胶结密封复合焊接方法、焊接系统及焊接性能评估方法与流程
本发明涉及焊接,尤其涉及一种胶结密封复合焊接方法、焊接系统及焊接性能评估方法。
背景技术:
1、随着轨道交通装备的快速发展,车辆材料的应用更加多元化,合金体系日趋复杂,对于焊接技术的要求也日益严格。传统点焊统一存在车辆气密性不足的技术局限,难以适应新一代地铁及高铁的快速发展。
技术实现思路
1、本发明提供一种胶结密封复合焊接方法,用以解决现有点焊技术气密性不足的技术问题,实现车体良好的气密性。
2、本发明还提供一种焊接系统。
3、本发明还提供一种焊接性能评估方法。
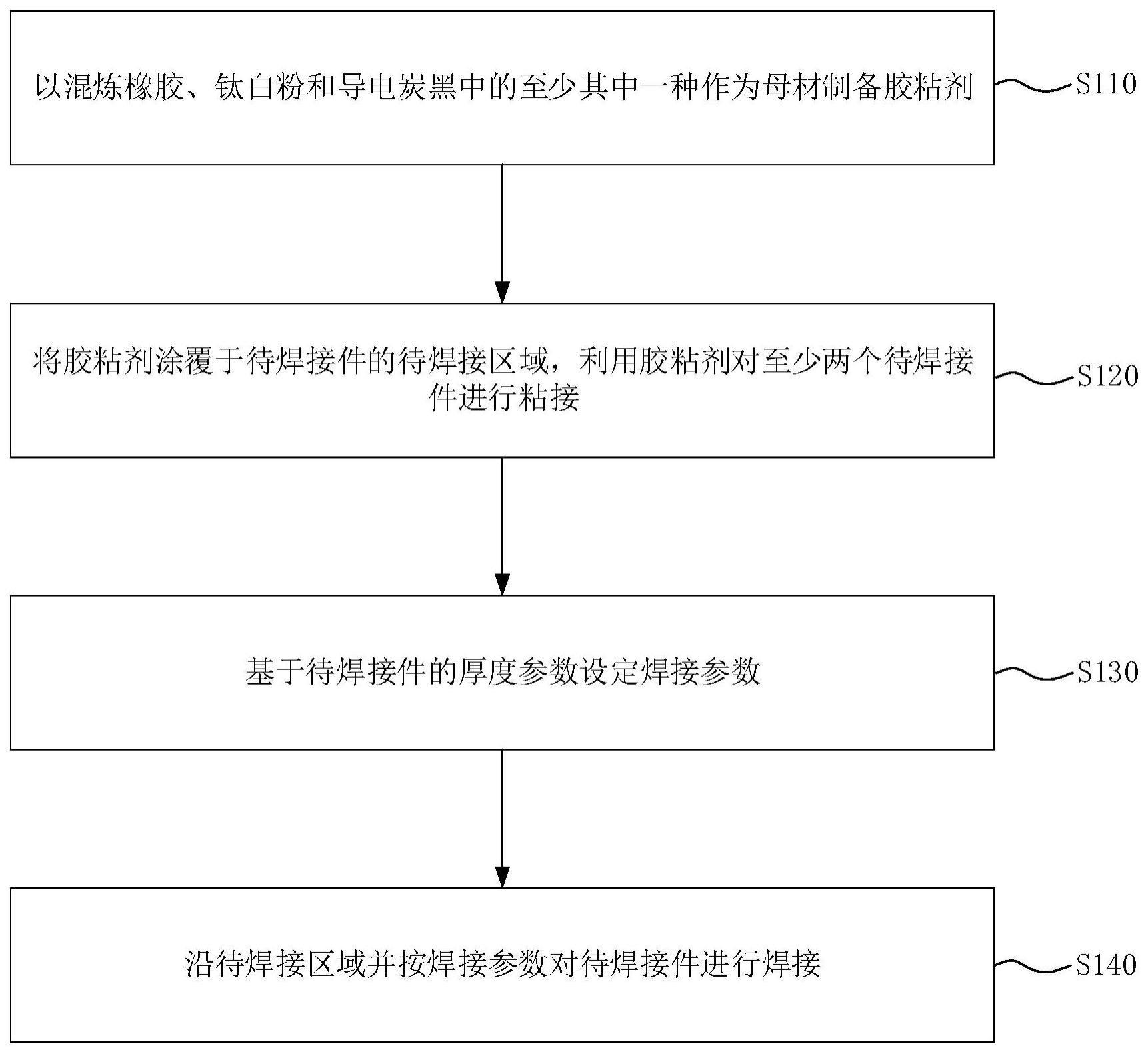
4、本发明提供一种胶结密封复合焊接方法,包括如下步骤:
5、以混炼橡胶、钛白粉和导电炭黑中的至少其中一种作为母材制备胶粘剂;
6、将所述胶粘剂涂覆于待焊接件的待焊接区域,利用所述胶粘剂对至少两个所述待焊接件进行粘接;
7、基于所述待焊接件的厚度参数设定焊接参数;
8、沿所述待焊接区域并按所述焊接参数对所述待焊接件进行焊接。
9、根据本发明提供的一种胶结密封复合焊接方法,所述以混炼橡胶、钛白粉和导电炭黑中的至少其中一种作为母材制备胶粘剂的步骤,具体包括:
10、将混炼橡胶、钛白粉和导电炭黑共同作为母材制备胶粘剂。
11、根据本发明提供的一种胶结密封复合焊接方法,所述将所述胶粘剂涂覆于待焊接件的待焊接区域,利用所述胶粘剂对至少两个待焊接件进行粘接的步骤,具体包括:
12、确定待焊接区域,在第一待焊接件的所述待焊接区域涂覆所述胶粘剂,使所述第一待焊接件的所述待焊接区域与第二待焊接件的所述待焊接区域对齐,并将所述第二待焊接件贴合压紧于所述第一待焊接件,利用清洁机构清洁所述第一待焊接件和所述第二待焊接件边缘溢出的胶粘剂。
13、根据本发明提供的一种胶结密封复合焊接方法,所述在第一待焊接件的所述待焊接区域涂覆所述胶粘剂的步骤,具体包括:
14、沿所述待焊接区域对所述第一待焊接件间隔进行多次单点涂胶;
15、其中,每一次所述单点涂胶所用胶粘剂的重量为1g,每一次所述单点涂胶所用的胶粘剂在所述第一待焊接件上形成圆形涂胶区域,所述圆形涂胶区域的直径为4.5-5.0mm。
16、根据本发明提供的一种胶结密封复合焊接方法,所述在第一待焊接件的所述待焊接区域涂覆所述胶粘剂的步骤,具体包括:
17、沿所述待焊接区域对所述第一待焊接件进行连续化涂胶;
18、其中,所述连续化涂胶区域中对应点焊位置的所用胶粘剂的重量为1g,所述连续化涂胶区域宽度为4.5-5.0mm。
19、根据本发明提供的一种胶结密封复合焊接方法,所述基于所述待焊接件的厚度参数设定焊接参数的步骤,具体包括:
20、基于最外侧的两个所述待焊接件中较薄的一个所述待焊接件的厚度参数设定焊点间距、焊点至边缘的间距、焊接电流、焊接时间、冷却时间、脉冲数、保持时间以及电极压力。
21、根据本发明提供的一种胶结密封复合焊接方法,所述焊接电流、所述焊接时间和所述冷却时间之间的比值为1:67:5。
22、根据本发明提供的一种胶结密封复合焊接方法,所述沿所述待焊接区域并按所述焊接参数对所述待焊接件进行焊接的步骤,具体包括:
23、沿所述待焊接区域并基于所述待焊接件的厚度参数设定焊点间距、焊点至边缘的间距、焊接电流、焊接时间、冷却时间、脉冲数、保持时间以及电极压力对所述待焊接件进行点焊。
24、本发明还提供一种焊接系统,包括:
25、制备单元,用于以混炼橡胶、钛白粉和导电炭黑中的至少其中一种作为母材制备胶粘剂;
26、涂胶单元,与所述制备单元相连,用于将所述胶粘剂涂覆于待焊接件的待焊接区域;
27、参数设定单元,用于基于所述待焊接件的厚度参数设定焊接参数;
28、焊接机构,与所述参数设定单元电连接,用于沿所述待焊接区域并按所述焊接参数对所述待焊接件进行焊接。
29、本发明还提供一种焊接性能评估方法,用于对如前述的胶结密封复合焊接方法焊接而成的焊接件进行评估,或用于对如前述的焊接系统焊接而成的焊接件进行评估,包括如下步骤:
30、在焊接完毕的焊接件上开设与焊接处的间隙相连通的开口,利用管道连接所述开口与通气设备;
31、将焊接件放置于液体中,待静置第一时间后擦除焊接件表面的气泡;
32、通气设备朝焊接处的间隙供气,使内部压力由第一压力值逐级增大并达到第二压力值,在每一级的压力值下分别保持第二时间;
33、在每一级压力下均不漏气,则判定为合格的焊接,在任意一级压力下发生漏气,则判定为不合格的焊接。
34、本发明实施例提供的胶结密封复合焊接方法,通过配置特定的胶粘剂并对待焊接件进行粘接,待粘接完毕后再对至少两个待焊接件以设定焊接参数进行点焊,使得焊接完毕的焊接件具有良好的气密性,突破了轨道车辆车体点焊不密封的工程局限。
35、本发明实施例提供的焊接系统,通过配置特定的胶粘剂并对待焊接件进行粘接,待粘接完毕后再对至少两个待焊接件以设定焊接参数进行点焊,使得焊接完毕的焊接件具有良好的气密性,突破了轨道车辆车体点焊不密封的工程局限。
36、本发明实施例提供的焊接性能评估方法,通过在每一级压力下对焊接件进行气密性检查,从而判定焊接是否合格,支撑了胶结密封复合焊接方法的应用,确保了焊接的合理性和有效性。
技术特征:
1.一种胶结密封复合焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的胶结密封复合焊接方法,其特征在于,所述以混炼橡胶、钛白粉和导电炭黑中的至少其中一种作为母材制备胶粘剂的步骤,具体包括:
3.根据权利要求1所述的胶结密封复合焊接方法,其特征在于,所述将所述胶粘剂涂覆于待焊接件的待焊接区域,利用所述胶粘剂对至少两个待焊接件进行粘接的步骤,具体包括:
4.根据权利要求3所述的胶结密封复合焊接方法,其特征在于,所述在第一待焊接件的所述待焊接区域涂覆所述胶粘剂的步骤,具体包括:
5.根据权利要求3所述的胶结密封复合焊接方法,其特征在于,所述在第一待焊接件的所述待焊接区域涂覆所述胶粘剂的步骤,具体包括:
6.根据权利要求1所述的胶结密封复合焊接方法,其特征在于,所述基于所述待焊接件的厚度参数设定焊接参数的步骤,具体包括:
7.根据权利要求6所述的胶结密封复合焊接方法,其特征在于,所述焊接电流、所述焊接时间和所述冷却时间之间的比值为1:67:5。
8.根据权利要求6所述的胶结密封复合焊接方法,其特征在于,所述沿所述待焊接区域并按所述焊接参数对所述待焊接件进行焊接的步骤,具体包括:
9.一种焊接系统,其特征在于,包括:
10.一种焊接性能评估方法,其特征在于,用于对如权利要求1-8中所述的胶结密封复合焊接方法焊接而成的焊接件进行评估,或用于对如权利要求9所述的焊接系统焊接而成的焊接件进行评估,包括如下步骤:
技术总结
本发明涉及焊接技术领域,提供一种胶结密封复合焊接方法、焊接系统及焊接性能评估方法。焊接方法包括如下步骤:以混炼橡胶、钛白粉和导电炭黑中的至少其中一种作为母材制备胶粘剂;将胶粘剂涂覆于待焊接件的待焊接区域,利用胶粘剂对至少两个待焊接件进行粘接;基于待焊接件的厚度参数设定焊接参数;沿待焊接区域并按焊接参数对待焊接件进行焊接。通过配置特定的胶粘剂并对待焊接件进行粘接,待粘接完毕后再对至少两个待焊接件以设定焊接参数进行点焊,使得焊接完毕的焊接件具有良好的气密性,突破了轨道车辆车体点焊不密封的工程局限。
技术研发人员:徐野,韩晓辉,叶结和,马寅,刘子靖
受保护的技术使用者:中车青岛四方机车车辆股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!