一种薄板坯半无头模式连铸连轧的方法与流程
本申请涉及钢铁冶金,尤其涉及一种薄板坯半无头模式连铸连轧的方法。
背景技术:
1、薄板坯连铸连轧是世界钢铁于20世纪80年代末开发成功的重大创新技术,相较于常规的无头生产模式,半无头模式轧制厚度规格普遍在3.0mm及以上,采用半无头模式生产时不必投用感应加热器,这对产线节能降耗具有重要意义。
2、但在生产过程中,边部经常会发生轧制翘皮缺陷,数量10-50处不等,严重时翘皮数量达到百处。此缺陷一旦发生,不满足酸洗原料的供货标准,导致钢卷降级,不仅增加了工序成本,延长了交货周期,同时对带钢成材率也带来不小影响。
技术实现思路
1、本申请提供了一种薄板坯半无头模式连铸连轧的方法,以解决现有薄板坯连铸连轧产线半无头模式生产过程中易出现带钢翘皮的技术问题。
2、第一方面,本申请提供了一种薄板坯半无头模式连铸连轧的方法,所述方法包括:
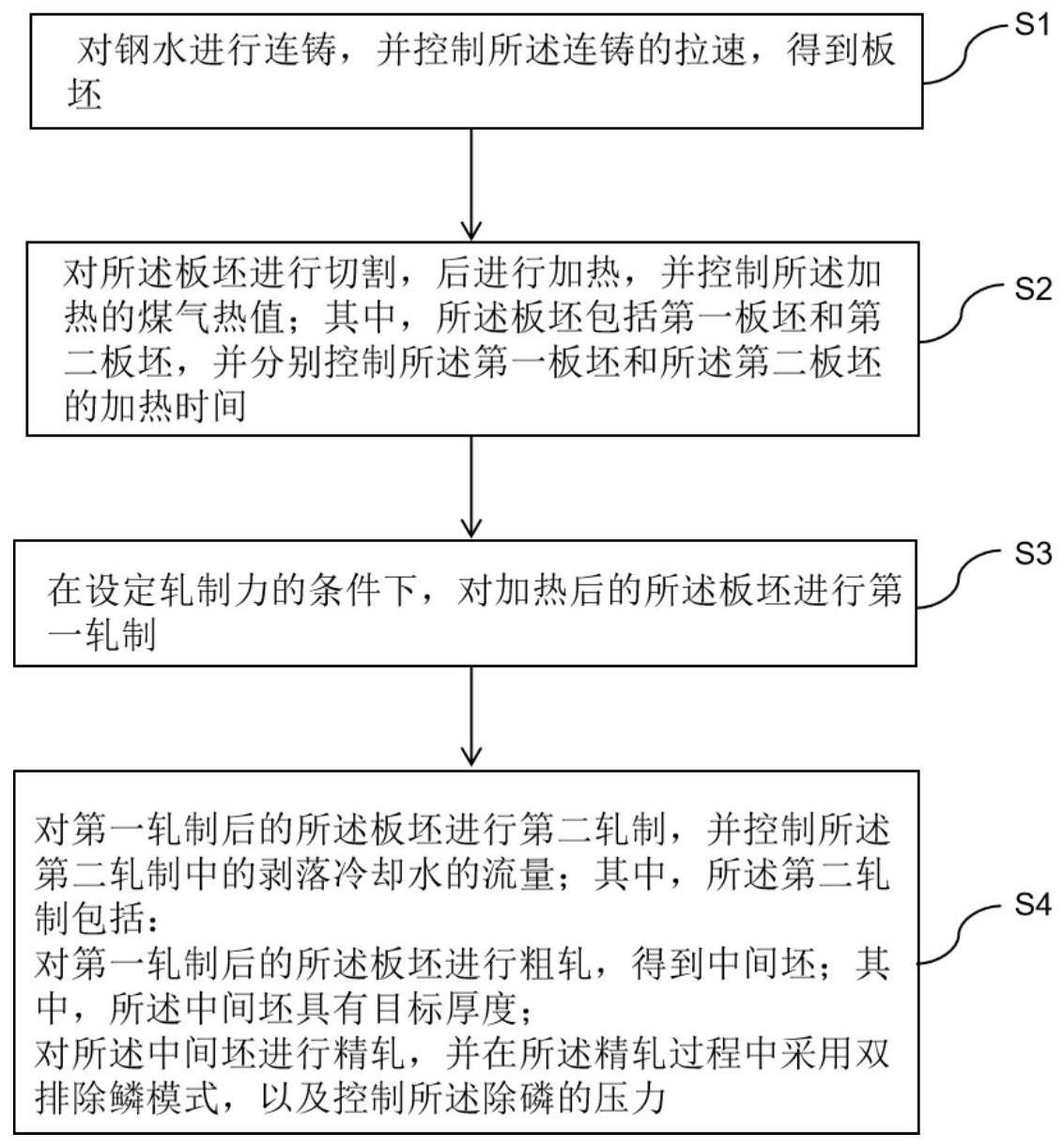
3、对钢水进行连铸,并控制所述连铸的拉速,得到板坯;
4、对所述板坯进行切割,后进行加热,并控制所述加热的煤气热值;其中,所述板坯包括第一板坯和第二板坯,并分别控制所述第一板坯和所述第二板坯的加热时间;
5、在设定轧制力的条件下,对加热后的所述板坯进行第一轧制;
6、对第一轧制后的所述板坯进行第二轧制,并控制所述第二轧制中的剥落冷却水的流量;其中,所述第二轧制包括:
7、对第一轧制后的所述板坯进行粗轧,得到中间坯;其中,所述中间坯具有目标厚度;
8、对所述中间坯进行精轧,并在所述精轧过程中采用双排除鳞模式,以及控制所述除磷的压力。
9、可选的,所述连铸的拉速为5.0-5.2m/min。
10、可选的,所述加热的煤气热值为≥2400kcal/m3。
11、可选的,所述第一板坯的加热时间为105-110s。
12、可选的,所述第二板坯的加热时间为99-103s。
13、可选的,所述设定轧制力为350-370kn。
14、可选的,所述目标厚度为18-20mm。
15、可选的,所述第二轧制中的剥落冷却水的流量包括:带钢边部的防剥落水流量和带钢中部的防剥落水流量。
16、可选的,所述带钢边部的防剥落水流量为10-15m3/h,和或所述带钢中部的防剥落水流量为20-25m3/h。
17、可选的,所述除磷的压力为≥375mpa。
18、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
19、本申请实施例提供的该薄板坯半无头模式连铸连轧的方法,通过调整板坯在炉加热时间,立辊轧制力以及明确中间坯厚度,调整防剥落水使用策略等措施,有效降低了带钢边部翘皮的发生数量,运用此方法之后,减少了整卷带钢翘皮数量,减少了带钢因为轧制翘皮带来的切损,在提高成材率的同时,缩短了钢卷的周转周期,有效降低了成本,提高了产线的核心竞争力,增加了效益。
技术特征:
1.一种薄板坯半无头模式连铸连轧的方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述连铸的拉速为5.0-5.2m/min。
3.根据权利要求1所述的方法,其特征在于,所述加热的煤气热值为≥2400kcal/m3。
4.根据权利要求1所述的方法,其特征在于,所述第一板坯的加热时间为105-110s。
5.根据权利要求1所述的方法,其特征在于,所述第二板坯的加热时间为99-103s。
6.根据权利要求1所述的方法,其特征在于,所述设定轧制力为350-370kn。
7.根据权利要求1所述的方法,其特征在于,所述目标厚度为18-20mm。
8.根据权利要求1所述的方法,其特征在于,所述第二轧制中的剥落冷却水的流量包括:带钢边部的防剥落水流量和带钢中部的防剥落水流量。
9.根据权利要求8所述的方法,其特征在于,所述带钢边部的防剥落水流量为10-15m3/h,和或所述带钢中部的防剥落水流量为20-25m3/h。
10.根据权利要求1所述的方法,其特征在于,所述除磷的压力为≥375mpa。
技术总结
本申请涉及钢铁冶金技术领域,尤其涉及一种薄板坯半无头模式连铸连轧的方法。所述方法包括:对钢水进行连铸,并控制所述连铸的拉速,得到板坯;对所述板坯进行一分为二,后进行加热,并控制所述加热的煤气热值以及分板坯的加热时间;在设定轧制力的条件下,对加热后的所述板坯进行第一轧制;对第一轧制后的所述板坯进行第二轧制,并控制所述第二轧制中的剥落冷却水的流量;其中,所述第二轧制包括:对第一轧制后的所述板坯进行粗轧,得到具有目标厚度的中间坯;对所述中间坯进行精轧,并在所述精轧过程中采用双排除鳞模式,以及控制所述除磷的压力。本申请内容解决了现有薄板坯连铸连轧产线半无头模式生产过程中易出现带钢翘皮的技术问题。
技术研发人员:石鑫越,唐勤,张弛,宋劼,冯超,高博,丁健,贾海员,张猛
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!