一种用于车桥桥壳加工的固定装置的制作方法
本发明涉及汽车制造,特别是一种用于车桥桥壳加工的固定装置。
背景技术:
1、车桥桥壳是汽车承载、驱动的重要零件,其内部安装有汽车减速器总成、差速器总成、左右半轴、外部上端连接制动分室,左右两端连接制动底板及制动蹄总成、轮边减速器总成及制动鼓,装配完成后的车桥总成必须进行台架试验,试验中按照规定的传动轴转速及扭矩传递给桥总成上的输入凸缘,台架试验中,合格的车桥总成满足内部齿轮油不得从桥壳表面或密封处渗漏,制动系灵敏可靠,各相关部件发热正常等。
2、针对上述要求,车桥桥壳的机加工质量是保证车桥总成装配质量的关键重要因素之一,历来都受到设计、制造、检验部门的高度重视。车桥桥壳装配前,需要对其上推力杆及制动分室支座的连接端面、定位螺栓连接孔、两端连接钢板弹簧用的定位销孔、骑马螺栓连接孔、板簧滑板座连接用孔、定位孔及上下端面进行加工,现有技术中,对上述部位进行加工时都是手动找正夹具的夹紧方式进行加工完成,桥壳各个加工面及孔的加工精度全靠操作者的经验保证,且加工过程中桥壳的轴向自由度仅靠夹具一端限位,如果夹具对桥壳夹持力不够的情况下,工件在加工过程中会向未限位的一端移动,而轴向回转自由度的限位由操作者手动调节夹具上调节支承保证,这样桥壳在加工过程中由于夹具震动或者调节支承调节不到位等方面的原因,还会导致调节支承松动致使桥壳产生轴向回转偏移,从而使各平面和孔的加工质量进一步下降。另外,操作者每加工一根桥壳,需要仔细将桥壳一端靠紧轴向定位块,手动找正工件加工平面的定位基准后通过手动调整调节支承进行固定,左右来回手动拧紧翻转压板将桥壳夹紧,由于受操作者的操作经验和身体状态等因素影响,桥壳加工质量不稳定,加工精度得不到保证。现有技术中车桥桥壳的加工方式劳动强度大、效率低、加工质量不高。
技术实现思路
1、针对背景技术的问题,本发明提供一种用于车桥桥壳加工的固定装置,以解决现有技术中车桥桥壳加工劳动强度大、效率低、加工质量得不到保证以及生产成本高的问题。
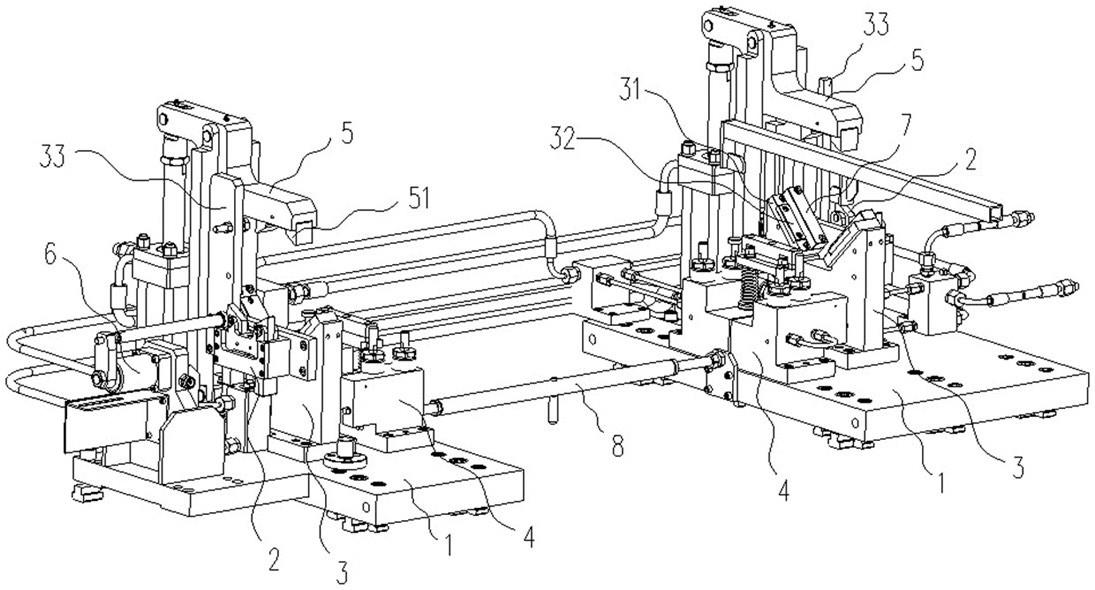
2、为实现本发明的目的,本发明提供了一种用于车桥桥壳加工的固定装置,所述固定装置固定设置在加工中心的机床工作台上,其创新点在于:所述固定装置包括2个夹持装置,2个夹持装置左右对称布置;
3、单个夹持装置包括基础板、升降支撑座、固定支撑座、浮动支撑座和径向压紧装置;所述基础板固定设置在所述机床工作台上,所述基础板水平设置;所述升降支撑座、固定支撑座、浮动支撑座和径向压紧装置均设置在基础板的顶面上;所述固定支撑座的顶部设置有v形支撑部,所述径向压紧装置的上部设置有弧形压板;
4、将沿左右方向2个固定支撑座相对的一侧记为固定支撑座的内侧,将沿左右方向2个固定支撑座相背的一侧记为固定支撑座的外侧;2个浮动支撑座分别设置在2个固定支撑座的内侧,2个升降支撑座分别设置在2个固定支撑座的外侧;2个所述弧形压板分别设置在的2个所述v形支撑部的正上方;
5、将2个夹持装置分别记为第一夹持装置和第二夹持装置;所述第一夹持装置的固定支撑座的外侧还设置有轴向压紧装置,所述第二夹持装置的外侧面上还设置有轴向定位挡块。
6、作为优化,两个所述基础板之间通过双头螺杆连接,通过使双头螺杆沿自身轴心转动可调节两个基础板之间的间距。
7、作为优化,所述v形支撑部包括组成v字形的2个支撑斜面,2个所述支撑斜面分别向前、向后两个方向倾斜,2个支撑斜面上分别设置有一个支撑块,所述支撑块与支撑斜面可拆卸连接;所述轴向定位挡块的顶面凸出于所述支撑块的顶面。
8、作为优化,两个所述固定支撑座的外侧分别设置有一个用于吊装所述车桥桥壳的导向杆,所述导向杆的轴向沿竖向设置。
9、作为优化,所述升降支撑座包括升降油缸、升降支撑块和导向块;所述升降油缸的缸体固定设置在固定支撑座的外侧面上,升降油缸的活塞杆向上设置,升降油缸的轴向沿竖向设置;所述升降支撑块的底部与升降油缸的活塞杆自由端连接,升降支撑块的顶部为v形支撑面,组成v形支撑面的两个斜面分别向前、向后两个方向倾斜;所述导向块的中部设置有导向槽,所述导向块通过导向槽套装在所述升降支撑块上用于对升降支撑块进行竖向移动的导向,所述导向块与固定支撑座的外侧面连接。
10、作为优化,所述浮动支撑座包括油路阀座、平面定位部件和辅助支撑油缸;所述平面定位部件包括平面定位块、2个导向圆柱和2个压簧,2个导向圆柱分别设置在平面定位块的两端部,导向圆柱的顶部与平面定位块的底部连接,2个压簧分别套装在2个导向圆柱的外周面上;所述油路阀座的中部上端面上设置有2个导向通孔,2个导向圆柱分别套装在2个导向通孔内,2个导向圆柱沿前后方向布置;所述压簧的顶面与平面定位块的底面接触,压簧的底面与油路阀座的中部上端面接触;所述辅助支撑油缸用于防止所述车桥桥壳周向翻转,所述辅助支撑油缸成对分设在油路阀座的前、后部,所述油路阀座内部设置有进、出油路,所述支撑油缸的进、出油口分别与所述进、出油路连接。
11、作为优化,所述平面定位块的顶面上设置有可拆卸的垫板;所述导向圆柱与导向通孔之间设置有直线轴承。
12、作为优化,所述径向压紧装置包括基座、摆杆、杠杆和径向压紧油缸;所述基座的底部与所述基础板固定连接,所述基座的上端与摆杆的下端铰接,所述杠杆的中部与所述摆杆的上端铰接,所述径向压紧油缸的活塞杆自由端与杠杆的后端铰接,所述径向压紧油缸的壳体下端与所述基础板连接;所述杠杆前端的下侧面上设置有所述弧形压板。
13、作为优化,所述轴向压紧装置包括连接座、轴向压紧油缸、连接板和顶压杆;所述连接座的底部与所述基础板固定连接,所述轴向压紧油缸的壳体底端与连接座的上部固定连接,轴向压紧油缸的轴向沿左右方向水平设置,所述连接板的一端与轴向压紧油缸的活塞杆自由端连接,连接板的另一端与所述顶压杆的左端连接,所述顶压杆的轴向与轴向压紧油缸的轴向平行。
14、作为优化,所述连接座上设置有用于检测轴向压紧油缸活塞杆行程的接近开关。
15、本发明的发明原理:
16、当需要对车桥桥壳进行加工时,只需将车桥桥壳吊装到本装置的上方,下落就位的过程中通过两个浮动支撑座快速对工件进行找平及扶正,直到工件的两端定位法兰在两个固定支撑座上就位,然后通过轴向压紧装置及轴向定位挡块的配合,即可快速完成工件的轴向定位和夹紧,然后通过径向压紧装置的弧形压板与固定支撑座的v形支撑部的配合即可实现对车桥桥壳两端的定位法兰的夹紧固定,上述装夹过程不仅操作效率大大提高,而且整个过程基本不需要人工调整,大大减少了人为因素造成的不稳定因素,提高了加工精度,保证了加工质量。作为优化方案,在两个固定支撑座的外侧分别设置了导向杆,能在车桥桥壳下落就位的过程中,对车桥桥壳的两端进行初步导向,帮助桥壳快速找正,进一步提高了装夹效率。
17、另一方面,通过升降支撑座将车桥桥壳从固定支撑座上抬起后,只需要人工将车桥桥壳翻转180º,然后升降支撑座再下落将车桥桥壳放回固定支撑座,再按上述方法进行轴向定位固定,并进行径向夹紧后,即可对另一侧的待加工面及孔进行加工,不仅效率进一步提高,而且定位方便,更容易提高加工精度,保证产品质量。
18、再一方面,两个基础板之间设置了双头螺柱,通过双头螺柱可调整两个基础板之间的间距,能满足多种规格的车桥桥壳的加工,增强了本固定装置的通用性,降低了生产成本。
19、本发明具有如下的有益效果:采用本发明所述的固定装置,不仅降低了操作强度、提高了生产效率,还大大提高了加工精度,保证了产品质量,更降低了生产成本。
- 还没有人留言评论。精彩留言会获得点赞!