一种大尺寸光伏边框型材冲压设备的制作方法
本技术涉及光伏边框的领域,尤其是涉及一种大尺寸光伏边框型材冲压设备。
背景技术:
1、光伏发电是一种符合绿色发展的清洁能源,是能源转型的一个重要发展方向,在能源革命中具有重要作用,边框组件作为光伏板的重要承载部件,光伏板需要使用边框进行安装保护,边框在加工时需要进行冲孔,边框的安装精度和结构强度影响光伏设备整体的使用寿命。
2、相关技术中,光伏边框型材自动化生产设备包括边框、支撑台、运输装置和冲孔装置,运输装置设置于支撑台上,边框位于运输装置内运输,冲孔装置用于对边框进行冲孔。边框为c型钢,边框的开口向上,冲孔装置包括加工凹模和加工凸模,加工凸模位于加工凹模的上方,加工凸模靠近或远离加工凹模移动,加工凸模和加工凹模用于使边框成形出加工孔,冲孔装置加工产生的废料片自然下落。
3、针对上述中的相关技术,发明人认为存在有如下缺陷,由于边框的开口向上,当加工凸模朝向加工凹模移动使边框成形出加工孔时,边框的外侧且位于加工孔处易产生毛刺,当工作人员搬运加工后的边框时,易与毛刺接触而划伤。
技术实现思路
1、为了改善上述问题,本技术提供一种大尺寸光伏边框型材冲压设备。
2、本技术提供的一种大尺寸光伏边框型材冲压设备采用如下的技术方案:
3、一种大尺寸光伏边框型材冲压设备,包括边框、支撑台、运输装置和冲孔装置,所述边框为c型钢,所述边框的开口向上,所述运输装置设置于支撑台上,所述边框位于运输装置内运输,所述冲孔装置用于对边框进行冲孔,所述冲孔装置包括加工凸模和加工凹模,所述加工凸模位于加工凹模的下方,所述加工凸模靠近或远离加工凹模移动,所述加工凸模和加工凹模用于使边框成形出加工孔。
4、通过采用上述技术方案,由于加工凸模位于加工凹模的下方,当冲孔装置对边框进行加工时,加工凸模朝向加工凹模移动且二者使边框成形出加工孔,边框的内侧且位于加工孔的孔口处产生毛刺,当工作人员搬运加工后的边框时,由于毛刺位于边框的内侧,降低了工作人员接触毛刺的可能,减少了工作人员被划伤的可能性。
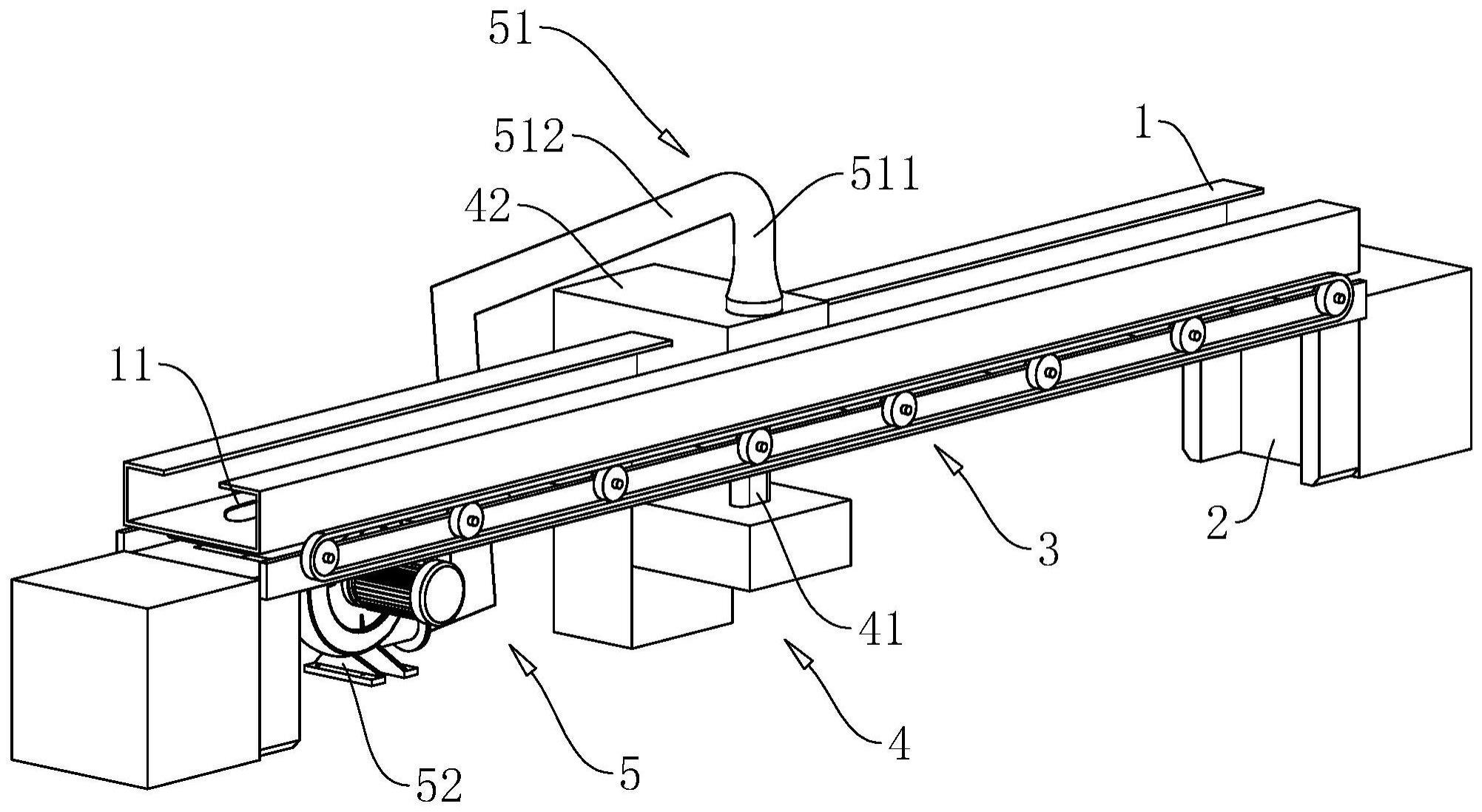
5、优选的,还包括排料装置,所述排料装置包括排料通道和排料风机,废料片位于排料通道内移动并排出,所述排料通道包括移动部和排出部,所述移动部的长度方向与加工凸模的移动方向一致,所述加工凹模内开设有辅助孔,所述移动部与辅助孔连通,所述排出部与排料风机连通,所述排出部呈倾斜设置。
6、通过采用上述技术方案,当冲孔装置对边框进行加工时,冲孔装置加工后产生的废料片在排料风机的作用下,通过辅助孔进入移动部内,通过移动部进入排出部内,且由于排出部呈倾斜设置,废料片进入排出部后在自身重力和排料风机的共同作用下朝向排料风机移动并排出,便于加工产生的废料片的收集,便于后续对废料片的使用。
7、优选的,所述移动部与排出部的交接处安装有电磁铁。
8、通过采用上述技术方案,由于电磁铁的设置,当冲孔装置加工产生废料片时,废料片在加工凸模的作用力下进入辅助孔,且废料片在电磁铁的作用下通过辅助孔进入移动部内,电磁铁进一步使废料片通过辅助孔移动至移动部,减小了废料片在移动部内下落的可能性,便于废料片的排出。
9、优选的,所述移动部靠近加工凹模的一端朝向移动部远离加工凹模的一端渐缩。
10、通过采用上述技术方案,当废料片通过辅助孔进入移动部时,由于移动部靠近加工凹模的一端朝向移动部远离加工凹模的一端渐缩,废料片在移动部内受到排料风机的作用力逐渐增大,减少了废料片在移动部内下落的可能性,便于废料片从移动部移动至排出部。
11、优选的,所述加工凸模朝向加工凹模的一端呈倾斜设置。
12、通过采用上述技术方案,当加工凸模朝向加工凹模移动且使边框成形出加工孔时,由于加工凸模的一端呈倾斜设置,使冲孔装置加工产生的废料片远离边框时呈倾斜状,减小了废料片与辅助孔孔口碰撞的可能性,便于废料片进入辅助孔内,便于后续废料片的排出。
13、优选的,所述加工凸模朝向加工凹模的一端设置有辅助板,所述辅助板与加工凸模转动连接,所述辅助板与废料片抵接,所述加工凸模上设有辅助组件,所述辅助组件用于控制辅助板的转动。
14、通过采用上述技术方案,当加工凸模朝向加工凹模移动时,辅助板与边框抵接并发生转动,使辅助板的板面与加工凸模的模面平齐,当边框成形出加工孔时,辅助板与加工产生的废料片抵接,且辅助板在辅助组件的作用下发生转动,辅助板转动使对废料片施加作用力,便于废料片进入辅助孔内。
15、优选的,所述加工凸模朝向加工凹模的一侧开设有辅助槽,所述辅助组件包括辅助扭簧和辅助弹簧,所述辅助扭簧设置于辅助板和加工凸模的转动轴上,所述辅助弹簧的一端与辅助槽的槽壁固定连接,另一端与辅助板朝向加工凸模的一侧固定连接。
16、通过采用上述技术方案,当加工凸模朝向加工凹模移动时,辅助板与边框抵接而发生转动,辅助板的板面与加工凸模朝向加工凹模的一端平齐,当加工凸模朝向加工凹模移动使边框成形出加工孔时,辅助板与废料片抵接,辅助扭簧使辅助板朝向加工凹模转动,辅助弹簧对辅助板施加弹力,使辅助板朝向加工凹模转动,进一步使废料片移动至辅助孔内。
17、优选的,所述移动部的内壁上固定连接有辅助块,所述辅助块与废料片接触。
18、通过采用上述技术方案,当冲孔装置加工边框产生废料片时,废料片远离边框朝向辅助孔移动,废料片通过辅助孔移动至移动部时,与辅助块发生撞击,使废料片呈倾斜状,便于废料片的排出。
19、优选的,所述辅助块上转动连接有辅助滚珠,所述辅助滚珠与废料片抵接。
20、通过采用上述技术方案,当加工凸模朝向加工凹凸移动,使边框成形出加工孔且产生废料片,废料片在加工凸模和电磁铁的作用下通过辅助孔移动至移动部,当废料片朝向辅助块移动时,废料片与辅助滚珠发生撞击,辅助滚珠与废料片发生滚动摩擦,减小废料片因与辅助块撞击而下落的可能,便于废料片的排出。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.通过加工凸模和加工凹模的设置,由于加工凸模位于加工凹模的下方,当冲孔装置对边框进行加工时,加工凸模朝向加工凹模移动且二者使边框成形出加工孔,边框的内侧且位于加工孔的孔口处产生毛刺,当工作人员搬运加工后的边框时,由于毛刺位于边框的内侧,降低了工作人员接触毛刺的可能,减少了工作人员被划伤的可能性;
23、2.通过辅助装置的设置,当冲孔装置对边框进行加工时,冲孔装置加工后产生的废料片在排料风机的作用下,通过辅助孔进入移动部内,通过移动部进入排出部内,且由于排出部呈倾斜设置,废料片进入排出部后在自身重力和排料风机的共同作用下朝向排料风机移动并排出,便于加工产生的废料片的收集,便于后续对废料片的使用;
24、3.通过辅助板和辅助组件的设置,当加工凸模朝向加工凹模移动时,辅助板与边框抵接而发生转动,辅助板的板面与加工凸模朝向加工凹模的一端平齐,当加工凸模朝向加工凹模移动使边框成形出加工孔时,辅助板与废料片抵接,辅助扭簧使辅助板朝向加工凹模转动,辅助弹簧对辅助板施加弹力,使辅助板朝向加工凹模转动,进一步使废料片移动至辅助孔内;
25、4.通过辅助滚珠的设置,当加工凸模朝向加工凹凸移动,使边框成形出加工孔且产生废料片,废料片在加工凸模和电磁铁的作用下通过辅助孔移动至移动部,当废料片朝向辅助块移动时,废料片与辅助滚珠发生撞击,辅助滚珠与废料片发生滚动摩擦,减小废料片因与辅助块撞击而下落的可能,便于废料片的排出。
- 还没有人留言评论。精彩留言会获得点赞!