一种旋转靶材一体绑定方法与流程
本发明涉及靶材绑定,特别是涉及一种旋转靶材一体绑定方法。
背景技术:
1、靶材是高速荷能粒子轰击的目标材料,在现有技术绑定靶材时,管状的内衬管外表面通过超声波涂铟技术形成铟层,靶管为管状结构。靶管逐一套设于内衬管外,并在靶管和内衬管之间形成填充焊料的配合间隙。焊料自上而下注入到配合间隙内,并在焊料冷却后将靶管和内衬管绑定。
2、中国专利cn111020507a公开了一种靶材绑定装置,其包括加热组件、底架、衬管、翻转组件和夹紧装置,加热组件包括加热底座和加热箱体,加热箱体竖直设于加热底座上,加热箱体设置在底架的一端,衬管连接在翻转组件上,翻转组件安装在底架上,翻转组件能够驱动衬管在第一位置与第二位置之间转动,当翻转组件位于第一位置时,衬管平行设于底架上,当翻转组件位于第二位置时,衬管竖直设于加热箱体内,衬管的外部用于套设靶材,衬管及靶材均安装于夹紧装置上,衬管、夹紧装置及靶材之间形成有填充腔,填充腔的底端开设有用于注入绑定材料的注入口。
3、然而,现有的旋转靶材绑定方式中注铟采用底部注入方式,不仅存在注铟时所需要驱动压力大,结构复杂的技术问题,而且焊料自下而上流通效率低,旋转靶材的高度受限的技术问题,因此需要改进。
技术实现思路
1、为克服相关技术中存在的问题,本发明实施例提供一种旋转靶材一体绑定方法。
2、根据本发明实施例的第一方面,提供一种旋转靶材一体绑定方法,所述旋转靶材一体绑定方法包括:
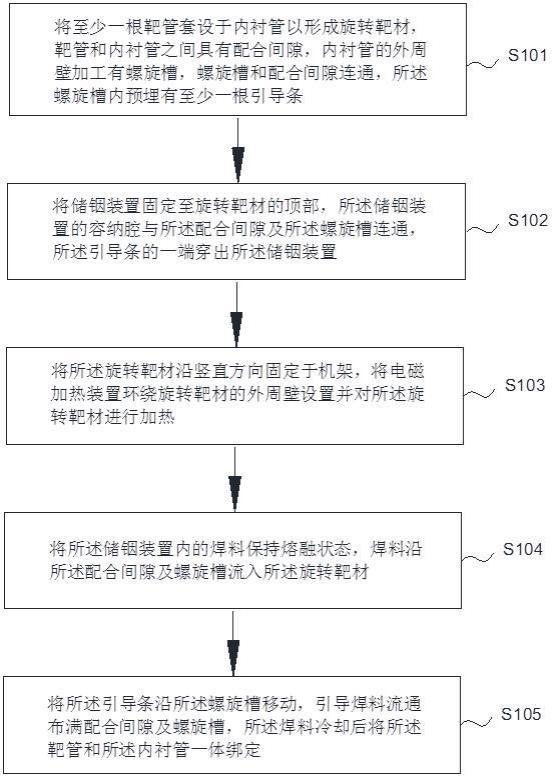
3、将至少一根靶管套设于内衬管以形成旋转靶材,所述靶管和所述内衬管之间具有配合间隙,所述内衬管的外周壁加工有螺旋槽,所述螺旋槽和所述配合间隙连通,所述螺旋槽内预埋有至少一根引导条;
4、将储铟装置固定至旋转靶材的顶部,所述储铟装置的容纳腔与所述配合间隙及所述螺旋槽连通,所述引导条的一端穿出所述储铟装置;
5、将所述旋转靶材沿竖直方向固定于机架,将电磁加热装置环绕旋转靶材的外周壁设置并对所述旋转靶材进行加热;
6、将所述储铟装置内的焊料保持熔融状态,焊料沿所述配合间隙及螺旋槽流入所述旋转靶材;
7、将所述引导条沿所述螺旋槽移动,引导焊料流通布满配合间隙及螺旋槽,所述焊料冷却后将所述靶管和所述内衬管一体绑定。
8、在一实施例中,所述将至少一根靶管套设于内衬管以形成旋转靶材,包括以下步骤:
9、将所述内衬管的外表面加工附着铟层;
10、将靶管的内壁面附着有金属层,金属层的厚度为0.2 mm ~0.5mm;
11、粗化所述金属层的粗糙度;
12、将所述靶管逐一套设于所述内衬管,相邻两根所述靶管通过密封垫密封。
13、在一实施例中,在所述将所述内衬管的外表面加工附着铟层之前,所述内衬管的外表面加工所述螺旋槽,所述螺旋槽的螺距为1cm ~6 cm。
14、在一实施例中,所述螺旋槽的截面呈内凹的梯形。
15、在一实施例中,所述将所述引导条沿所述螺旋槽移动,包括:
16、所述引导条的一端至少部分穿出所述旋转靶材;
17、卷绕拉扯位于旋转靶材的底部所述引导条的另一端,直至整根所述引导条抽出所述旋转靶材。
18、在一实施例中,方法还包括:
19、将所述旋转靶材绕轴线旋转,其中,旋转靶材的旋转速度小于或等于0.1分钟/转。
20、在一实施例中,在所述焊料流通布满配合间隙及螺旋槽后,所述方法还包括:
21、引导冷却介质沿所述内衬管的管内空间流动,以进行热交换冷却。
22、在一实施例中,所述冷却介质沿插接装配于所述旋转靶材的冷却组件流通,所述冷却组件包括冷却主体及分布于所述冷却主体内的至少一条冷却流道,所述冷却流道内流通液态的冷却介质。
23、在一实施例中,所述储铟装置包括储铟容器和环绕所述储铟容器的加热组件,所述储铟容器的容纳腔连通至所述配合间隙及螺旋槽,所述焊料位于容纳腔内,所述加热组件加热保持焊料温度稳定。
24、在一实施例中,所述储铟装置还包括增压组件,所述增压组件用于增加所述容纳腔内焊料的压力。
25、本发明的实施例提供的技术方案可以包括以下有益效果:螺旋槽和配合间隙相通,既能增加焊料的填充空间,螺旋槽能够引导焊料流通继而带动焊料扩展自整个填充空间,提高焊料流通效率及焊接的可靠性。焊料自上而下在重力作用下流通扩散至整个填充空间,减小焊料流通所需的压力。引导条沿螺旋槽移动,能够增加螺旋槽对焊料的导向效果,构成焊料流通的内部引导力,进一步提高焊料流通的均衡性及焊接稳定性,提高旋转靶材的一体绑定效果。
26、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
技术特征:
1.一种旋转靶材一体绑定方法,其特征在于,所述旋转靶材一体绑定方法包括:
2.根据权利要求1所述的旋转靶材一体绑定方法,其特征在于,所述将至少一根靶管套设于内衬管以形成旋转靶材,包括以下步骤:
3. 根据权利要求2所述的旋转靶材一体绑定方法,其特征在于,在所述将所述内衬管的外表面加工附着铟层之前,所述内衬管的外表面加工所述螺旋槽,所述螺旋槽的螺距为1cm ~6 cm。
4.根据权利要求3所述的旋转靶材一体绑定方法,其特征在于,所述螺旋槽的截面呈内凹的梯形。
5.根据权利要求3所述的旋转靶材一体绑定方法,其特征在于,所述将所述引导条沿所述螺旋槽移动,包括:
6.根据权利要求1所述的旋转靶材一体绑定方法,其特征在于,方法还包括:
7.根据权利要求1所述的旋转靶材一体绑定方法,其特征在于,在所述焊料流通布满配合间隙及螺旋槽后,所述方法还包括:
8.根据权利要求7所述的旋转靶材一体绑定方法,其特征在于,所述冷却介质沿插接装配于所述旋转靶材的冷却组件流通,所述冷却组件包括冷却主体及分布于所述冷却主体内的至少一条冷却流道,所述冷却流道内流通液态的冷却介质。
9.根据权利要求1所述的旋转靶材一体绑定方法,其特征在于,所述储铟装置包括储铟容器和环绕所述储铟容器的加热组件,所述储铟容器的容纳腔连通至所述配合间隙及螺旋槽,所述焊料位于容纳腔内,所述加热组件加热保持焊料温度稳定。
10.根据权利要求9所述的旋转靶材一体绑定方法,其特征在于,所述储铟装置还包括增压组件,所述增压组件用于增加所述容纳腔内焊料的压力。
技术总结
本发明是关于一种旋转靶材一体绑定方法,方法包括:将至少一根靶管套设于内衬管以形成旋转靶材,靶管和内衬管之间具有配合间隙,内衬管的外周壁加工有螺旋槽,螺旋槽和配合间隙连通,螺旋槽内预埋有至少一根引导条。将储铟装置固定至旋转靶材的顶部。将旋转靶材沿竖直方向固定于机架,将电磁加热装置环绕旋转靶材的外周壁设置并加热。将储铟装置内的焊料保持熔融状态,焊料沿所述配合间隙及螺旋槽流入旋转靶材。将引导条沿螺旋槽移动,引导焊料流通布满配合间隙及螺旋槽,焊料冷却后将靶管和内衬管一体绑定。螺旋槽能够引导焊料流通继而带动焊料扩展自整个填充空间,提高焊料流通效率及焊接的可靠性。
技术研发人员:陈以勤,张圣,朱永明,程奕
受保护的技术使用者:森祥(宁波)新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!