液、气囊防震支撑装置及其用于薄壁零件的加工方法与流程
本发明涉及防震,具体涉及液、气囊防震支撑装置及其用于薄壁零件的加工方法。
背景技术:
1、在机械制造领域,薄壁零件的金属切削加工一直是较困难的。由于零件壁薄,刚性不足,在受切削刀具挤压时容易像弹簧片一样震动,引起共震,导致切削表面质量下降,工件变形。在通用加工中,一般采用硬支撑的方法来增加工件刚性,在管状工件内紧密插入与零件相配的硬芯轴,保证加工时抵御零件开形及引起的共震。此方法有以下缺点:1、需要根据每个零件装备相对应的硬芯轴,成本高。2、由于是硬材料,与件相贴合时不可能完成紧密,同时由于硬材料吸震能力差,防震支撑作用有限。3、对于形状复杂的零件制作硬芯轴困难或制作后不能安装。
技术实现思路
1、为解决以上技术问题,本发明提供液、气囊防震支撑装置及其用于薄壁零件的加工方法,此装置是利用柔性的可充液、气囊来替代现有有支撑硬芯轴,适应不同形状、不同尺寸零件支撑。液、气囊会随着充入的液体或气体压力膨胀,与工件紧密贴合,压力越大,支撑力越大,贴合越就此,实现有有效支撑。同时由于液、气阻尼吸能,避免或减弱共振发生。起到防震刀效果。
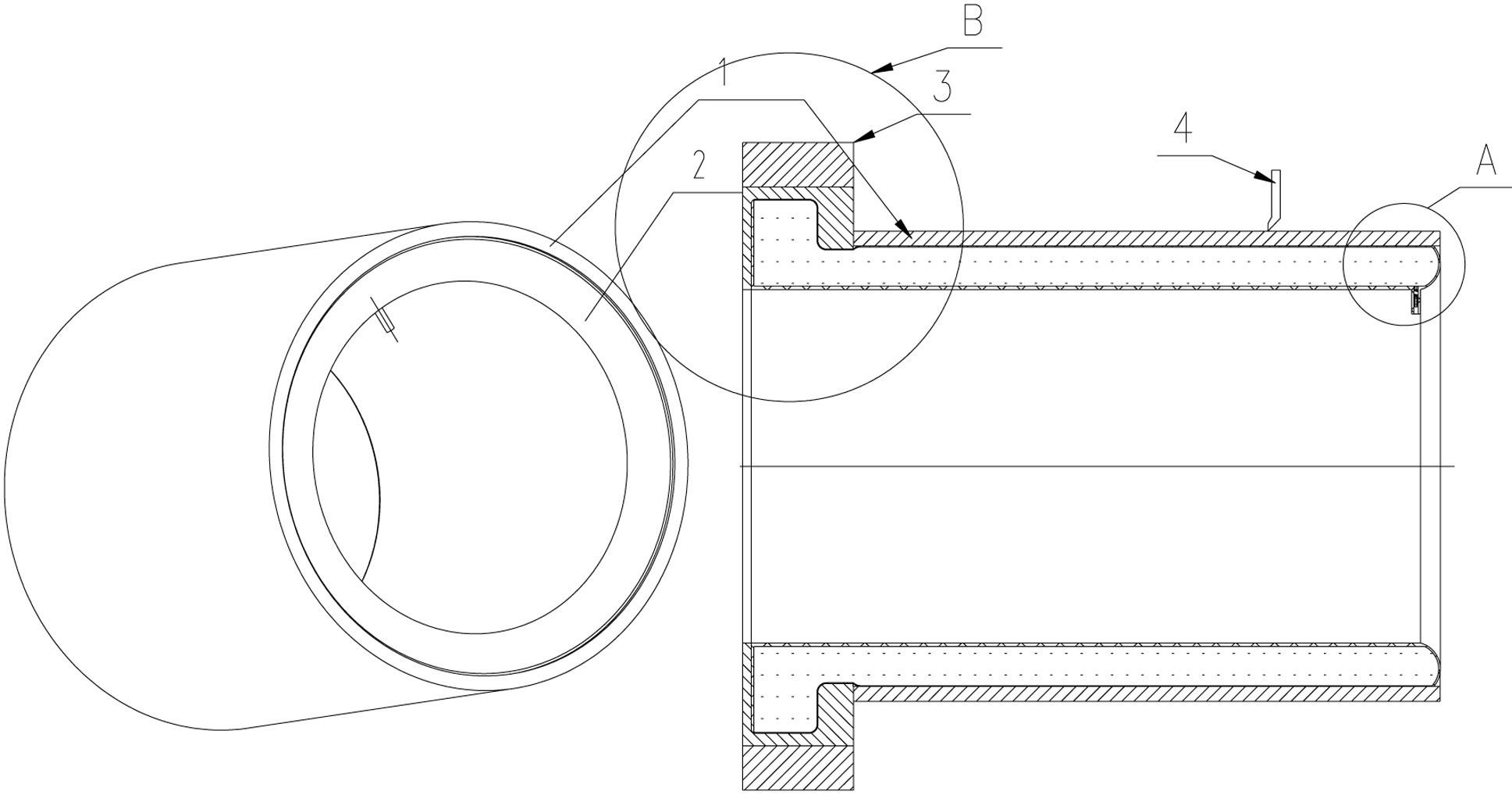
2、为了实现上述的技术特征,本发明的目的是这样实现的:液、气囊防震支撑装置,所述液、气囊防震支撑装置包括基座,所述基座的内部设置有凹槽,所述凹槽的内部限位安装有柔性壁液气囊,所述柔性壁液气囊的内侧壁上贴合设置有支撑壁,所述柔性壁液气囊上连通有用于充液、气的充液/气阀门;柔性壁液气囊的内部填充有液/气体。
3、在装夹时,所述基座装夹固定在机床夹持件上。
4、在装夹时,薄壁被支撑件套装设置在柔性壁液气囊的外部。
5、所述支撑壁采用非金属支撑壁。
6、采用液、气囊防震支撑装置进行薄壁零件加工的方法,包括以下步骤:
7、步骤一,柔性壁液气囊的初步充压:
8、通过充液/气阀门向柔性壁液气囊内部充入液体或者气体,将柔性壁液气囊初步涨起:
9、步骤二,薄壁被支撑件的套装装夹:
10、将薄壁被支撑件套装在柔性壁液气囊的外部,并保证薄壁被支撑件的端头与基座的外侧壁相贴合;
11、步骤三,柔性壁液气囊的在此充压:
12、通过充液/气阀门再次向柔性壁液气囊内部充入液/气体,进而将柔性壁液气囊充压,进而彻底将薄壁被支撑件涨紧支撑在柔性壁液气囊的外壁上;
13、步骤四,液、气囊防震支撑装置的装夹固定:
14、将固定好薄壁被支撑件的液、气囊防震支撑装置通过基座装夹固定在机床夹持件上;
15、步骤五,薄壁被支撑件的加工:
16、启动机床,通过机床夹持件驱动薄壁被支撑件转动,由于柔性壁液气囊内各处压强相同,保证了薄壁被支撑件与非金属支撑壁同轴;另外柔性壁液气囊受压向基座内气室运动,保证了薄壁被支撑件左端与与基座贴平,从而限制了各方向自由度,实现牢固夹紧;配合切削刀具对薄壁被支撑件进行加工;加工过程中,由于液、气阻尼吸能,避免或减弱共振发生,起到防震刀效果;
17、步骤六,薄壁被支撑件的卸载:
18、待薄壁被支撑件加工完成之后,取下液、气囊防震支撑装置,然后对柔性壁液气囊进行卸压,取出薄壁被支撑件即可。
19、在进行套夹圆筒形工件外圆夹紧时,通过将非金属支撑壁由内侧结构转移到外侧,使柔性壁液气囊膨胀方向由向外变为朝向内侧中心,进而将套夹圆筒形工件外圆夹紧。
20、通过将非金属支撑壁设置成非圆形,来适应非圆形工件的支撑装夹。
21、本发明有益效效果:
22、1、本发明利用柔性的可充液、气囊来替代现有有支撑硬芯轴,适应不同形状、不同尺寸零件支撑。液、气囊会随着充入的液体或气体压力膨胀,与工件紧密贴合,压力越大,支撑力越大,贴合越就此,实现有有效支撑。同时由于液、气阻尼吸能,避免或减弱共振发生。起到防震刀效果。
23、2、本发明除用于支撑圆筒形工件内孔外,还可用于套夹圆筒形工件外圆。即将非金属支撑壁由内侧结构转移到外侧,使柔性水或气囊膨胀方向由向外变为朝向内侧中心。
24、3、本发明除了圆形结构件,也可以设计为方形或其它形状来用于适应相应支撑件形状。
25、4、本发明由于柔性壁液气囊内各处压强相同,保证了撑紧工件与非金属支撑壁同轴;另外柔性壁液气囊受压向基座内气室运动,保证了薄壁被支撑件左端与与基座贴平。从而限制了各方向自由度,实现牢固夹紧。
26、5、本发明由于采用柔性水或气囊膨胀支撑,较硬性单一支撑,灵活性大,能适应形状复杂的零件支撑适用范围广,成本低。柔性支撑较硬材料,与件相贴合时更紧密,较硬材料吸震能好,切削中有很好的防震作用。
技术特征:
1.液、气囊防震支撑装置,其特征在于,所述液、气囊防震支撑装置(2)包括基座(2-1),所述基座(2-1)的内部设置有凹槽,所述凹槽的内部限位安装有柔性壁液气囊(2-2),所述柔性壁液气囊(2-2)的内侧壁上贴合设置有支撑壁(2-4),所述柔性壁液气囊(2-2)上连通有用于充液、气的充液/气阀门(2-5);柔性壁液气囊(2-2)的内部填充有液/气体(2-3)。
2.根据权利要求1所述液、气囊防震支撑装置,其特征在于,在装夹时,所述基座(2-1)装夹固定在机床夹持件(3)上。
3.根据权利要求1所述液、气囊防震支撑装置,其特征在于,在装夹时,薄壁被支撑件(1)套装设置在柔性壁液气囊(2-2)的外部。
4.根据权利要求1所述液、气囊防震支撑装置,其特征在于,所述支撑壁(2-4)采用非金属支撑壁。
5.采用权利要求1-4任意一项所述液、气囊防震支撑装置进行薄壁零件加工的方法,其特征在于,包括以下步骤:
6.根据权利要求5所述液、气囊防震支撑装置进行薄壁零件加工的方法,其特征在于,在进行套夹圆筒形工件外圆夹紧时,通过将非金属支撑壁(2-4)由内侧结构转移到外侧,使柔性壁液气囊(2-2)膨胀方向由向外变为朝向内侧中心,进而将套夹圆筒形工件外圆夹紧。
7.根据权利要求5所述液、气囊防震支撑装置进行薄壁零件加工的方法,其特征在于,通过将非金属支撑壁(2-4)设置成非圆形,来适应非圆形工件的支撑装夹。
技术总结
本发明提供了液、气囊防震支撑装置及其用于薄壁零件的加工方法,所述液、气囊防震支撑装置包括基座,所述基座的内部设置有凹槽,所述凹槽的内部限位安装有柔性壁液气囊,所述柔性壁液气囊的内侧壁上贴合设置有支撑壁,所述柔性壁液气囊上连通有用于充液、气的充液/气阀门;柔性壁液气囊的内部填充有液/气体。此装置是利用柔性的可充液、气囊来替代现有有支撑硬芯轴,适应不同形状、不同尺寸零件支撑。液、气囊会随着充入的液体或气体压力膨胀,与工件紧密贴合,压力越大,支撑力越大,贴合越就此,实现有有效支撑。同时由于液、气阻尼吸能,避免或减弱共振发生。起到防震刀效果。
技术研发人员:董志松
受保护的技术使用者:宜昌江峡船用机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!