一种具有自动下料功能的金属冲压装置及其使用方法与流程
本发明涉及金属冲压加工,具体为一种具有自动下料功能的金属冲压装置及其使用方法。
背景技术:
1、冲压工艺由于比传统机械加工来说有节约材料和能源,效率高的特点,故广泛应用于各种金属及非金属管材、板材的加工领域,冲压工艺大多通过冲压机来完成,冲压机是以液压缸驱动,带动冲压块移动,通过冲压块与待冲压金属件接触使待冲压金属件发生形变。
2、专利号cn115090776a,涉及一种具有自动上下料功能的金属件冲压机,包括工作台,工作台上安装有上料箱,上料箱内安装滑动槽,滑动槽内安装有上料滑块、承压滑块、承压齿轮和缺齿轮等组件,工作台上还安装有冲压机构和下料机构。本发明针对金属件冲压机,在对其上料时,上料机构使每次上料时金属件胚料不会发生由于胚料堆叠所导致胚料之间产生划痕的问题,在对其冲压时,冲压机构中的推出组件会使金属件不会跟随冲压块移动,最后通过下料机构完成自动上下料功能。
3、但是上述装置在实际使用时仍旧存在一些缺点,较为明显的就是冲头与冲压杆固定安装,不能够根据部件所需冲压的形状对冲头和下模具进行灵活更换,如要加工出不同形状的冲压件时,则需要多台冲压设备,大大增加了加工成本,不便于对不同尺寸的部件进行送料,人工送料存在一定的危险性,同时不便于对成品和废料进行分类接收,需要人工对其进行后续处理,增加了操作者的劳动量,只能够实现部件简单的冲压变形,无法在部件冲压成型后在对其进行冲孔作业,使得冲压方式单一。
技术实现思路
1、本发明的目的在于提供一种具有自动下料功能的金属冲压装置及其使用方法,具备根据部件所需冲压的形状对冲头和下模具进行灵活更换,可加工出不同形状的冲压件,便于对不同尺寸的部件进行送料,对成品和废料进行分类接收,冲压和冲孔同时进行的优点,解决了不能够根据部件所需冲压的形状对冲头和下模具进行灵活更换,不便于对不同尺寸的部件进行送料,不便于对成品和废料进行分类接收,冲压方式单一的问题。
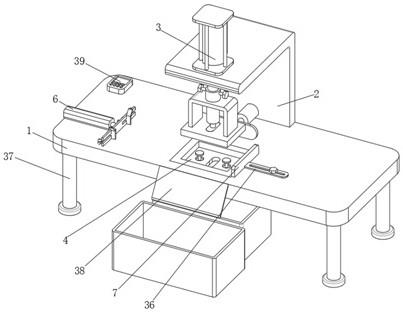
2、为实现上述目的,本发明提供如下技术方案:一种具有自动下料功能的金属冲压装置,包括支撑台,所述支撑台顶部的后侧焊接有l型板,所述l型板的顶部贯穿安装有冲压机构,所述支撑台的顶部镶嵌安装有下模具,所述下模具的底部贯穿安装有顶料机构,所述支撑台顶部的左侧固定安装有送料机构,所述支撑台顶部的右侧安装有定位板,所述l型板的后侧贯穿固定连接有第一电动推杆,所述第一电动推杆的前端固定连接有推板,所述支撑台顶部的后侧通过螺钉连接有控制器。
3、优选的,所述冲压机构包括第一液压杆,所述第一液压杆的底部贯穿l型板并与l型板固定连接,所述第一液压杆的底部套设有套管,所述套管的两侧均贯穿设置有螺栓,所述套管的底部焊接有u型板,所述u型板的底部焊接有冲压板。
4、优选的,所述u型板内腔的顶部通过螺钉连接有第二液压杆,所述第二液压杆的底部固定连接有冲头,所述冲头镶嵌在冲压板的内部,所述u型板顶部的后侧固定连接有导向杆,所述导向杆的顶部贯穿至l型板的顶部并与l型板活动连接,所述控制器的输出端分别与第一液压杆和第二液压杆电性连接。
5、优选的,所述第一液压杆两侧的底部均开设有卡槽,所述螺栓相对的一端贯穿套管并延伸至卡槽的内腔,所述螺栓的表面与套管的内壁螺纹连接。
6、优选的,所述顶料机构包括弹簧,所述弹簧的顶部与下模具固定连接,所述弹簧的底部固定连接有连接块,所述连接块的顶部焊接有竖杆,所述竖杆的顶部贯穿至下模具的内腔,所述竖杆的顶部焊接有顶块,所述下模具内部底部的两侧均开设有凹槽,所述凹槽与顶块配合使用,所述下模具内部底部的中心处开设有通孔。
7、优选的,所述支撑台内部的两侧均开设有横槽,所述横槽的内壁固定连接有第二电动推杆,所述第二电动推杆相对的一端固定连接有卡块,所述下模具的两侧均开设有插槽,所述卡块远离第二电动推杆的一侧延伸至插槽的内腔,所述控制器的输出端分别与第一电动推杆和第二电动推杆电性连接。
8、优选的,所述送料机构包括第三电动推杆,所述第三电动推杆的底部与支撑台通过螺钉连接,所述第三电动推杆的右端固定连接有送料板,所述送料板的表面开设有导向槽,所述送料板的左侧焊接有固定块,所述固定块的表面贯穿活动连接有螺纹杆,所述螺纹杆的表面螺纹套设有导向块,所述导向块的右侧贯穿导向槽并固定连接有限制板,所述螺纹杆的一端焊接有旋钮,所述控制器的输出端与第三电动推杆电性连接。
9、优选的,所述定位板的右侧焊接有安装板,所述安装板的表面开设有安装孔,安装板的顶部贯穿设置有固定栓,固定栓的底部贯穿安装孔并与支撑台螺纹连接。
10、优选的,所述支撑台底部的四角均焊接有支腿,所述支撑台底部的前侧放置有成品箱,所述支撑台底部的后侧放置有废料箱,所述支撑台的前侧固定连接有导流板。
11、一种具有自动下料功能的金属冲压装置使用方法,包括以下步骤:
12、a:旋转旋钮带动螺纹杆旋转,螺纹杆螺纹带动导向块移动,导向块带动限制板移动,调节两个限制板之间合适的距离,将部件放置在支撑台上,位于两个限制板之间,控制器控制第三电动推杆伸长带动送料板移动,送料板推动部件向右移动至下模具的顶部,直至部件的右侧与定位板接触为止;
13、b:控制器控制第一液压杆伸长带动套管向下移动,套管带动u型板和冲压板向下移动,冲压板向下对部件进行冲压,冲压板向下冲压部件使其凹陷至下模具的内腔,部件凹陷时挤压顶块和竖杆,竖杆带动连接块向下移动拉伸弹簧,直到部件的底部与下模具内腔的底部接触,连接块向下移动至凹槽的内腔,此时控制器控制第二液压杆伸长带动冲头向下移动,冲头向下贯穿部件和通孔,对部件进行冲孔作业,废料掉落至废料箱内腔;
14、c:冲孔完成后第二液压杆收缩带动冲头回位,第一液压杆收缩带动冲压板回位,此时弹簧对连接块产生拉力,促使连接块带动竖杆和顶块向上移动,顶块将部件顶出,控制器控制第一电动推杆伸长带动推板向前移动,推板推动部件向前移动,将部件推动至成品箱的内腔;
15、d:对冲压板进行更换时,旋转螺栓与套管螺纹连接,使螺栓远离卡槽,使套管与第一液压杆的底部分离拆卸,对下模具进行拆卸时,通过控制器控制第二电动推杆收缩带动卡块移动,使卡槽远离插槽,向上移动下模具使其远离支撑台,从而对下模具进行拆卸更换,可以根据使用者需要更换不同的冲压板和下模具。
16、与现有技术相比,本发明的有益效果如下:
17、1、本发明通过第一电动推杆和推板进行配合,能够将顶出的成品部件机械推送,将其推送至前侧的成品箱中,无需人工手动拿取成品件,节省了操作者的劳动量,便于自动下料。
18、2、本发明通过第一液压杆、套管、螺栓、u型板、冲压板、第二液压杆、卡槽和冲头进行配合,可以实现部件冲压成型后,然后对部件进行冲孔加工,使得成品部件一次冲压成型,节省了加工步骤,提高了加工效率,同时便于对冲压板进行更换,可根据需要更换不同形状的冲压板,便于加工出不同形状的冲压件。
19、3、本发明通过弹簧、连接块、竖杆、顶块、凹槽、通孔和横槽进行配合,通过弹簧的拉力便于带动竖杆和顶块回位,从而将成品将顶出,便于成品件的退料,通过设置第二电动推杆和卡块,能够对下模具进行定位安装,同时便于下模具的拆卸,可根据需要更换不同形状的下模具,便于加工出不同形状的冲压件。
20、4、本发明通过第三电动推杆、送料板、导向槽、固定块、螺纹杆、导向块和限制板进行配合,能够对冲压装置进行送料,将部件推送至冲压板的底部进行冲压加工,无需人工对其送料,提高了安全性。
- 还没有人留言评论。精彩留言会获得点赞!