一种冷轧取向电工钢纵剪刀圆刀的装配方法与流程
本发明涉及电工钢纵剪,尤其是一种冷轧取向电工钢纵剪刀圆刀的装配方法。
背景技术:
1、冷轧取向硅钢也称冷轧变压器钢,是一种应用于变压器(铁芯)制造行业的重要硅铁合金。它的生产工艺复杂,制造技术严格,主要分为普通取向硅钢(cgo)和高磁感应取向硅钢(hib)。
2、实际安装过程中,电工钢纵剪圆刀安装主要包括刀套取出、刀套装配、液压螺母装配等,现有技术中的电工钢纵剪生产设备中,纵剪圆刀安装的调节参数往往是固定值,无法根据纵剪刀具磨损情况来调整装刀参数,当加工出来的材料或产品的尺寸达不到要求,需要更换刀具,其整体工作效率低,生产制造成本高。
技术实现思路
1、本申请人针对上述现有生产技术中的缺点,提供一种冷轧取向电工钢纵剪刀圆刀的装配方法,从而可以方便的根据圆刀磨损带宽度来调节装刀参数的装配逻辑,采用该装配方法纵剪,提高了纵剪圆刀使用寿命,降低了制造成本。
2、本发明所采用的技术方案如下:
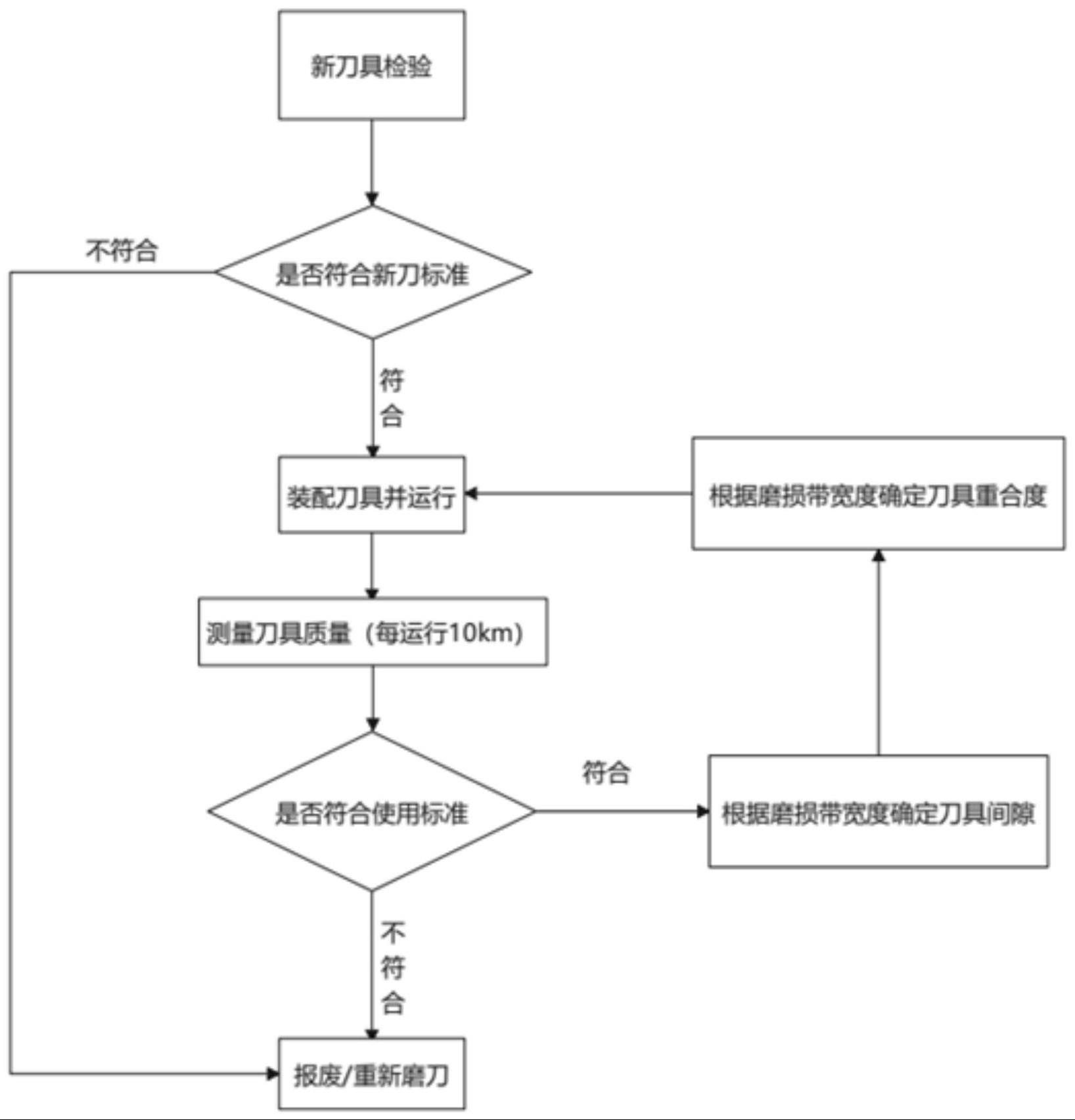
3、一种冷轧取向电工钢纵剪刀圆刀的装配方法,包括如下操作步骤:
4、s100、新刀具的检验:
5、准备好新的刀具,检验新的刀具的表面无锈迹、无明显划伤、无明显缺口及缺陷;
6、检验新的刀具的尺寸、材料、公差、剪切口研磨精度是否与图纸相符;
7、s200、如果s100判断是符合标准的,装配刀具,并运行开卷:
8、根据配刀清单,依次从刀库取出并清洁刀具及隔套;
9、装刀之前,需使用清洁抹布将刀具及隔套擦拭干净,以目视光亮整洁且无油污及粉尘;
10、根据配刀清单,依次在上下轴安装相应的刀具及隔套;
11、待刀具安装完毕,将上下液压螺母和固定隔套分别安装于上下轴,并使液压螺母放置在操作侧;
12、操作机头入线进行开卷作业;
13、s300、测量刀具质量:
14、刀具每进行开卷作业10km后,需检测刀具质量,测量刀具磨损带的宽度;
15、s400、判断刀具是否符合使用标准:
16、检验刀具的表面无锈迹、无明显划伤、无明显缺口及缺陷;
17、s500、如果s400判断是符合标准的,则磨损带的宽度确定刀具的间隙a;
18、在刀具装配时用塞尺检查刀具间隙是否达到装配要求;
19、s600、再根据磨损带的宽度确定重合度b;
20、s700、如果s400判断是不符合标准的,报废刀具或者重新磨刀处理。
21、其进一步技术方案在于:
22、所述刀具呈圆环形结构。
23、所述刀具的外圆周面设置有磨损带。
24、磨损带的宽度为0mm~0.1mm,当磨损带宽度达到0.1mm时,需要报废刀具或重新磨刀处理。
25、所述刀具分为上刀和下刀,上刀和下刀之间的侧向间隙为刀具间隙a,上刀和下刀之间的径向间隙为刀具重合度b。
26、所述刀具间隙a小于分切材料的厚度。
27、所述刀具重合度b大于等于分切材料厚度的一半。
28、与现有技术相比,本发明的有益效果具体体现在:
29、本发明能够实现对电工钢纵剪刀具装配的动态调整,可以根据刀具磨损带宽度确定刀具使用寿命;也可以根据刀具磨损带宽度调整刀具重合度,以及根据刀具磨损带宽度调整刀具间隙。防止其因为刀具使用阶段的不同,而使用同一个调整参数,导致刀具寿命减短和剪切毛刺超标,大大延长了纵剪圆刀使用寿命,降低了制造成本。
技术特征:
1.一种冷轧取向电工钢纵剪刀圆刀的装配方法,其特征在于:包括如下操作步骤:
2.如权利要求1所述的一种冷轧取向电工钢纵剪刀圆刀的装配方法,其特征在于:所述刀具(2)呈圆环形结构。
3.如权利要求1所述的一种冷轧取向电工钢纵剪刀圆刀的装配方法,其特征在于:所述刀具(2)的外圆周面设置有磨损带(1)。
4.如权利要求1所述的一种冷轧取向电工钢纵剪刀圆刀的装配方法,其特征在于:磨损带(1)的宽度为0mm~0.1mm,当磨损带宽度(1)达到0.1mm时,需要报废刀具(2)或重新磨刀处理。
5.如权利要求1所述的一种冷轧取向电工钢纵剪刀圆刀的装配方法,其特征在于:所述刀具(2)分为上刀(201)和下刀(202),上刀(201)和下刀(202)之间的侧向间隙为刀具间隙(a),上刀(201)和下刀(202)之间的径向间隙为刀具重合度(b)。
6.如权利要求5所述的一种冷轧取向电工钢纵剪刀圆刀的装配方法,其特征在于:所述刀具间隙(a)小于分切材料的厚度。
7.如权利要求1所述的一种冷轧取向电工钢纵剪刀圆刀的装配方法,其特征在于:所述刀具重合度(b)大于等于分切材料厚度的一半。
技术总结
本发明涉及一种冷轧取向电工钢纵剪刀圆刀的装配方法,包括如下操作步骤:S100、新刀具的检验:S200、装配刀具,并运行开卷:S300、测量刀具质量:S400、判断刀具是否符合使用标准:S500、如果S400判断是符合标准的,则磨损带的宽度确定刀具的间隙a;S600、再根据磨损带的宽度确定重合度b;S700、报废刀具或者重新磨刀处理;根据刀具磨损带宽度确定刀具使用寿命;根据刀具磨损带宽度调整刀具重合度;根据刀具磨损带宽度调整刀具间隙;实现对纵剪圆刀调节参数的动态控制,避免固定的刀具调节参数不适应刀具的实际使用阶段。
技术研发人员:熊成意,程军虎,王浩然
受保护的技术使用者:无锡普天铁心股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!