一种大口径模压焊接弯头用支座及方法与流程
本发明涉及支架,具体涉及一种大口径模压焊接弯头用支座。
背景技术:
1、以往大口径焊接弯头是采用梯形管段沿圆周按虾壳状拼接成型,其支承用支座采用十字形板与底板组焊结构。现采用大型压力成型工艺,对90°弯头采用模压分半成型后沿圆环赤道线焊接组成,弯头外型美观,耐内部压力强度高,对液流阻力小,被工程广泛采用。
2、若采用原来工程用十字形支座结构,势必造成支座与弯头的焊缝和弯头本体的焊缝重叠,引起焊缝内应力畸度,危及安全运行,需要采用新的弯头支座结构。
技术实现思路
1、本发明的目的在于提供一种大口径模压焊接弯头用支座,以解决现有技术中的支座在焊接弯头时,会引起焊缝内应力畸度,危及安全运行。
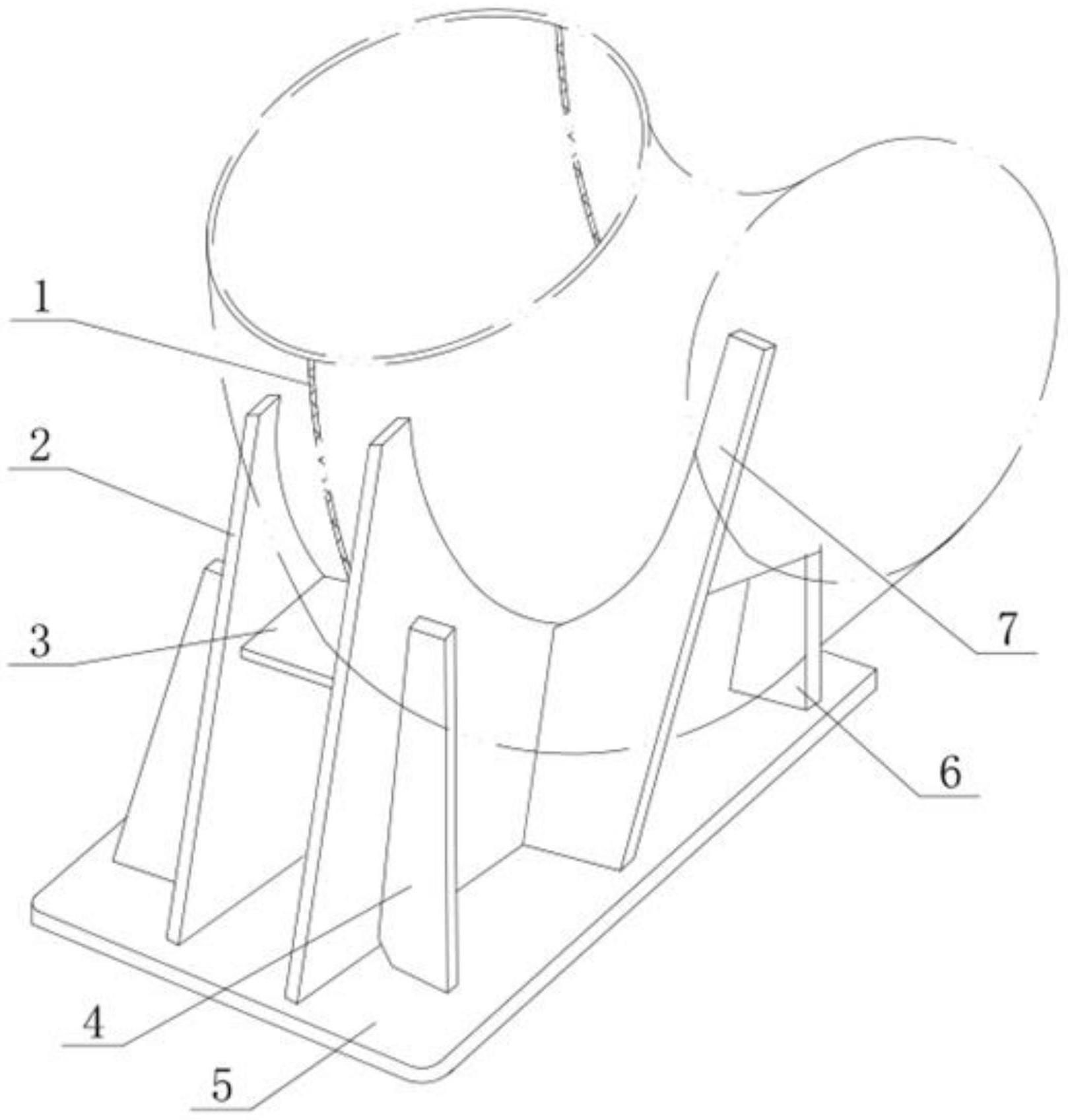
2、为达到上述目的,本发明是采用下述技术方案实现的:一种大口径模压焊接弯头用支座,包括水平板,所述水平板上垂直固定有两块相互平行的第一连接板,且第一连接板远离水平板的一侧为弧形结构,每个所述第一连接板高端一侧固定有第二连接件、每个所述第一连接板低端一侧固定有第三连接件,每个所述第一连接板中部固定有第四连接件,且第四连接件上端一体延伸有弧形板。
3、所述第一连接板为轴向支座板。
4、所述第二连接件为竖向肋板,两块竖向肋板依次焊接在两块轴向支座板高端背离面侧并与水平板焊接,且两块竖向肋板对称设置。
5、所述第三连接件为水平横向支座板,两块水平横向支座板依次焊接在两块轴向支座板低端背离面侧并与水平板焊接,且两块水平横向支座板对称设置。
6、所述第四连接件为中央横向支座板,两块中央横向支座板依次焊接在两块轴向支座板中部背离面侧并与水平板焊接,且两中央横向支座板对称设置,弧形板延伸在中央横向支座板上端,并也对称设置。
7、两块所述轴向支座板高端内侧之间焊接固定有水平支撑板。
8、基于上述大口径模压焊接弯头用支座的使用方法,包括以下步骤:
9、1)取水平板置于地面,将两块第一连接板平行且垂直的焊接在水平板上表面;
10、2)之后在每个第一连接板上高端、中部、底端的侧边依次焊接第二连接件、第四连接件以及第三连接件,且两个第二连接件对称设置并与水平板焊接固定,两个第四连接件对称置并与水平板焊接固定、两个第三连接件对称置并与水平板焊接固定。
11、3)在两块第一连接板高端内侧面之间焊接水平支撑板,加强结构强度;
12、4)将弯管的各项零件至第一连接板和第四连接件之间的区域内,使用焊枪焊接,最终弯头上组合焊缝1和支座与弯头的焊缝相错开。
13、根据上述技术方案,本发明具有以下效果:
14、本发明改变了传统的十字型的支座结构,使用平行设置的第一连接板并在第一连接板上设置弧形结构,弧形的弯弧度根据弯管的弧径配合设置,可有效改善传统支座与弯头的焊缝和弯头本体的焊缝重叠问题,避免焊缝内应力畸度,保证安全运行。
技术特征:
1.一种大口径模压焊接弯头用支座,其特征在于,包括水平板(5),所述水平板(5)上垂直固定有两块相互平行的第一连接板,且第一连接板远离水平板(5)的一侧为弧形结构,每个所述第一连接板高端一侧固定有第二连接件、每个所述第一连接板低端一侧固定有第三连接件,每个所述第一连接板中部固定有第四连接件,且第四连接件上端一体延伸有弧形板。
2.根据权利要求1所述的一种大口径模压焊接弯头用支座,其特征在于,所述第一连接板为轴向支座板(2)。
3.根据权利要求2所述的一种大口径模压焊接弯头用支座,其特征在于,所述第二连接件为竖向肋板(4),两块竖向肋板(4)依次焊接在两块轴向支座板(2)高端背离面侧并与水平板(5)焊接,且两块竖向肋板(4)对称设置。
4.根据权利要求2所述的一种大口径模压焊接弯头用支座,其特征在于,所述第三连接件为水平横向支座板(6),两块水平横向支座板(6)依次焊接在两块轴向支座板(2)低端背离面侧并与水平板(5)焊接,且两块水平横向支座板(6)对称设置。
5.根据权利要求2所述的一种大口径模压焊接弯头用支座,其特征在于,所述第四连接件为中央横向支座板(7),两块中央横向支座板(7)依次焊接在两块轴向支座板(2)中部背离面侧并与水平板(5)焊接,且两中央横向支座板(7)对称设置,弧形板延伸在中央横向支座板(7)上端,并也对称设置。
6.根据权利要求2所述的一种大口径模压焊接弯头用支座,其特征在于,两块所述轴向支座板(2)高端内侧面之间焊接固定有水平支撑板(3)。
7.一种基于上述权利要求1~6任一项所述大口径模压焊接弯头用支座的使用方法,其特征在于,包括以下步骤:
8.3)在两块第一连接板高端内侧面之间焊接水平支撑板(3),加强结构强度;
技术总结
本发明公开了一种大口径模压焊接弯头用支座,属于支架领域,其包括水平板,所述水平板上垂直固定有两块相互平行的第一连接板,且第一连接板远离水平板的一侧为弧形结构,每个所述第一连接板高端一侧固定有第二连接件、每个所述第一连接板低端一侧固定有第三连接件,每个所述第一连接板中部固定有第四连接件,且第四连接件上端一体延伸有弧形板;本发明改变了传统的十字型的支座结构,使用平行设置的第一连接板并在第一连接板上设置弧形结构,弧形的弯弧度根据弯管的弧径配合设置,可有效改善传统支座与弯头的焊缝和弯头本体的焊缝重叠问题,避免焊缝内应力畸度,保证安全运行。
技术研发人员:李化,沈重光,杨杰,高海琴
受保护的技术使用者:江苏慧通管道设备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!