自动铣齿机的制作方法
本发明涉及铣削加工设备,具体涉及一种自动铣齿机。
背景技术:
1、传统的铣床在对圆盘形状的工件进行铣齿时一般都是将工件位置保持固定不动,通过移动刀具进行铣削加工,在此加工过程中,刀具接触产品表面时很容易导致工件的位置发生偏移,从而导致刀具铣削的工件下一个部位产生偏差,影响加工精度。而且加工效率低下,人工成本高,总成本较高。
2、另一种加工方法为使用四轴或五轴加工中心加工,此方法所使用机床造价昂贵,机器使用成本高,总成本较高。
3、应该注意,上面对技术背景的介绍只是为了方便对本发明的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本发明的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现思路
1、为克服上述缺点,本发明的目的在于提供一种自动铣齿机,从而有效地解决上述技术问题。
2、为了达到以上目的,本发明采用的技术方案是:一种自动铣齿机,包括
3、定位治具,包括旋转托盘,待加工的工件固定放置在所述旋转托盘上并与所述旋转托盘同步转动;
4、铣齿机构,包括刀具,所述刀具可在工件上铣削齿形结构;
5、移动机构,与所述定位治具连接并带动所述定位治具上的工件移动至刀具处进行加工。
6、本发明的有益效果为:本方案设计的一种自动铣齿机,将圆盘形状的工件固定放置在旋转托盘上,旋转托盘转动至指定角度后通过移动机构带动旋转托盘上的工件移动到刀具处铣削出齿形结构,然后托盘回退并再次旋转至下一个角度后再次对工件进行铣削加工,如此往复,将圆盘形状工件加工成齿轮形状,加工过程中刀具不会对工件的位置产生影响,加工精度高,且整个加工过程的自动化程度高。
7、进一步地,所述定位治具还包括安装座,所述安装座上设置有旋转电机,所述旋转电机的输出端与所述旋转托盘连接并带动所述旋转托盘转动;通过旋转电机带动旋转托盘上的产品旋转调节加工角度,旋转电机采用伺服电机,提高转动角度调节的精度;同时旋转托盘为中空旋转平台,同时具备旋转和减速功能。
8、进一步地,所述定位治具还包括压盘,所述压盘压在工件的表面,所述压盘与所述旋转托盘通过螺丝固定连接,工件夹在两者之间。
9、进一步地,所述刀具包括第一刀片和第二刀片,所述第一刀片和所述第二刀片平行设置且两者之间存在间隙;第一刀片和第二刀片在高速旋转的过程中切入工件内部,两者中间的间隙可以让工件形成齿状结构;另外,定位治具上的安装座带有一个安装斜面,托盘通过安装板安装在安装斜面上,此安装斜面的倾斜度决定了托盘上工件被两个刀片切入的角度,当需要调整刀片的切入角度时,只需要更换带有相对应倾斜度斜面的安装座即可。
10、进一步地,所述铣齿机构还包括旋转轴,所述旋转轴可转动地设置在轴承座上,所述刀具安装在所述旋转轴的端部且与所述旋转轴同步转动;第一刀片和第二刀片需要在高速旋转的同时切入工件内部,所以将两个刀片固定安装在一个高速旋转的旋转轴上,旋转轴能带动两个刀片同步且高速旋转。
11、进一步地,所述旋转轴连接转动机构,所述转动机构包括驱动电机、第一带轮、第二带轮以及同步带,所述驱动电机的输出端与所述第一带轮连接,所述第二带轮设置在所述旋转轴上,所述第一带轮与所述第二带轮通过所述同步带连接;旋转轴的高速旋转通过驱动电机带动,两者之间还通过设置一个同步带装置进行进行传动,具体为:驱动电机带动第一带轮旋转,第一带轮通过同步带传动带动第二带路旋转,而第二带轮带动旋转轴进行旋转。
12、进一步地,所述移动机构包括设置在机架上的丝杆电机驱动模组,所述丝杆电机驱动模组连接安装座;移动机构的作用是带动整个定位治具以及工件进行平移,所以采用高精度驱动的丝杆电机模组。
13、进一步地,在所述铣齿机构的下方设置有接料机构,所述接料机构包括接料仓,所述接料仓为漏斗形状,其顶部为敞开式的接料口,顶部为出料口;刀具在对工件进行铣削加工时会产生加工碎屑,加工碎屑从工件上脱落后直接进入接料仓内,然后通过接料舱的出料口出料。
14、进一步地,所述接料仓的出料口连接导料管的一端,所述导料管的另一端连通储料箱;废料从接料仓的出料口出料后通过导料管导向后进入储料箱内进行暂时存放。
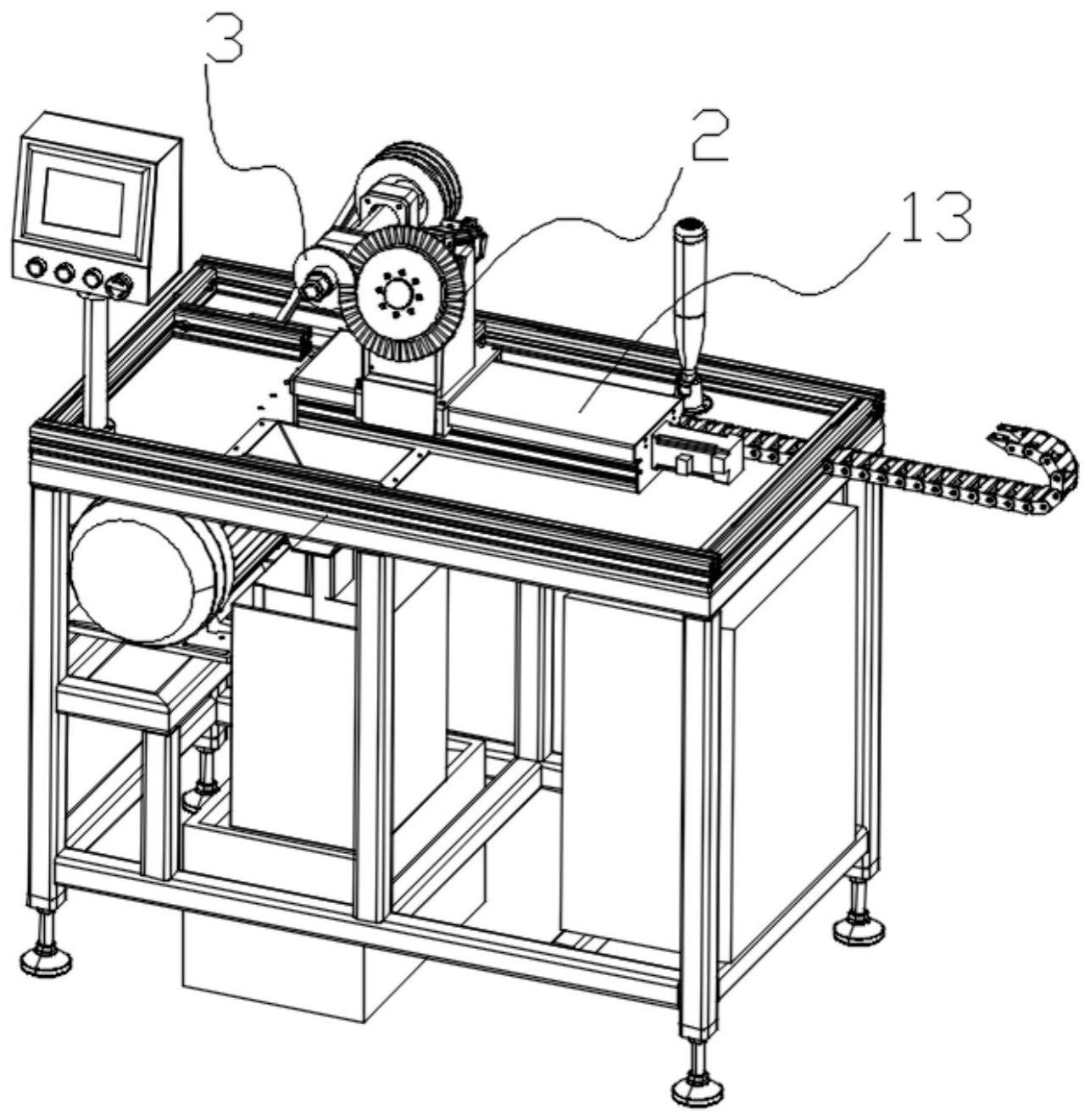
15、综上,本方案公开的一种自动铣齿机,具体工作原理为:将待加工的工件放置在旋转托盘上,然后将压盘通过螺丝与旋转托盘固定,此时压盘压在工件的表面,工件整体处于夹在两个盘之间的状态,另外工件上开有让螺丝穿过的通孔,这样使整个工件固定在旋转托盘上,然后通过旋转电机带动托盘上的产品旋转至指定角度,丝杆电机驱动模组带动工件进行平移,使工件移动至刀具部位,此时驱动电机带动第一带轮旋转,第一带轮通过同步带传动带动第二带路旋转,而第二带轮带动旋转轴进行旋转,安装在旋转轴上的第一刀片和第二刀片同步转动并切入工件内部对工件进行铣削,铣削出齿形结构后丝杆电机驱动模组带动工件回退,使两个刀片与工件分离,然后旋转电机带动托盘上的产品再次旋转,旋转至下一个指定角度后,丝杆电机驱动模组带动工件靠近刀具进行下一轮铣削加工,如此往复,将圆盘形状工件加工成齿轮形状,加工过程中刀具不会对工件的位置产生影响,加工精度高,且整个加工过程的自动化程度高;在所述铣齿机构的还下方设置有接料机构,接料机构包括接料仓,接料仓为漏斗形状,其顶部为敞开式的接料口,顶部为出料口;刀具在对工件进行铣削加工时会产生加工碎屑,加工碎屑从工件上脱落后直接进入接料仓内,然后通过接料舱的出料口出料;所述接料仓的出料口连接导料管的一端,所述导料管的另一端连通储料箱;废料从接料仓的出料口出料后通过导料管导向后进入储料箱内进行暂时存放。
技术特征:
1.一种自动铣齿机,其特征在于:包括
2.根据权利要求1所述的自动铣齿机,其特征在于:所述定位治具还包括安装座(4),所述安装座(4)上设置有旋转电机(5),所述旋转电机(5)的输出端与所述旋转托盘(1)连接并带动所述旋转托盘(1)转动。
3.根据权利要求1所述的自动铣齿机,其特征在于:所述定位治具还包括压盘(6),所述压盘(6)压在工件(2)的表面,所述压盘(6)与所述旋转托盘(1)通过螺丝固定连接,工件(2)夹在两者之间。
4.根据权利要求1所述的自动铣齿机,其特征在于:所述刀具(3)包括第一刀片(3.1)和第二刀片(3.2),所述第一刀片(3.1)和所述第二刀片(3.2)平行设置且两者之间存在间隙。
5.根据权利要求1所述的自动铣齿机,其特征在于:所述铣齿机构还包括旋转轴(7),所述旋转轴(7)可转动地设置在轴承座(8)上,所述刀具(3)安装在所述旋转轴(7)的端部且与所述旋转轴(7)同步转动。
6.根据权利要求5所述的自动铣齿机,其特征在于:所述旋转轴(7)连接转动机构,所述转动机构包括驱动电机(9)、第一带轮(10)、第二带轮(11)以及同步带(12),所述驱动电机(9)的输出端与所述第一带轮(10)连接,所述第二带轮(11)设置在所述旋转轴(7)上,所述第一带轮(10)与所述第二带轮(11)通过所述同步带(12)连接。
7.根据权利要求2所述的自动铣齿机,其特征在于:所述移动机构包括设置在机架上的丝杆电机驱动模组(13),所述丝杆电机驱动模组(13)连接安装座(4)。
8.根据权利要求1所述的自动铣齿机,其特征在于:在所述铣齿机构的下方设置有接料机构,所述接料机构包括接料仓(14),所述接料仓(14)为漏斗形状,其顶部为敞开式的接料口,顶部为出料口。
9.根据权利要求1所述的自动铣齿机,其特征在于:所述接料仓(14)的出料口连接导料管的一端,所述导料管的另一端连通储料箱。
10.据权利要求9所述的自动铣齿机,其特征在于:所述导料管包括圆形导料管(15)和方形导料管(16),所述储料箱包括第一储料箱(17)和第二储料箱(18),所述圆形导料管(15)连通第一储料箱(17),所述方形导料管(16)连通第二储料箱(18)。
技术总结
本发明公开了一种自动铣齿机,包括定位治具,包括旋转托盘,待加工的工件固定放置在所述旋转托盘上并与所述旋转托盘同步转动;还包括铣齿机构,包括刀具,所述刀具可在工件上铣削齿形结构;还包括移动机构,与所述定位治具连接并带动所述定位治具上的工件移动至刀具处进行加工;本方案设计的一种自动铣齿机,将圆盘形状的工件固定放置在旋转托盘上,旋转托盘转动至指定角度后通过移动机构带动旋转托盘上的工件移动到刀具处铣削出齿形结构,然后托盘回退并再次旋转至下一个角度后再次对工件进行铣削加工,如此往复,将圆盘形状工件加工成齿轮形状,加工精度高,且整个加工过程的自动化程度高。
技术研发人员:柴玉杰,崔水炜,吴章平,王辉
受保护的技术使用者:苏州昊建自动化系统有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!