一种辅助微细电火花线切割的超声聚焦装置及方法
本发明涉及微细电火花线切割加工,特别是涉及一种辅助微细电火花线切割的超声聚焦装置及方法。
背景技术:
1、微细电火花线切割的加工原理是放电蚀除,利用这种放电蚀除可以实现对平面、直纹曲面等零件表面结构的加工。微细电火花线切割作为一种非接触式的特种加工技术,可以保证工件和刀具不受任何机械应力的影响,而且加工成本低,加工后有很高的尺寸精度和良好的表面光洁度。目前电火花线切割加工领域的辅助技术主要集中在对辅助加工的夹具的设计,数控系统开发,磁场辅助等方面,对于超声振动和聚焦辅助加工的技术并没有太多的研究。在电火花线切割加工的过程中,虽然电火花可以蚀除极间的工件材料,但是在使用大能量加工时仍会产生很多加工过程的蚀除产物,这些蚀除产物如不能及时清理,会恶化极间状态,对加工电极产生极大的危害,降低电极丝的寿命,同时碎屑还会对加工精度造成影响。在电火花线切割往复走丝加工过程中,这种需要及时排出蚀除产物的要求尤为明显。
2、现阶段已经有很多辅助电火花线切割排出蚀除产物的技术方法,但是以往的技术方案往往需要在工件和工具上附加超声振动装置,不够灵活,微细电火花线切割加工过程中微小工件和工具容易受附加装置影响,效率不高,局限性大。
技术实现思路
1、鉴于上述问题,提出了本发明实施例以便提供一种克服上述问题或者至少部分地解决上述问题的辅助微细电火花线切割的超声聚焦装置及方法。
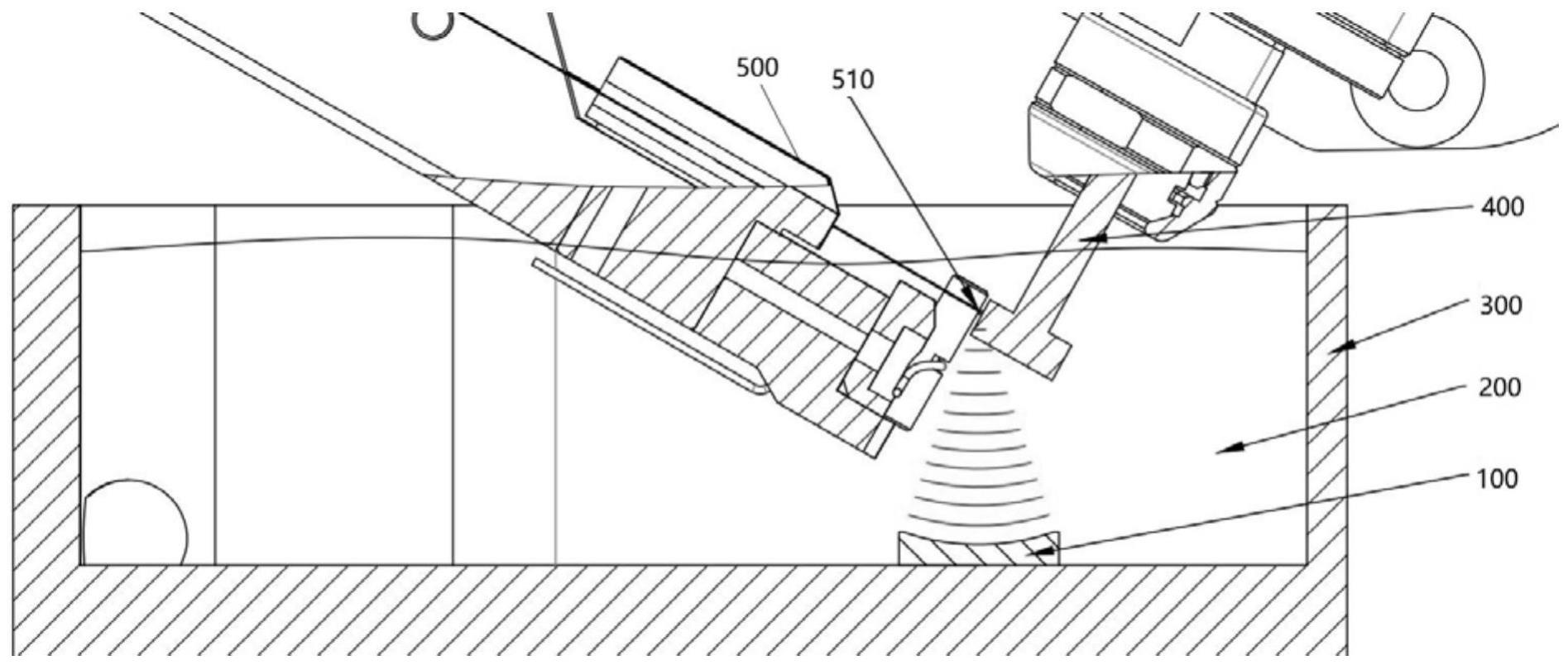
2、一种辅助微细电火花线切割的超声聚焦装置,包括工作槽,所述工作槽内装有工作介质,电火花线切割加工装置位于所述工作槽的上方,其中,所述电火花线切割加工装置的加工侧浸于所述工作介质内;所述工作槽内设有超声聚焦发生装置,所述超声聚焦发生装置的焦点位于所述电火花线切割加工装置和待加工工件之间加工放电时的放电中心点位。
3、优选的,所述超声聚焦发生装置包括聚焦压电陶瓷和安装块,所述聚焦压电陶瓷设于所述安装块上,所述安装块置于所述工作槽的内底部,并位于所述电火花线切割加工装置和待加工工件之间加工放电时的放电中点下方。
4、优选的,所述超声聚焦发生装置包括压电陶瓷和铝合金凹面块,所述压电陶瓷呈平面,所述铝合金凹面块设于所述压电陶瓷上,所述压电陶瓷置于所述工作槽的内底部,并位于所述电火花线切割加工装置和待加工工件之间加工放电时的放电中点下方。
5、优选的,所述超声聚焦装置的振动频率范围为10khz~1mhz。
6、优选的,所述工作介质为液态介质。
7、一种辅助微细电火花线切割的超声聚焦方法,包括如下步骤:
8、将超声聚焦装置安装于储有工作介质的工作槽内,并将其置于电火花线切割加工装置下方;其中,所述电火花线切割加工装置的加工侧浸于所述工作介质内;
9、依据电火花线切割加工装置和待加工工件的位置,确定所述超声聚焦装置的位置,使所述超声聚焦装置的焦点位于所述电火花线切割加工装置和待加工工件之间加工放电时的放电中心点位。
10、优选的,还包括步骤:
11、依据所述电火花线切割加工装置的切割参数,调节所述超声聚焦装置的工作参数,使所述超声聚焦装置和所述电火花线切割加工装置均处于最佳工作状态。
12、优选的,所述电火花线切割加工装置包括微细电极丝,所述依据所述电火花线切割加工装置的切割参数,调节所述超声聚焦装置的工作参数的步骤,包括:
13、依据所述微细电极丝的直径或加工参数调节所述超声聚焦装置的工作参数。
14、优选的,所述超声聚焦装置的工作参数包括振动频率,所述振动频率范围为10khz~1mhz。
15、优选的,所述超声聚焦装置发生的超声振动经所述工作介质传导汇聚至所述焦点处,使所述电火花线切割加工装置与所述待加工工件加工过程中产生的蚀除产物脱落并汇聚至所述焦点处。
16、本申请具体包括以下优点:
17、在本申请的实施例中,通过工作槽,所述工作槽内装有工作介质,电火花线切割加工装置位于所述工作槽的上方,其中,所述电火花线切割加工装置的加工侧浸于所述工作介质内;所述工作槽内设有超声聚焦发生装置,所述超声聚焦发生装置的焦点位于所述电火花线切割加工装置和待加工工件之间加工放电时的放电中心点位。通过超声聚焦发生装置在充满工作介质的工作槽中进行超声振动,通过工作介质对超声振动进行传导,被传导的超声振动会汇集聚焦于上方电火花线切割加工的放电中心位点,超声振动带动电火花线切割加工过程中产生在工作液中的蚀除产物,使这些蚀除产物得以及时排出,同时聚焦于一点便于清理;本发明通过超声波振动在工作介质内部传递聚焦的方法辅助电火花线切割过程中产生的蚀除产物排出,由于不需要在工件和工具上附加超声振动装置,提高设计灵活性的同时还可以避免微细电火花线切割加工过程中微小工件和工具受附加装置影响。
技术特征:
1.一种辅助微细电火花线切割的超声聚焦装置,其特征在于,包括工作槽,所述工作槽内装有工作介质,电火花线切割加工装置位于所述工作槽的上方,其中,所述电火花线切割加工装置的加工侧浸于所述工作介质内;所述工作槽内设有超声聚焦发生装置,所述超声聚焦发生装置的焦点位于所述电火花线切割加工装置和待加工工件之间加工放电时的放电中心点位。
2.根据权利要求1所述的辅助微细电火花线切割的超声聚焦装置,其特征在于,所述超声聚焦发生装置包括聚焦压电陶瓷和安装块,所述聚焦压电陶瓷设于所述安装块上,所述安装块置于所述工作槽的内底部,并位于所述电火花线切割加工装置和所述待加工工件之间加工放电时的放电中点下方。
3.根据权利要求1所述的辅助微细电火花线切割的超声聚焦装置,其特征在于,所述超声聚焦发生装置包括压电陶瓷和铝合金凹面块,所述压电陶瓷呈平面,所述铝合金凹面块设于所述压电陶瓷上,所述压电陶瓷置于所述工作槽的内底部,并位于所述电火花线切割加工装置和所述待加工工件之间加工放电时的放电中点下方。
4.根据权利要求1所述的辅助微细电火花线切割的超声聚焦装置,其特征在于,所述超声聚焦装置的振动频率范围为10khz~1mhz。
5.根据权利要求1所述的辅助微细电火花线切割的超声聚焦装置,其特征在于,所述工作介质为液态介质。
6.一种基于权利要求1-5任一项所述的辅助微细电火花线切割的超声聚焦装置的超声聚焦方法,其特征在于,包括如下步骤:
7.根据权利要求6所述的辅助微细电火花线切割的超声聚焦方法,其特征在于,还包括步骤:
8.根据权利要求7所述的辅助微细电火花线切割的超声聚焦方法,其特征在于,所述电火花线切割加工装置包括微细电极丝,所述依据所述电火花线切割加工装置的切割参数,调节所述超声聚焦装置的工作参数的步骤,包括:
9.根据权利要求8所述的辅助微细电火花线切割的超声聚焦方法,其特征在于,所述超声聚焦装置的工作参数包括振动频率,所述振动频率范围为10khz~1mhz。
10.根据权利要求1所述的辅助微细电火花线切割的超声聚焦方法,其特征在于,所述超声聚焦装置发生的超声振动经所述工作介质传导汇聚至所述焦点处,使所述电火花线切割加工装置与所述待加工工件加工过程中产生的蚀除产物脱落并汇聚至所述焦点处。
技术总结
在本申请的实施例中提供了一种辅助微细电火花线切割的超声聚焦装置及方法,涉及微细电火花线切割加工技术领域;包括工作槽,工作槽内装有工作介质,电火花线切割加工装置位于工作槽的上方,其中,电火花线切割加工装置的加工侧浸于工作介质内;工作槽内设有超声聚焦发生装置,超声聚焦发生装置的焦点位于电火花线切割加工装置和待加工工件之间加工放电时的放电中心点位。本发明通过超声波振动在工作介质内部传递聚焦的方法辅助电火花线切割过程中产生的蚀除产物排出,由于不需要在工件和工具上附加超声振动装置,提高设计灵活性的同时还可以避免微细电火花线切割加工过程中微小工件和工具受附加装置影响。
技术研发人员:郭程,王泽鑫,高宇,何靖文,雷建国
受保护的技术使用者:深圳大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!