电池极耳与电池盖板的焊接定位装置及焊接方法与流程
本发明涉及电池焊接,特别是涉及一种电池极耳与电池盖板的焊接定位装置及焊接方法。
背景技术:
1、电池装配过程中,目前一般是采用超声焊接将极组与转接片先初次焊接,然后将转接片与电池盖板激光焊接,最后将极组与转接片利用超声焊接二次焊接。这样会增加极组与转接片的焊接步骤,会提高产品不良率;此类装配技术增加零部件,提高了成本,增加了重量,降低了电池的空间利用率。因此现有技术中,焊接时将极组与电池盖板间的连接片去掉后,用激光焊接将极组极耳与电池盖板焊接,即直接将电池盖板两侧的侧连接片与极组两端极耳极折弯后激光焊接,但激光焊接要求物体间不可有缝隙且需非常平整,从而保证焦距一致,熔池饱满,达到要求的焊接质量;应对此类焊接要求时,目前是引入平齿超声焊接技术处理,将极耳多层箔材使用平齿超声焊加激光焊进行焊接处理,即在平齿超声焊接后,进行激光焊接。但是,激光焊存在飞溅问题,焊接中电池极组是否对正会影响后续入壳装配,焊接时极耳需按照预定位置弯折,否则会出现极耳堆叠及极耳拉断情况,另外,使用激光焊接,还需要将内部空隙挤出,防止焊穿情况发生。因此,为保证焊接质量,急需设计满足要求的焊接工装。
技术实现思路
1、本发明的目的是针对现有技术中的问题,而提供一种电池极耳与电池盖板的焊接定位装置以及焊接方法。
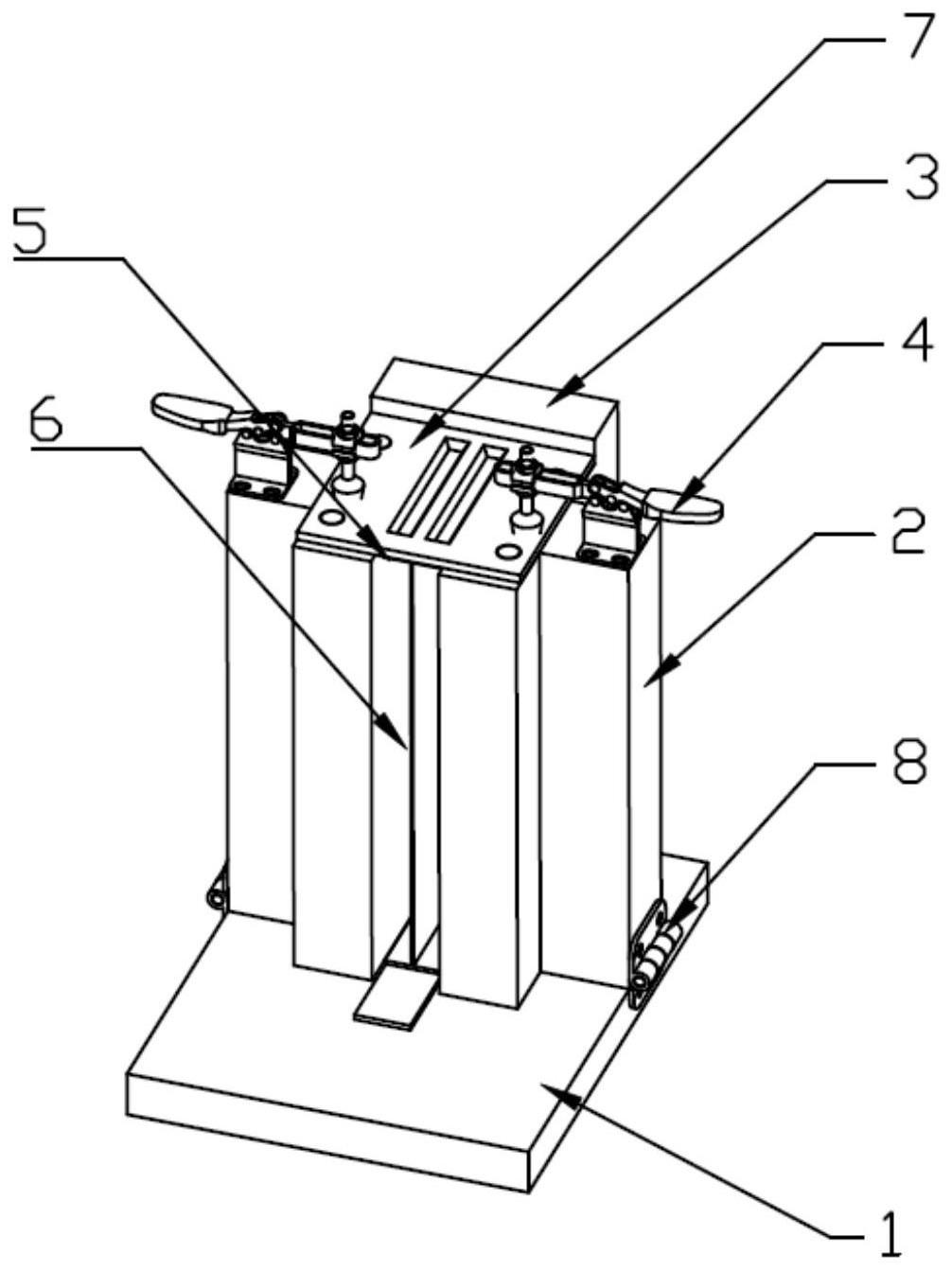
2、本发明第一方面,提供一种电池极耳与电池盖板的焊接定位装置,包括极耳整形工装以及用于对极耳整形后电芯进行压紧定位的压紧定位工装,所述极耳整形工装用于使极耳相对两侧预折弯,并在折弯后相对两侧的中部形成平齿焊接区;所述压紧定位工装包括底板、极耳压板、布置于底板上设置有相对隔开布置的两个侧板以及一个电池盖板定位板;两个所述侧板以及电池盖板定位板内侧形成电芯定位空间;电芯放到所述电芯定位空间后,所述电芯的电池盖板由所述电池盖板定位板定位、极组由所述侧板压紧定位后,所述极耳压板在压紧装置作用下,自上端压紧所述电芯定位空间中的电芯以将电芯一端极耳间的空隙消除。
3、其中,所述侧板与所述底板相铰接能实现向外打开,且合上后垂直于所述底板以实现对极组在外侧进行压紧定位。
4、其中,所述侧板以及电池盖板定位板形成的电芯定位空间将极组全包覆,实现对所述极组在焊接过程中的压紧保护。
5、其中,所述侧板的顶端设置有用于向下压紧所述极耳压板的压紧装置。
6、其中,所述极组定位板的上端设置有用于定位所述极耳压板的定位柱。
7、其中,所述极耳压板上预制有与所述定位柱配合的定位孔,所述极耳压板上形成有用于焊枪的枪头伸出进行焊接的焊接孔。
8、其中,所述电池盖板定位板内侧面上布置有与所述电池盖板表面形状适应的电池盖板定位槽。
9、其中,包括压板顶起部,包括两个横顶板与一竖顶板,两个所述横顶板与竖顶板垂直连接形成工字形状结构,布置于两个所述侧板之间,用于对所述极耳压板进行支撑,防止所述极耳压板的压力过大损伤极耳,使极耳变形。
10、其中,所述极耳整形工装包括一个极组定位槽,所述极组定位槽的形状与极组两端的形状相应适应,所述极组定位槽的宽度方向的相对两端形成对称的实现极耳折弯的折弯边,所述折弯边的中间形成能形成所述平齿焊接区的缺口。
11、本发明第二方面,提供一种电池极耳与电池盖板的焊接方法,采用所述电池极耳与电池盖板的焊接定位装置实现,包括步骤:
12、s1.将极组两端的极耳整体预整形,使极耳相对两侧预折弯,并在折弯后相对两侧的中部形成平齿焊接区;
13、s2.将相对两侧折弯后的极耳在两侧平齿焊接区采用平齿焊接技术焊接,使每个侧边的极耳焊接在一起;
14、s3.将上述极耳焊接后的极组与电池盖板装配后放入焊接定位装置定位且使电池盖板及极耳同侧端朝上;用极耳压板对下方极耳压实,挤出极耳间的空隙;
15、s4.采用激光焊接工艺,将所述电池盖板与极耳的同名端焊接;
16、s5.将极组以及电池盖板取出,将电池盖板与极耳的未焊接同侧端朝上放入焊接定位装置用极耳压板压紧极耳后,返回步骤s4,将所述电池盖板与极耳未焊接同侧端焊接。
17、步骤中s4,将所述定位工装压紧定位的极组以及电池盖板整体放入激光焊接机中进行焊接。
18、本发明的电池极耳与电池盖板的焊接定位装置及焊接方法,方便实现采用平齿超声焊接与激光焊接组合方式对极组与电池盖板进行焊接连接,使得电池从成本、电芯性能,尤其是倍率性能,放电平台均可有较大的提升;电池极耳与电池盖板的焊接定位装置由于兼备定位、空间挤压、极耳整平功能,能保证焊接质量。
19、本发明的电池极耳与电池盖板的焊接定位装置,压紧定位工装能对电池预组装部件进行包裹式定位,对极组具有挤压作用,防止极组攒动,定位稳定,效果好。
20、附图说明
21、图1是本发明的极耳整形工装的轴测示意图。
22、图2是本发明的极耳整形工装的剖面示意图。
23、图3是本发明实施例双极组与电池盖板连接后的示意图。
24、图4是本发明实施例的单极组与电池盖板连接后示意图。
25、图5是本发明实施例的电池盖板的轴测示意图。
26、图6是本发明实施例的电池盖板及极组的焊接连接示意图。
27、图7是本发明实施例的压紧定位工装的轴测示意图。
28、图8是本发明实施例的装有电芯的压紧定位工装的轴测示意图。
29、图9是本发明实施例的压紧定位工装不含压紧装置的示意图。
30、图10是本发明实施例的压紧定位工装的两个侧板打开后示意图。
31、图11是本发明实施例的电芯放入压紧定位工装的示意图。
技术特征:
1.电池极耳与电池盖板的焊接定位装置,其特征在于,包括极耳整形工装以及用于对极耳整形后电芯进行压紧定位的压紧定位工装,所述极耳整形工装用于使极耳相对两侧预折弯,并在折弯后相对两侧的中部形成平齿焊接区;所述压紧定位工装包括底板、极耳压板、布置于底板上设置有相对隔开布置的两个侧板以及一个电池盖板定位板;两个所述侧板以及电池盖板定位板内侧形成电芯定位空间;极耳整形后电芯放到所述电芯定位空间后,所述电芯的电池盖板由所述电池盖板定位板定位、极组由所述侧板压紧定位后,所述极耳压板在压紧装置作用下,自上端压紧所述电芯定位空间中的电芯以将电芯一端极耳间的空隙消除。
2.根据权利要求1所述电池极耳与电池盖板的焊接定位装置,其特征在于,所述侧板与所述底板相铰接能实现向外打开,且合上后垂直于所述底板以实现对极组在外侧进行压紧定位。
3.根据权利要求1所述电池极耳与电池盖板的焊接定位装置,其特征在于,所述侧板以及电池盖板定位板形成的电芯定位空间将极组全包覆,实现对所述极组在焊接过程中的压紧保护。
4.根据权利要求1所述电池极耳与电池盖板的焊接定位装置,其特征在于,所述侧板的顶端设置有用于向下压紧所述极耳压板的压紧装置。
5.根据权利要求1所述电池极耳与电池盖板的焊接定位装置,其特征在于,所述极组定位板的上端设置有用于定位所述极耳压板的定位柱。
6.根据权利要求5所述电池极耳与电池盖板的焊接定位装置,其特征在于,所述极耳压板上预制有与所述定位柱配合的定位孔,所述极耳压板上形成有用于焊枪的枪头伸出进行焊接的焊接孔。
7.根据权利要求1所述电池极耳与电池盖板的焊接定位装置,其特征在于,所述电池盖板定位板内侧面上布置有与所述电池盖板表面形状适应的电池盖板定位槽。
8.根据权利要求1所述电池极耳与电池盖板的焊接定位装置,其特征在于,包括压板顶起部,包括两个横顶板与一竖顶板,两个所述横顶板与竖顶板垂直连接形成工字形状结构,布置于两个所述侧板之间,用于对所述极耳压板进行支撑,防止所述极耳压板的压力过大使极耳变形;
9.一种电池极耳与电池盖板的焊接方法,采用权利要求1-8任一项所述电池极耳与电池盖板的焊接定位装置实现,其特征在于,包括步骤:
10.根据权利要求9所述电池极耳与电池盖板的焊接方法,其特征在于,步骤中s4,将所述定位工装压紧定位的极组以及电池盖板整体放入激光焊接机中进行焊接。
技术总结
本发明公开一种电池极耳与电池盖板的焊接定位装置及焊接方法。焊接定位装置包括极耳整形工装、用于对极耳整形后电芯压紧定位的压紧定位工装,极耳整形工装用于使极耳相对两侧预折弯,在折弯后相对两侧的中部形成平齿焊接区;压紧定位工装包括极耳压板、布置于底板上设置有相对隔开布置的两个侧板、一个电池盖板定位板;两个侧板以及电池盖板定位板内侧形成电芯定位空间;电芯放到电芯定位空间后,电芯的电池盖板由电池盖板定位板定位、极组由侧板压紧定位后,极耳压板在压紧装置作用下,自上端压紧电芯定位空间中的电芯以将电芯一端极耳间的空隙消除。本发明能实现对电池极耳及电池盖板实现平齿超声焊接及激光焊接组合焊接。
技术研发人员:赵博文,阴育新
受保护的技术使用者:力神(青岛)新能源有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!