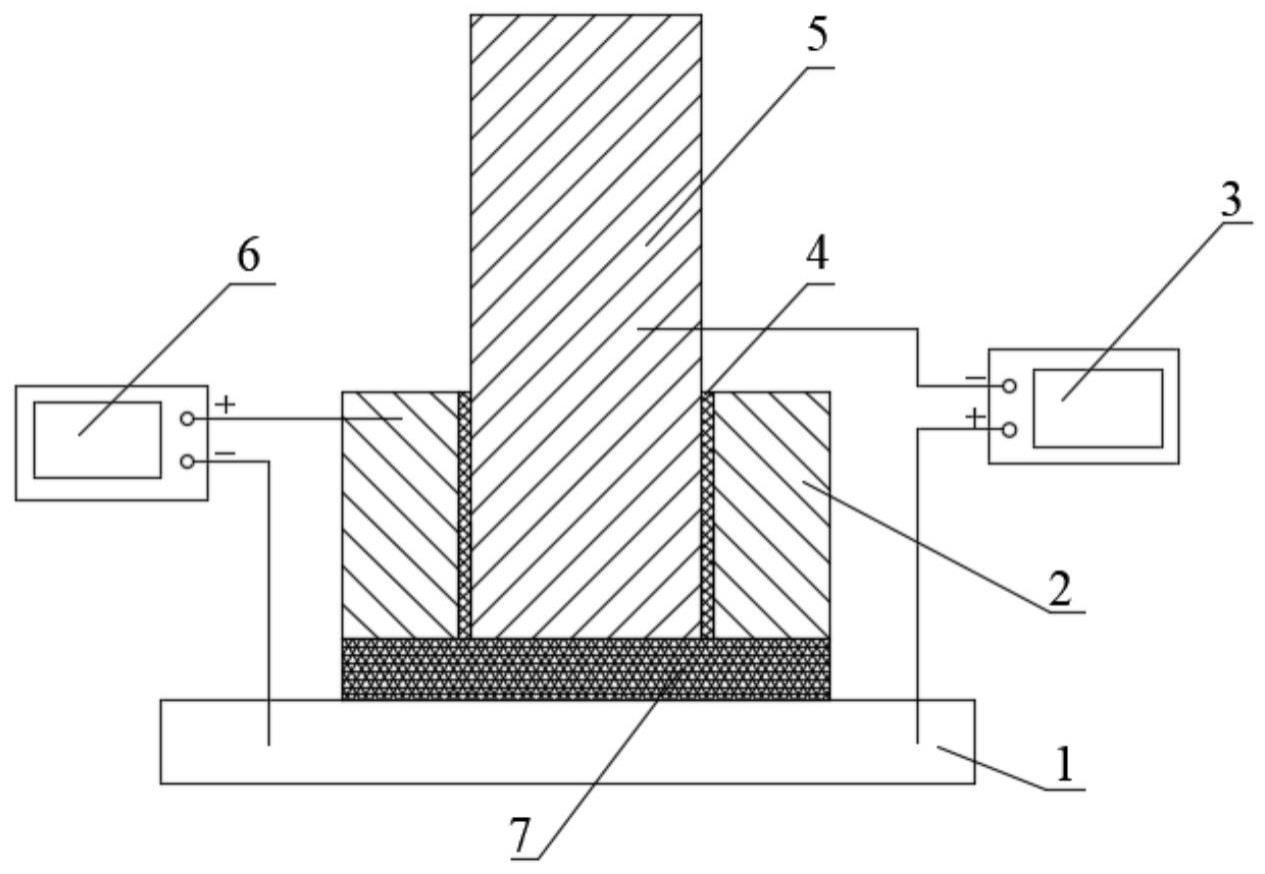
3、一种用于改善电解加工杂散腐蚀的工具电极,包括金属轴、绝缘层和外层金属套,所述金属轴与外层金属套之间设有绝缘层,所述金属轴使用时与脉冲电源的负极相接,所述外层金属套使用时与直流电源的正极相接,所述脉冲电源的正极与直流电源的负极之间用于连接被加工件。
4、进一步地,所述金属轴与脉冲电源的负极通过导线相连,所述外层金属套与直流电源的正极通过导线相连,所述脉冲电源的正极与被加工件通过导线相连,所述直流电源的负极与被加工件通过导线相连。
5、进一步地,所述工具电极与被加工件之间为电解加工盐溶液。
6、上述更进一步地,所述电解加工盐溶液中金属离子选自铜、镍、锌、铬或锡。
7、进一步地,所述金属轴材料为电解加工阴极材料。
8、上述更进一步地,所述金属轴材料选自铜、钨或不锈钢。
9、进一步地,所述绝缘层材料为非金属材料。
10、上述更进一步地,所述绝缘层材料选有机玻璃、硅胶或环氧树脂。
11、进一步地,所述外层金属套材料为电解加工盐溶液中金属离子对应的金属。
12、上述更进一步地,所述外层金属套材料选自铜、镍、锌、铬或锡层。
13、进一步地,所述绝缘层的厚度为0.05~0.15mm。
14、上述更进一步地,所述绝缘层的厚度为0.1mm。
15、进一步地,所述金属轴为圆柱金属轴,所述绝缘层均匀包裹在圆柱金属轴表面。
16、上述更进一步地,所述绝缘层包裹在金属轴轴向的高度高于外层金属套的高度。
17、进一步地,所述外层金属套与绝缘层的最大外径形成最小过盈配合。
18、此外,本发明还提供一种用于改善电解加工杂散腐蚀的工具电极的使用方法,具体步骤如下:
19、s1、将直流电源的正极接于外层金属套,直流电源的负极接于被加工件上,形成了电沉积的闭环回路;
20、s2、将脉冲电源的正极接于被加工件,脉冲电源的负极接于金属轴上,形成了电解加工的闭环回路;
21、s3、同时打开脉冲电源和直流电源,电沉积和电解加工均在电解加工盐溶液中进行反应;
22、s4、连接脉冲电源负极的金属轴端部对应的区域发生阳极蚀除,连接直流电源正极的外层金属套端部对应的区域发生电沉积,抑制被加工件非加工区域的杂散腐蚀。
23、一种用于改善电解加工难加工材料杂散腐蚀的工具电极的原理如下:
24、采用电沉积和电解复合的方法同步进行电化学反应,利用电沉积的微量增材来抑制电解加工非加工区域的材料去除;接线时,电沉积和电解通过连接不同的电源模块形成两个独立的单元,即金属轴、被加工件和脉冲电源形成的电解加工闭环回路,以及外层金属套、被加工件和直流电源形成的电沉积闭环回路,这两个单元通过绝缘层来阻断之间的连接,当脉冲电源和直流电源同步接通时,电解加工和电沉积共用一套电化学溶液体系,连接脉冲电源负极的金属轴端部对应的区域发生阳极蚀除,连接直流电源正极的外层金属套端部对应的区域发生电沉积,阻断了电解加工非加工区域的材料溶解,进而有效抑制了被加工件非加工区域的杂散腐蚀。
25、与现有技术相比,本发明优点如下:
26、(1)本发明所提供的工具电极是电沉积的工具和电解加工的阳极金属轴借助中间绝缘层集成而来,所提供的方法采用不同的电源将电沉积和电解加工集成,同步进行电化学反应,不仅实现了加工区域的材料去除,也从源头上抑制了非加工区域杂散腐蚀的发生;
27、(2)首次提出了利用电沉积这种增材制造技术直接作用于非加工区域进行保护,而现有侧壁绝缘只能对电解加工的加工质量实现改善,无法从根源上消除点蚀缺陷的存在;
28、(3)本装置结构简单,实施方便,适用于电解加工表面质量的提高方面,不会发生点蚀而降低工件的表面质量;
29、(4)本发明对于电解加工金属零件具有普遍适用性,适用于各种表面结构的加工。
技术特征:
1.一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,包括金属轴(5)、绝缘层(4)和外层金属套(2),所述金属轴(5)与外层金属套(2)之间设有绝缘层(4),所述金属轴(5)使用时与脉冲电源(3)的负极相接,所述外层金属套(2)使用时与直流电源(6)的正极相接,所述脉冲电源(3)的正极与直流电源(6)的负极之间用于连接被加工件(1)。
2.根据权利要求1所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述金属轴(5)与脉冲电源(3)的负极通过导线相连,所述外层金属套(2)与直流电源(6)的正极通过导线相连,所述脉冲电源(3)的正极与被加工件(1)通过导线相连,所述直流电源(6)的负极与被加工件(1)通过导线相连,
3.根据权利要求2所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述金属轴(5)材料为电解加工阴极材料;
4.根据权利要求3所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述金属轴(5)材料选自铜、钨或不锈钢;
5.根据权利要求1所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述绝缘层(4)的厚度为0.05~0.15mm。
6.根据权利要求5所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述绝缘层(4)的厚度为0.1mm。
7.根据权利要求1所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述金属轴(5)为圆柱金属轴,所述绝缘层(4)包裹在圆柱金属轴表面。
8.根据权利要求7所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述绝缘层(4)包裹在金属轴(5)轴向的高度高于外层金属套(2)的高度。
9.根据权利要求1所述的一种用于改善电解加工杂散腐蚀的工具电极,其特征在于,所述外层金属套(2)与绝缘层(4)的最大外径形成最小过盈配合。
10.一种如权利要求1-9中任一所述的用于改善电解加工杂散腐蚀的工具电极的使用方法,其特征在于,具体步骤如下:
技术总结
本发明公开了一种用于改善电解加工杂散腐蚀的工具电极及其使用方法,工具电极包括:金属轴,绝缘层和外层金属套。方法为:采用电沉积和电解复合的方法同步进行电化学反应,原理:利用电沉积的微量增材来抑制电解加工非加工区域的材料去除;接线时,电沉积和电解通过连接不同的电源模块形成两个独立的单元,即金属轴、被加工件和脉冲电源形成的电解加工闭环回路,以及外层金属套、被加工件和直流电源形成的电沉积闭环回路,这两个单元通过绝缘层来阻断连接,当脉冲电源和直流电源同步接通时,连接脉冲电源负极的金属轴端部对应的区域发生阳极蚀除,连接直流电源正极的外层金属套端部对应的区域发生电沉积,抑制了被加工件非加工区域的杂散腐蚀。
技术研发人员:王昆,艾海红,王占山
受保护的技术使用者:同济大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!