内齿轮钻孔工装及其钻孔方法与流程
本发明涉及钻孔工装,特别是涉及一种内齿轮钻孔工装及其钻孔方法。
背景技术:
1、齿轮是能互相啮合的有齿的机械零件,它在机械传动及整个机械领域中的应用极其广泛。为了减轻齿轮的重量,在使用过程中方便拿取和使用齿轮,在加工齿轮时通常会在齿轮上打多个孔,现有打孔机打孔速度慢,且现有打孔机在打孔时缺少快速定位空位的机构。
技术实现思路
1、为克服现有技术存在的技术缺陷,本发明提供一种内齿轮钻孔工装及其钻孔方法,在钻孔加工时加工速度快,加工孔位位置精准。
2、本发明采用的技术解决方案是:
3、内齿轮钻孔方法,利用内齿轮钻孔工装和钻机实现钻孔,所述内齿轮钻孔工装包括钻模定位装置、两个靠模装置、滑动平台和两个下模装置,各所述下模装置安装在滑动平台上,各所述靠模装置安装在滑动平台上,各所述靠模装置和对应下模装置配合以夹持内齿轮,该钻孔方法包括如下步骤:
4、s1:使用钻模定位装置定位靠模装置孔位;
5、s2:将内齿轮放置在钻机下侧的下模装置上并用靠模装置夹紧;
6、s3:启动钻机对内齿轮进行钻孔;
7、s4:滑动平台动作,拆下加工好的内齿轮;
8、s5:将下一个待加工的内齿轮放置在钻机下侧的下模装置上;
9、s6:重复s2至s5。
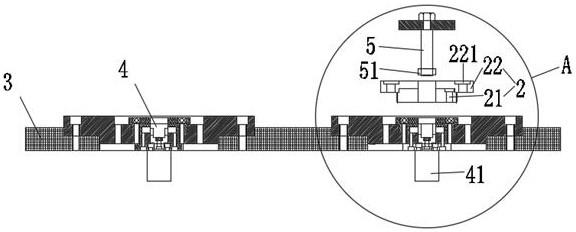
10、内齿轮钻孔工装,所述钻模定位装置包括钻模定位底板、定位压紧轴和定位块,所述靠模装置包括花键靠模座和钻模板,所述钻模板上设有若干靠模孔,所述钻模定位底板上设有滑槽,所述定位块沿滑槽滑动,所述花键靠模座设有与内齿轮的内齿配合的齿形,所述定位块上设有与花键靠模座适配的齿形,所述定位压紧轴固装在钻模定位底板上,所述钻模板上设有若干长孔,所述钻模板和花键靠模座之间通过长孔实现固定。
11、优选的,所述滑槽的中心线指向定位压紧轴的轴线。
12、优选的,所述定位块具有和滑槽适配的滑动杆。
13、优选的,所述定位压紧轴设有螺纹端。
14、优选的,所述长孔设有四个,各所述长孔沿钻模板圆心周向等距布置,各所述长孔在钻模板上对应的圆心角为30至35度。
15、优选的,所述滑槽距定位压紧轴的轴线距离为45至90毫米。
16、优选的,所述下模装置包括拉紧气缸和上压板组件,所述拉紧气缸安装在滑动平台底部,所述上压板组件可拆卸的与拉紧气缸连接,所述上压板组件压住内齿轮。
17、优选的,所述拉紧气缸的末端设有竖槽和与竖槽相连的横槽,所述上压板组件设有横杆,所述横杆滑动进横槽时拉紧气缸得以拉紧上压板组件。
18、优选的,该转孔工装还包括气枪。
19、本发明的有益效果是:
20、内齿轮钻孔方法,利用内齿轮钻孔工装和钻机实现钻孔,所述内齿轮钻孔工装包括钻模定位装置、两个靠模装置、滑动平台和两个下模装置,各所述下模装置安装在滑动平台上,各所述靠模装置安装在滑动平台上,各所述靠模装置和对应下模装置配合以夹持内齿轮,该钻孔方法包括如下步骤:
21、s1:使用钻模定位装置定位靠模装置孔位,由于内齿轮的孔位和内齿轮的齿形有对应关系,需要先使用钻模定位装置对靠模装置的孔位位置进行定位,在钻孔时,靠模装置给钻头提供支撑;
22、s2:将内齿轮放置在钻机下侧的下模装置上并用靠模装置夹紧,内齿轮作为工件,受到靠模装置夹紧定位;
23、s3:启动钻机对内齿轮进行钻孔,钻头从靠模装置的孔位伸入进而进行钻孔;
24、s4:滑动平台动作,拆下加工好的内齿轮;
25、s5:将下一个待加工的内齿轮放置在钻机下侧的下模装置上;
26、s6:重复s2至s5,在钻孔加工时加工速度快,加工孔位位置精准。
技术特征:
1.内齿轮钻孔方法,利用内齿轮钻孔工装和钻机实现钻孔,其特征在于,所述内齿轮钻孔工装包括钻模定位装置、两个靠模装置、滑动平台和两个下模装置,各所述下模装置安装在滑动平台上,各所述靠模装置安装在滑动平台上,各所述靠模装置和对应下模装置配合以夹持内齿轮,该钻孔方法包括如下步骤:
2.根据权利要求1所述的内齿轮钻孔方法所使用的内齿轮钻孔工装,其特征在于,所述钻模定位装置包括钻模定位底板、定位压紧轴和定位块,所述靠模装置包括花键靠模座和钻模板,所述钻模板上设有若干靠模孔,所述钻模定位底板上设有滑槽,所述定位块沿滑槽滑动,所述花键靠模座设有与内齿轮的内齿配合的齿形,所述定位块上设有与花键靠模座适配的齿形,所述定位压紧轴固装在钻模定位底板上,所述钻模板上设有若干长孔,所述钻模板和花键靠模座之间通过长孔实现固定。
3.根据权利要求2所述的内齿轮钻孔工装,其特征在于,所述滑槽的中心线指向定位压紧轴的轴线。
4.根据权利要求2所述的内齿轮钻孔工装,其特征在于,所述定位块具有和滑槽适配的滑动杆。
5.根据权利要求2所述的内齿轮钻孔工装,其特征在于,所述定位压紧轴设有螺纹端。
6.根据权利要求2所述的内齿轮钻孔工装,其特征在于,所述长孔设有四个,各所述长孔沿钻模板圆心周向等距布置,各所述长孔在钻模板上对应的圆心角为30至35度。
7.根据权利要求2所述的内齿轮钻孔工装,其特征在于,所述滑槽距定位压紧轴的轴线距离为45至90毫米。
8.根据权利要求1所述的内齿轮钻孔工装,其特征在于,所述下模装置包括拉紧气缸和上压板组件,所述拉紧气缸安装在滑动平台底部,所述上压板组件可拆卸的与拉紧气缸连接,所述上压板组件压住内齿轮。
9.根据权利要求10所述的内齿轮钻孔工装,其特征在于,所述拉紧气缸的末端设有竖槽和与竖槽相连的横槽,所述上压板组件设有横杆,所述横杆滑动进横槽时拉紧气缸得以拉紧上压板组件。
10.根据权利要求1所述的内齿轮钻孔工装,其特征在于,该转孔工装还包括气枪。
技术总结
本发明涉及一种内齿轮钻孔工装及其钻孔方法,利用内齿轮钻孔工装和钻机实现钻孔,所述内齿轮钻孔工装包括钻模定位装置、两个靠模装置、滑动平台和两个下模装置,各所述下模装置安装在滑动平台上,各所述靠模装置安装在滑动平台上,各所述靠模装置和对应下模装置配合以夹持内齿轮,该钻孔方法包括如下步骤:S1:使用钻模定位装置定位靠模装置孔位;S2:将内齿轮放置在钻机下侧的下模装置上并用靠模装置夹紧;S3:启动钻机对内齿轮进行钻孔;S4:滑动平台动作,拆下加工好的内齿轮;S5:将下一个待加工的内齿轮放置在钻机下侧的下模装置上;S6:重复S2至S5,在钻孔加工时加工速度快,加工孔位位置精准。
技术研发人员:吴家豪,许家扬,许友仁
受保护的技术使用者:晋江市安海联诚机械有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!