一种减少卸卷辅助时间的卸料方法与流程
本发明涉及卷材生产,尤其是一种减少卸卷辅助时间的卸料方法。
背景技术:
1、纯拉伸在生产过程中,生产成品卷时,需要将头部一定长度质量不良的部分带材切除,切除时出口区域启动站进行半自动卸废料操作,或者在成品卷需要分轴停机时,出口区域启动站进行半自动卸卷操作,为此需要节省卸卷时间进行成品卷生产或下一轴生产。原先操作方式,由启动站开始启动卸卷动作,切完卷材,熨平辊随动机构退回原始位后,卸卷小车才开始进入卷取机下方后上升顶卷、卸卷操作,该系列操作会占用3分钟左右时间,加上操作人员抬纸芯粘带材等操作,需要4分钟时间,影响生产效率。
技术实现思路
1、本发明提出一种减少卸卷辅助时间的卸料方法,能利用顺序控制实现卷取机卷材的自动卸卷控制,节省生产辅助时间。
2、本发明采用以下技术方案。
3、一种减少卸卷辅助时间的卸料方法,用于优化纯拉伸机组出口带材启动站的带材卷取卸料过程,所述卸料方法包括以下步骤,
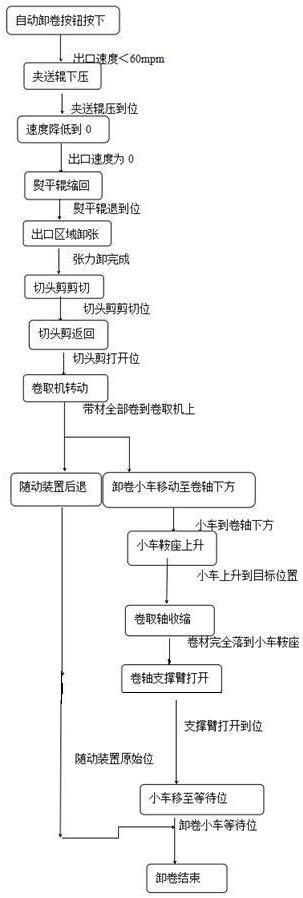
4、步骤s1、当出口区域带材速度降至阈值速度以下时,启动卸卷作业;
5、步骤s2、带材(1)由压下状态的夹送辊(3)夹紧,带材运送速度降为零;
6、步骤s3、出口区域执行带材卸张作业,切头剪(4)压下,剪切经带材启动站的偏导辊(2)到达切头剪(4)处的带材带头;卷取机(7)以卷轴将切头剪剪切下的带材卷取为卷材;
7、步骤s4、在卷取机卷取过程中,启动站的随动装置电机(6)驱动偏导辊所在机架后退,同时卸卷小车往卷取机卷轴下方移动至卷取卸卷位置,然后卸卷小车的鞍座(9)上升到目标位置;
8、步骤s5、卷取机卷轴收缩,使卷轴上的卷材落至卸卷小车的鞍座处。
9、所述步骤s1中,带材速度降至降至60mpm以下后,启动自动卸卷作业。
10、所述步骤s4中,随动装置电机驱动机架往后退至原始位,然后带材启动站结束动作。
11、所述步骤s5中,卷材落至卸卷小车的鞍座后,卷取机侧的卷取支撑臂(8)打开,卸卷小车带卷材移至等待位,卸料动作完成。
12、所述步骤s4中,卸卷小车的移动动作由卸卷小车行走电机(10)驱动。
13、所述步骤s2中,当带材运送速度降为零时,熨平辊(5)回缩复位。
14、本发明提出一种减少卸卷辅助时间的卸料方法。基于纯拉伸机组出口启动站机构、卷取机,卸卷小车等机构,针对现有技术存在的缺陷和不足,本发明对现有生产设备控制顺序进行改进,提出一种可减少卸卷辅助时间的卸料方法,通过对卸卷操作顺序控制改进,达到减少出口区域卸料的辅助时间的目的。
技术特征:
1.一种减少卸卷辅助时间的卸料方法,用于优化纯拉伸机组出口带材启动站的带材卷取卸料过程,其特征在于:所述卸料方法包括以下步骤,
2.根据权利要求1所述的一种减少卸卷辅助时间的卸料方法,其特征在于:所述步骤s1中,带材速度降至降至60mpm以下后,启动自动卸卷作业。
3.根据权利要求1所述的一种减少卸卷辅助时间的卸料方法,其特征在于:所述步骤s4中,随动装置电机驱动机架往后退至原始位,然后带材启动站结束动作。
4.根据权利要求1所述的一种减少卸卷辅助时间的卸料方法,其特征在于:所述步骤s5中,卷材落至卸卷小车的鞍座后,卷取机侧的卷取支撑臂(8)打开,卸卷小车带卷材移至等待位,卸料动作完成。
5.根据权利要求1所述的一种减少卸卷辅助时间的卸料方法,其特征在于:所述步骤s4中,卸卷小车的移动动作由卸卷小车行走电机(10)驱动。
6.根据权利要求1所述的一种减少卸卷辅助时间的卸料方法,其特征在于:所述步骤s2中,当带材运送速度降为零时,熨平辊(5)回缩复位。
技术总结
本发明提出一种减少卸卷辅助时间的卸料方法,包括以下步骤,步骤S1、当出口区域带材速度降至阈值速度以下时,启动卸卷作业;步骤S2、带材(1)由压下状态的夹送辊(3)夹紧,带材运送速度降为零;步骤S3、出口区域执行带材卸张作业,切头剪(4)压下,剪切经带材启动站的偏导辊(2)到达切头剪(4)处的带材带头;卷取机(7)以卷轴将切头剪剪切下的带材卷取为卷材;步骤S4、在卷取机卷取过程中,启动站的随动装置电机(6)驱动偏导辊所在机架后退,同时卸卷小车往卷取机卷轴下方移动至卷取卸卷位置,然后卸卷小车的鞍座(9)上升到目标位置;步骤S5、卷取机卷轴收缩,使卷轴上的卷材落至卸卷小车的鞍座处;本发明能节省生产辅助时间。
技术研发人员:薛承志,李伟为,李炜强,黄金彬,俞强文,黄昆峰,王积友,陈郭荣,彭利辉,谯皓,张文学,谢伟明,吴振华,郑芳贺,游朝明,钟森源,朱明尾
受保护的技术使用者:中铝瑞闽股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!